CFRP/TC4叠层结构钻削仿真与实验研究
2023-12-23李云义李树健李鹏南王春浩赵永锋
李云义 李树健 李鹏南 王春浩 赵永锋
(1 湖南九嶷职业技术学院机电工程系,永州 425000)
(2 湖南科技大学机电工程学院,湘潭 411201)
0 引言
由碳纤维增强树脂基复合材料(CFRP)和钛合金(TC4)组成的叠层结构,以其轻质高强、耐腐蚀性能好、能承受高温、高机械应力等材料特性,被广泛应用于制造航天航空等高端应用领域关键结构件[1-3]。例如,在新一代商用飞机和军用飞机的机翼和机身中,采用CFRP/TC4 叠层来代替传统材料已成为主要趋势[4],其结构不仅能克服单一材料的性能缺陷,提高整体强度,降低整体质量,且能更好发挥CFRP、TC4 的整体性能优势[5-6]。由于CFRP/TC4 叠层结构常通过螺栓连接等方式形成飞行器结构件,因此叠层结构的制孔质量对飞行器结构件的服役寿命具有重要影响。然而,CFRP 和TC4 都是典型的难加工材料,实现叠层结构高效精密制孔挑战巨大。
针对CFRP/TC4 叠层结构制孔研究,传统实验方法存在成本高、耗时长等问题,相较之下,有限元仿真是一种高效率、低成本的研究方法[7]。目前,已有大量关于金属和碳纤维复合材料单一切削仿真的研究。但单一组分的研究并不能准确描述涉及复合材料和金属叠层复合结构的切削过程以及各组成材料的损伤和演化行为。基于单一材料的切削仿真研究,众多学者开展了叠层结构材料的相关探究。LI等[8]建立了CFRP/Al叠层结构的钻削有限元模型,深入分析了材料类别和加工参数对钻削的影响,并探究了不同材料与进给速度、钻削力和扭矩之间的关系。MONTOYA 等[9]基于CFRP/Al 数值模型,研究了CFRP/Al 叠层结构钻削过程的热场。QI 等[10]通过有限元分析法确定了CFRP/Al 叠层首次产生分层的位置,并验证了不同阶段临界推力理论模型的正确性。WANG 等[11]利用ABAQUS/CAE 软件建立了考虑层内和层间损伤的CFRP/Al 叠层结构三维有限元钻削模型,并探讨了复合材料中不同纤维取向和不同铺贴顺序对钻削分层的影响。ZITOUNE 等[12]建立了CFRP/Al 叠层结构钻孔仿真模型,通过仿真研究表明,叠层钻削顺序对CFRP 分层存在显著影响。在CFRP/TC4 叠层结构的加工中,涉及到CFRP 切削、界面(TC4 与CFRP 接触边界)切削和钛合金切削三个典型的切削阶段。其中,界面是最容易形成严重损伤的区域[13]。因此,XU[14-15]等基于ABAQUS 分别对CFRP 相、界面相和TC4 相采用不同的本构模型和损伤判据,建立CFRP/TC4 叠层结构的有限元切削仿真模型,对切削CFRP/TC4 叠层结构的材料去除机理、缺陷形成机制和界面分层损伤等进行了详细研究。
综上所述,国内外叠层结构的有限元仿真研究多建立在CFRP 与Al 等金属叠层的钻削以及CFRP/TC4 叠层结构的微观切削。厘清CFRP/TC4 叠层钻削时的材料去除过程以及损伤形成机制成为确保CFRP/TC4 叠层结构高品质制孔的迫切需求。因此,本文对碳纤维CFRP、TC4 分别设置材料本构模型和失效准则,建立了不同钻削顺序下的CFRP/TC4 叠层结构钻削仿真模型,对不同叠层顺序下的材料去除过程、两相材料和界面损伤形成机制进行了研究。
1 CFRP/TC4力学模型
1.1 CFRP本构模型及损伤准则
对于CFRP 层,采用等效均质材料进行建模。选用Hashin 失效准则以及相应的损伤演化理论,对CFRP 层在钻削仿真时的纤维、树脂破坏进行判定。在建模中,将ABAQUS 2016、VISUAL STUDIO 2013、INTEL VISUAL FORTRAN XE 201 软件进行关联,依托FORTRAN 语言,选用自编的VUMAT 子程序来对其进行二次开发。CFRP 材料模型选用线弹性本构模型,不考虑塑性应变的影响。由于单向CFRP 具有正交各向异性,沿纤维方向定义为方向1,沿CFRP板的宽度、厚度垂直于纤维方向分别定义为方向2、3,其应力应变关系如式(1)[16]。
在叠层结构的切削仿真过程中,当纤维或树脂的受力超过其强度极限时,程序判定单元失效,失效单元被识别并删除。纤维和基体的拉伸、压缩损伤失效判据式(2)~式(5)。
纤维拉伸:(σ11>0)
基体压缩:(σ22+σ33≤0)
式中,Xt、Xc分别为沿纤维方向(1 方向)拉伸、压缩强度;Yt、Yc分别为垂直于纤维方向(2 方向)拉伸、压缩强度;S12、S13、S23分别为12、13、23 方向坐标面剪切强度。仿真模型所采用的CFRP材料参数见表1表2。
表1 CFRP材料的弹性常数[16]Tab.1 Elastic parameters of CFRP [16]

