超高压纯水射流切割羊胴体试验
2023-12-27曲玉栋韦志超苏吉鑫陈正文
曲玉栋 韦志超 张 的 苏吉鑫 陈正文 李 欣
(合肥通用机械研究院有限公司,安徽 合肥 230031)
中国是肉类食品生产消费大国,其中羊肉因具有低脂高蛋白等特点而深受人们喜爱[1-3]。羊胴体分割是生羊屠宰的一项重要工艺,是生产优质羊肉产品的重要步骤。目前,中国在羊胴体切割机械化方面已有相关研究[3-4],但由于技术不成熟,机械化分割的规模很小,仍以人工分割为主[5-6]。机械化分割应用较少的一个重要原因是现有刀具在切割羊胴体时,羊肉的损耗太大[7]。
通过高压水发生装置将水加压后通过喷嘴喷射出去,形成极细的具有打击力的射流,即超高压水射流。利用超高压水射流进行切割作业,即水射流切割,俗称“水刀”。水射流切割技术对材料的无选择性在很多领域崭露头角。国外已有利用水射流甚至冰射流进行食物加工[8]的技术,用于切割牛胴体[9]、无骨鸡胸肉[10]、带骨畜牧肉[11]、鱼片[12]等,并对此进行了大量的试验,给出了详细的切割工艺参数。中国在这一领域的研究较少,鲜见相关试验及论著。研究拟用超高压水射流为刀具进行羊肉切割分块,针对羊胴体不同部位进行试验,分析结果并给出有生产意义的切割参数,验证利用水射流切缝细小的特性来减少羊肉切割损耗的可行性。
1 试验设备及方案
1.1 试验设备
1.1.1 超高压水射流机理 典型水射流形态结构包括初始段、转折段、基本段及消散段等阶段。如图1所示:初始段和转折段的流速和能量密度很高,从转折段开始,基本段和消散段的射流形状开始向外扩散,射流流度降低。因而用于水射流切割的主要为初始段[13]。
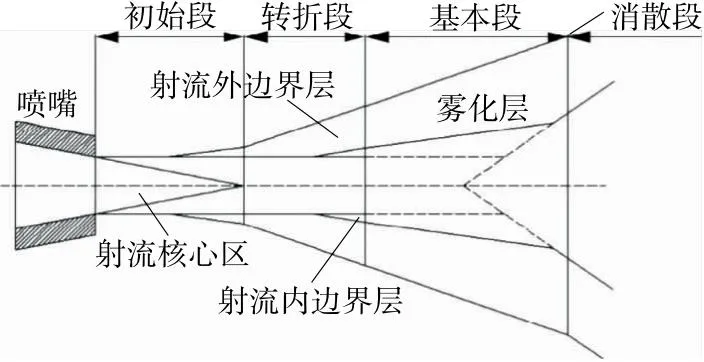
图1 典型水射流形态结构
1.1.2 超高压水射流切割设备 超高压水射流切割试验装置主要由龙门式水射流切割机床、超高压发生装置、控制台及供水装置组成。经过滤、软化的纯净水通过超高压发生装置升压,通过管路连接到龙门机床上的五轴水切割刀头。切割试验设备的主要性能参数为:最大压力450 MPa,流量3 L/min,喷嘴直径3 mm。
1.2 羊胴体切割试验方案
羊胴体切割不同于一般工业材料的切割,肉类切割更强调高效、低损耗,而不是强调切缝质量,快速、整齐、低损耗是主要目标。主要的试验项目包括:无骨羊肉切割、羊排切割、羊脊柱切割、羊腿切割、羊颈部切割和剔骨取肉6项,试验将分别探究适于这些项目切割的水射流参数,并最终对水射流切割羊胴体的可行性给出结论。
1.2.1 射流型式的确定 纯水射流对材料无选择性且不带来新的污染源,因此有广泛的适应性。但纯水射流对压力要求高、而效率低,所以常常在射流中引入磨料来提高水射流的作用效果。由于试验材料为食用类的羊肉,为保证羊肉的食品安全,避免磨料等产生污染,因此采用纯水射流方案。
