真空包装二次装袋机的研发
2023-12-25蔡松华
蔡松华
(漳州佳龙科技股份有限公司,福建 漳州 363000)
商品包装作为商品的一部分,既能提高产品的美观度,又能延长食物的保鲜时间。随着科学技术的发展和人们生活消费水平的日益提高,人们对食品包装的要求也越来越高[1]。立体真空包装外观方正,搬运方便,在食品和粮食行业应用广泛。由于立体真空包装袋多为简单透明的M形袋,运输过程可能造成破损且不利于终端消费者携带,目前粮食行业大多采用二次装袋的方式来提升产品的美观度和终端消费者的携带方便性并降低物流运输过程中的破损率。由于二次套袋环节操作较为麻烦,对人工而言劳动强度较大,生产效率低,封口不稳定,面对需求量日益攀升的二次装袋需求,我们设计了一种真空包装二次装袋机。
1 真空包装二次装袋机方案
真空包装二次装袋机采用整机设计,单个设备可实现自动给袋、张袋撑袋、推包进袋、封口、出料输送等功能,通过PLC控制器控制多个机械结构执行一系列的动作以满足整机实现自动化生产。
PLC控制器收集各个位置的传感器信号并进行数据处理,按照既定的工作流程控制整机各个机构有序动作,各个机构动作虽独立运行但是又有序配合。整个动作过程主要由送袋工序、张袋撑袋工序、推包进袋工序、封口工序和出料工序组成,具体工作流程见图1。

图1 工作流程图
2 真空包装二次装袋机关键技术
在整机设备运行过程中有以下几个关键技术:可移动竖直撑袋机构、推包定位机构、理袋热封机构。以上三个机构的运行速度、稳定性以及相互之间的配合度将直接影响到整机的包装速度、封口成功率及可靠性。
2.1 可移动竖直撑袋机构
可移动竖直撑袋机构主要由水平移动机构和竖直撑袋机构组成见图2。
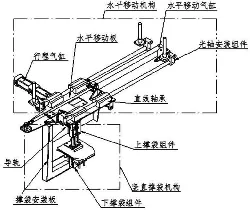
图2 可移动竖直撑袋机构图
如图2所示,送袋机构将袋子送到位并张开袋口,撑袋机构在行程气缸的作用下移动并插入袋口,上下撑袋气缸动作驱动上、下撑袋组件撑住袋口。此后整个撑袋机构在水平移动气缸的作用下平移至推包位置等待推包机构将物料推入包装袋[2]。
2.2 推包定位机构
对于全自动真空包装二次装袋机,包装速度、封口合格率及稳定性是核心竞争力所在,因此推包定位机构的推入速度和定位状态极其重要。
推包定位机构的结构如图3所示。物料进入进料对中机构后,呈现不规整的状态,此时对中导板动作,对物料进行对中,保证物料平行送入包装袋。进料对中机构如图4所示,对中板a和对中板b通过过渡架与导轨上的不同滑块固定,气缸尾座安装于固定的安装板上,气缸活塞杆通过关节轴承与对中导板b连接,对中导板a与对中导板b分别与同步带的不同边连接。当气缸回缩时,气缸活塞杆带动对中导板b向中间移动,此时同步带由于对中导板b的作用呈顺时针转动同时带动对中导板a也向中间移动;当气缸伸出时,对中导板a、b同时向外张开。该机构实现对中导板a和对中导板b同步动作,实现物料对中定位。

图3 推包定位机构结构图
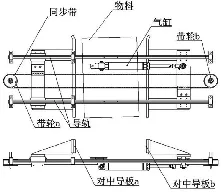
图4 进料对中机构图
物料对中完成后,由推包机构将物料快速推入包装袋,推包机构电动组件包括推包电机及减速器,通过减速器驱动推包主动带轮旋转,主动带轮与从动带轮之间缠绕有前后传动的推包同步带,推包臂安装在推包同步带上,且与水平推包导轨移动副固定如图5所示[3]。
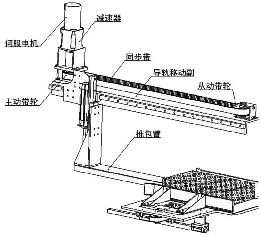
图5 推包机构图
同步带强度计算及选型:由于推包机构由同步带带动,频繁来回运行且速度较快,所以需要对同步带选型进行计算及校核。推包机构图如图5所示。
已知电机额定功率P=0.75 kW,额定转速3000 r/min,减速机减速比1∶10,整机每天工作12~16 h,间歇频繁正反转工作,要求中心距1090 mm左右。
⑴ 确定设计功率Pd,Pd=KA·P,KA为载荷修正系数,查机械设计手册[4]第2卷中的表6.1-62可得载荷修正系数。
取KA=2,计算可得Pd=2×0.75 kW=1.5 kW。
⑵ 选定带型节距Pb,查机械设计手册[4]第2卷中的图6.1-22圆弧齿同步带选型图,根据Pd和小带轮转速n1选择合适带型。

图6 理袋热封机机构图
已知Pd=1.5 kW,n1=300 r/min,根据圆弧齿同步带选型图选择带型为8M。
⑶小带轮齿数Z1≥22,根据结构需要取Z1=Z2=32。

取带宽b=30 mm,KL—带长系数,bS0—带的基本宽度。
2.3 理袋热封机构
理袋热封机构由理袋机构和热封机构组成,如图6所示。
可移动竖直撑袋机构将外包装袋撑开并移动至推包位置,推包定位机构把物料纠正后推入外包装袋并退出;此时,左右理袋切在同步带的带动下同时向中间移动,切入风琴袋的袋口侧面中线把风琴袋的袋口侧面中线内折形成稳定的“M”边;与此同时,上下理袋夹同时向中间动作固定住袋口形状,此时左右理袋切退出风型袋袋口侧面;之后上下热封板动作进行袋口热封,如图7所示,封口后成品如图8所示。

图7 理袋热封机工作流程图

图8 封口后成品图
2.4 理袋热封机构封口成功率的测试及分析
测试条件大致如下:测试时环境温度25~30 ℃,取2000个同种规格的袋子分成10组进行包装并封口。封口成功率统计如表1所示。

表1 理袋热封机构封口成功率测试结果
通过包装封口成功率测试统计数据可以看出,理袋热封机构的封口成功率较高,可以满足设备要求。
3 结语
真空包装二次装袋机项目在研发过程中做出了较大突破,并获得多项国家发明专利和实用新型专利。创新性地采用了上下撑袋的技术,通过快速更换模具的方式适应不同规格的包装袋,提高了整机的兼容性;新型的理袋热封机构提高了封口的稳定性,有效降低了破损率。真空包装二次装袋机自投入市场后受到全国各地粮油加工企业的广泛认可,使粮油企业自动化程度得到提高,推动了大米包装机械的发展,创造了良好的社会经济效益。