1.2.2 喷嘴型式的确定 磨料射流喷嘴在水喷嘴后多具有一耐磨的砂喷嘴用来喷射磨料射流,该类喷嘴因水通过水喷嘴喷射后射流与砂喷嘴摩擦会产生大量的热量,在切割肉类时会部分烫熟,因此不宜采用。而带骨羊肉(如羊排)有较大凹陷或凸起结构,为避免在切割凹陷处羊肉时、喷嘴移动过程中喷嘴固定机构碰到周围凸起的羊肉,故在动物胴体切割中,选用带有长直压力段的水喷嘴型式为宜(见图2)。

图2 带有长直压力段的水喷嘴结构
1.3 试验参数的确定
除射流型式、喷嘴型式外,影响水射流羊胴体切割效率的参数还有:切割压力、流量(喷嘴直径)、切割靶距、切割速度、被切割物(羊肉)的特性等。
1.3.1 切割压力 先通过试验找出切割羊肉的最低压力(即门限压力),再明确压力对羊肉切割的影响,确定合适的切割压力参数。
1.3.2 喷嘴直径 由如式(1)所示的喷嘴直径与射流压力及射流流量的关系式计算得出:
(1)
式中:
d——喷嘴直径,mm;
q——射流流量,L/min;
μ——喷嘴流量系数,按喷嘴型式选取μ=0.82;
p——射流压力,MPa。
1.3.3 切割靶距 水射流切割的最佳靶距一般为5~15 mm,由于试验要求为整齐切断即可,不十分强调切缝质量,故切割靶距可以适当放宽。而且对于一定的切割速度,切割靶距越高可以切割羊肉的厚度越大,意味着同一设备、同一参数可以适用不同规格的羊肉而不必频繁调整,因此,适宜切割速度下的最大切割靶距也是试验关注的一个重要参数。
1.3.4 切割速度 根据实际经验,切割速度太慢会影响效率;切割速度太快一是不易实现,二是容易产生人身及设备安全问题。对比现有羊肉切分机械刀具进给速度800~1 200 mm/min[14]50-52[15]10,30-31,50,选取1 000~2 000 mm/min为试验速度区间。
2 试验结果分析
2.1 无骨肉切割
试验表明,在压力50 MPa、距肉靶距5 mm时,即可以800~1 000 mm/min的速度切割50 mm厚的羊肉。但由于羊肉并非均匀材料,且在水流的冲击下羊肉的不同组织会产生不同程度的形变,远离夹具直接夹持部位的羊肉组织会随着水流的冲击摆动、震颤,因此水射流在切透羊肉从羊肉组织穿出时,会产生大范围大幅度的紊流,使得羊肉底部的切口很不整齐,产生类似于“碎布头”一样部分切断、部分粘连的羊肉组织,形成感官极差的“烂肉”。同时,摇摆、震颤的羊肉组织也会消耗水射流的能量,大幅降低切割效率。提高射流压力可以提高切割速度,但对于切口的整齐性,没有太大作用。
因为冷冻羊肉较常温羊肉坚硬很多,对超高压水射流而言,水流在穿过冷冻羊肉时,羊肉组织被冻住固定因此不会受到大的干扰,能量损失较小,不但速度更快,且切口干净整洁,切割效果不但较切割常温羊肉好很多,也比现有机械切割和人工切割的效果好很多。因此,采用水射流切割羊肉,较适合切割冷冻羊肉。
以厚度为50 mm的冷冻羊肉为试验对象,保持射流型式、喷嘴型式、喷嘴直径、切割靶距(5 mm)不变,改变切割压力,测试不同压力下,切透冷冻羊肉所能达到的最大速度,其结果如图3所示。
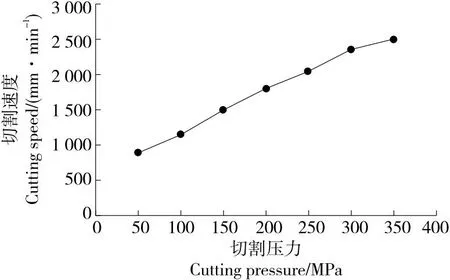
图3 不同压力下的最大切割速度
由图3可知,达到门限压力50 MPa以后,切透羊肉的最大切割速度与切割压力成正比,即压力越大,速度越高。考虑到市场上水刀设备的工作压力多为380,420 MPa,故选取试验切割压力为350 MPa。由于降低压力会降低切割速度,因此在后面的试验中,将以350 MPa为试验压力[由式(1)得喷嘴直径d=0.3 mm],讨论在切割不同的羊酮体部位时,切割靶距与切割速度之间的关系。
对于60 mm厚度的无骨羊肉,在压力350 MPa、距肉靶距5 mm时,切割速度可达到2 500 mm/min以上。压力350 MPa、距肉靶距180 mm时,切割速度仍然可达到1 600 mm/min。
350 MPa下,靶距为5,15,30,50,80,100 mm的羊肉切割质量趋于一致,切面光滑,边缘清晰完整。靶距达到100 mm以上时,羊肉切面依然光滑,与低靶距下效果相当,但羊肉边缘特别是上表面附近,切口开始毛糙、局部羊肉有挤压现象。因此,羊胴体切割靶距应尽量保持在100 mm以内。
由于羊的个体偏小,很难找到更厚的无骨羊肉,但就切割的切口质量及射流穿出羊肉后的射流形状来看,在350 MPa压力下,可以轻松切透200 mm甚至更厚的无骨羊肉。可以说,在冷冻羊肉的切割中,无骨羊肉不是影响切割效率的主要因素。
2.2 羊排切割
对于骨厚度6~10 mm、总厚度约35 mm的羊排,在350 MPa压力下,近脊端羊排内侧朝上(距骨靶距5 mm)时,速度最高可达2 300 mm/min。而羊排外侧朝上(距骨靶距35 mm)时,速度最高仅能到达2 000 mm/min。这是因为羊排的羊肉大多附着在羊排骨外侧,羊排骨内侧仅一层筋膜。羊排内侧朝上,水射流喷头距羊排骨的靶距可以更近,水流在抵达羊排骨时能量损失小,切割速度快、效率高。但是水射流切透羊排骨后水流紊乱,会将附着在羊排骨上的羊肉撕裂扯碎,导致羊排骨切口整齐而羊肉切口不齐。反之,羊排外侧朝上,虽然由于羊肉阻隔,水射流喷嘴距羊排骨的靶距增大,切割速度有所下降,但羊肉和羊排的切口都非常整齐,更有实际应用价值。由于羊骨是切割速度的主要限制因素,因此在后续试验中将距肉靶距改为距骨靶距。
通过试验发现:羊排骨在不同位置的硬度、厚度、结构组织不同。远脊端(远离脊柱的一端)羊骨的硬度远大于近脊端(接近脊柱的一端),这导致羊排骨在近脊端和远脊端的切割难度不同,在相同的条件下,水射流切透近脊端羊排的靶距远大于切透远脊端的。当压力为350 MPa、速度为2 000 mm/min时,水射流切透近脊端羊排的距骨靶距最大可以达到80 mm。而同一块羊排的远脊端,距骨靶距超过35 mm即无法切透。当压力为350 MPa、速度为1 600 mm/min时,水射流切透近脊端羊排的距骨靶距最大可以达到120 mm。而远脊端在距骨靶距超过60 mm时即无法切透。这意味着在相同速度下,切割近脊端可以切割更厚的羊排,而在同样的厚度下,切割近脊端可以获得更快的切割速度。
试验测得切透羊排近脊端、远脊端的最大靶距与速度关系如图4所示。
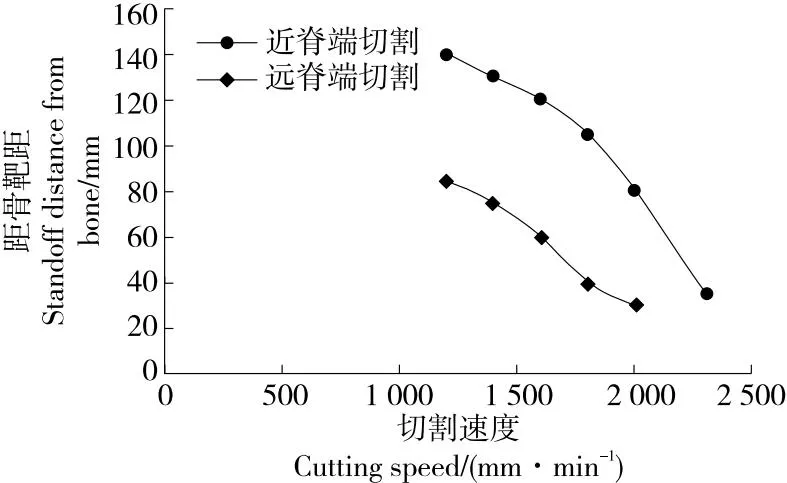
图4 羊排切割距骨靶距与切割速度关系图
由于羊肉不是限制切割速度的主要因素,因此对于更厚的羊排,只要羊骨的厚度与试验材料相当,那么富余的距骨靶距范围内,水射流完全可以完成多出的纯羊肉的切割。因此可以据图4得出结论,不论近脊端还是远脊端,对于厚度不超过80 mm羊排,在350 MPa压力下的切割速度大致可以达到1 600 mm/min,已可满足实际生产需要。从提高效率的角度,选择切割路径时应优先选择近脊端。
2.3 羊脊柱切割
羊脊柱处厚度60 mm,大约是羊排厚度的2倍,其中脊柱直径约20 mm。当压力为350 MPa、速度为1 200 mm/min时,水射流切透羊脊柱的距骨靶距最大可以达到120 mm,比同条件下的羊排近脊端切割最大距骨靶距140 mm略低。当速度为1 600 mm/min时,水射流切透羊脊柱的距骨靶距最大可以达到100 mm,仍然与同条件下的羊排近脊端切割最大距骨靶距120 mm接近(图5)。这是因为羊脊柱的表面硬度与羊排相近,虽然羊脊柱的骨头厚度较羊排的厚很多,但是羊脊柱内部组织却比羊排的软,而且羊脊柱内部细密的小孔状结构相较羊排骨内部的蜂窝状结构而言,对水射流的分散影响更小,在切割过程中水射流更加集中,能量损耗更小。因此,虽然羊脊柱更厚,但并不更加难以切割,相同切割速度下最大距骨靶距与切割羊排近脊端时大致相近。
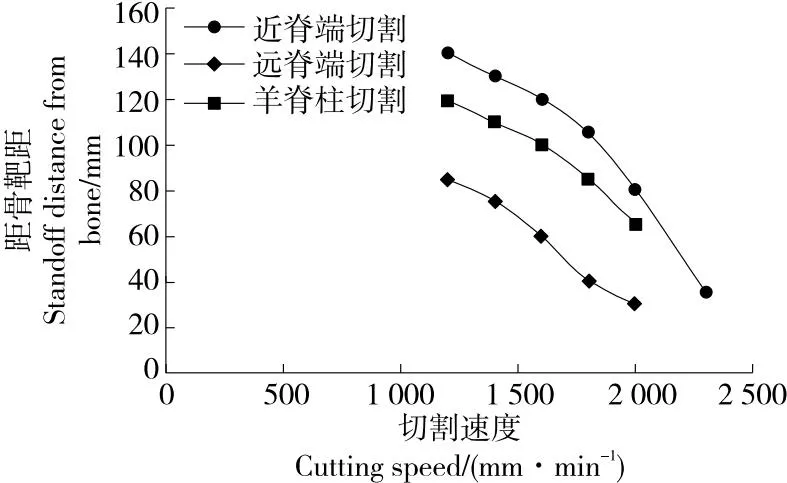
图5 羊脊柱切割与羊排切割的靶距比较
值得注意的是,羊脊柱的结构复杂,不同断面的性质差别较大,因此选择结构简单、骨截面积小的切割路径对提高切割速度有很大帮助。
2.4 羊腿骨切割
羊腿骨是比较硬的部位,切割难度较大。骨直径20 mm、总厚度60 mm的羊腿,在压力350 MPa、距骨靶距10 mm时,切透的最大速度仅为100 mm/min。而如果只要求切透羊腿骨的上半圈,同样压力靶距条件下,切割速度可以到达500 mm/min。水射流切断羊腿骨上半圈后,水流即呈扇形散射,无法集中成一条直线对下半圈的羊腿骨形成有效切割力量。通过水射流切割羊腿骨后的水流形状不难判断,水射流切断羊腿骨效率低的主要原因在于:水射流切透上层腿骨进入腿骨中空部位后,射流靶距突然增大,同时部分射流沿腿骨形成漩涡,水射流变为淹没射流[16](图6)。此时切割腿骨下层的水射流速度降低,能量衰减过大,无法完成切割任务。

图6 水射流切割羊腿骨模型
从试验结果看,水射流切割羊腿骨只能采取两面切割相结合的办法,即切割完半圈羊腿骨再将羊肉翻转180°后切割另外半圈,只有这样切割速度才有保证。但这种方式,切割的长度会增加一倍,翻转、找正的操作也费时费力。因此,水射流不适于羊腿的切割。
2.5 羊颈部切割
面对硬度相似而中空结构更加复杂多样的羊颈部,水射流切割显得更加无力。羊颈部直径50 mm、总直径100 mm的羊颈部,在压力350 MPa、距骨靶距10 mm、切割速度10 mm/min时,仍然无法切透,只能切穿15~20 mm深的骨头。且由于水流在羊颈部的中空结构内四处反溅,附着在羊颈部上的羊肉也被撕烂扯碎。水射流不能胜任羊颈部的切割工作。
2.6 羊腿剔骨取肉
由于羊肉和羊骨的硬度不同,找到一定组合参数可以将羊肉切除而不伤及羊骨,即实现剔骨取肉操作。通过试验,在羊腿骨的剔骨取肉方面,水射流取得了很好的效果。在合适的压力、靶距、速度配合下,水射流可以切开羊肉而不伤及羊骨,切开羊肉触及羊骨后,水流受到羊骨阻挡四面散射又正好楔入羊肉与羊骨的缝隙,促使羊肉与羊骨更快地分离,大多数情况下甚至不需要将羊腿翻转180°进行另一面的剔骨操作,就能完全分离羊骨和羊肉。试验中剔骨操作后的羊骨光滑如镜,切下的羊肉仅切缝处有撕裂现象,其他部位仍然完整,效果良好。
剔骨的压力、靶距、速度参数有多种,其中一组数据为120 MPa、180~200 mm、3 000 mm/min。如降低压力,缩小靶距,也可实现较好的剔骨效果,例如50 MPa、50~60 mm、2 000 mm/min,但由于远靶距可以实现更大范围的剔骨取肉,因而大压力远靶距的参数相较于低压力近靶距参数而言,效率更高,实际生产意义更大。
2.7 切缝与羊肉切割损耗分析
如文献[14]47-50中,采用6 mm的三棱铣刀进行羊肉切割,考虑到羊肉粘连及羊骨碎裂,羊肉损耗宽度应在10 mm以上。对于铣刀类刀具,即便采用直径更小的刀具,其损耗宽度也在厘米级别。文献[15]46-49中,采用65 mm圆盘锯进行羊肉切割,计算得羊肉损耗率为1.53%。试验中水射流采用0.3 mm直径水喷嘴,取切割羊腿骨试验后的样本在显微镜下测量,切缝为0.3~0.4 mm。通过对不同部位切分前后测重,得出纯羊肉切割损耗率为0.19%,羊排切割损耗为0.23%,羊脊柱切割损耗为0.22%;损耗可忽略不计,远远小于普通机械刀具切割的羊肉损耗,说明了对水射流切割冷冻肉胴体有进一步研究的价值。
3 结论
(1) 对于冷冻状态的羊胴体,超高压纯水射流在切割无骨羊肉、羊排、羊脊柱和剔骨取肉方面较现有方法有优势,速度快、效果好、羊肉损耗小。在压力350 MPa下,以1 600 mm/min速度可以切割厚度200 mm以下的无骨羊肉和厚度80 mm以下的羊排、羊脊柱,完全可以替代现有机械刀具。在压力120 MPa、距骨靶距180~200 mm、刀头速度3 000 mm/min参数下可以较好地完成剔骨取肉工作。
(2) 超高压纯水射流在切割羊腿、羊颈部方面难以胜任。考虑到食材切割的特殊性,在今后的研究中,可以考虑冰射流或盐射流切割,依靠冰粒、盐粒提高水射流切割的效率,再进行羊腿骨、羊颈部的切割试验。