表2 CFRP材料的失效强度[16]Tab.2 Failure strength of CFRP[16]
1.2 钛合金本构模型及损伤准则
在切削加工时,待加工钛合金层的剪切区在切削过程中承受较大的塑性变形、平面应力和应变速率,从而导致裂纹的衍生与快速扩展,最终产生切屑分离[17-19]。在切削建模过程中,应用Johnson-Cook(JC)模型对钛合金进行本构描述,如式(6)和式(7)所示。
式中,σ为等效流动应力为等效塑性应变为等效塑性应变率为参考等效塑性应变率,T为工件温度,Tm为材料熔化温度,Tr为室温,A、B、C、m、n为材料常数。
应用JC 损伤准则[20]判断钛合金切屑的分离过程,JC损伤准则如式(7)、式(8)所示。

表3 TC4 J-C本构模型和损伤定律的输入参数[18]Tab.3 Parameters of JC constitutive and damage model for TC4[18]

表4 TC4力学性能[19]Tab.4 Mechanical properties of TC4[19]
1.3 零厚度内聚力单元失效模型
本仿真对CFRP 和TC4 钛合金结合界面采用零厚度内聚力单元,并结合典型的双线性牵引-分离法则(Traction-separation law),来模拟结合界面的脱粘、破坏等力学行为,损伤起始条件如式(9)所示。
式中,tn,ts和tt分别为界面处拉伸应力和两个剪切力的瞬时分量代表界面拉伸强度代表剪切强度。当界面损伤开始时,选用基于能量损伤演化准则,并使用幂指数准则(Power Law)作为最终失效判据,如式(10)所示。
式中,Gn,Gs,Gt为法向和两个剪切方向的瞬时断裂能为法向、第一和第二剪切方向的临界断裂能,β 为混合模式断裂修正因子,取常数1.6[19],当(6)式满足时即可认为内聚力单元失效。界面层相关参数见表5[21]。
表5 CFRP-TC4界面相的相关性质[21]Tab.5 Properties of CFRP-TC4 interface[21]
2 CFRP/TC4叠层结构钻削有限元模型的建立
分别对刀具、CFRP、TC4 进行几何建模,s麻花钻作为钻削CFRP/TC4 叠层结构的最常用刀具,被选作本模型的刀具并进行建模。建立的CFRP→TC4、TC4→CFRP 两种钻削顺序下的叠层结构钻削模型见图1。由于麻花钻结构复杂,利用软件Abaqus创建难度较大,选用Solidworks 软件建立刀具模型,转化STP格式并导入Abaqus 部件模块。为简化仿真模型,提高运算效率,仅截取刀具钻尖以上9.5 mm 的部分,刀具几何参数见表6,仿真所用钻削参数见表7。

图1 叠层结构仿真模型Fig.1 Simulation model of stack structure

表6 刀具几何角度Tab.6 Geometry angles of tool
表7 钻削仿真参数Tab.7 Simulation parameters for drilling
对于CFRP/TC4 叠层结构模型则直接在Abaqus部件模块中创建,其相关结构参数见图1。CFRP 层由4 层单向CFRP 按[0°/45°/90°/135°]由上到下铺设而成,单层材料厚度为0.25 mm,通过对各层CFRP建立局部坐标系来分别定义纤维轴向和径向。TC4钛合金厚度为1 mm,叠层结构整体尺寸为15 mm×15 mm,两层材料之间不施加其他约束。
本仿真研究中的CFRP 层和钛合金单元类型均为C3D8R,八结点线性六面体单元。为提高计算效率,划分出直径为12 mm 的中心圆区,对其网格进行加密,近似单元尺寸为0.15,其余区域设置较大的网格密度。对钻头横刃及主切刃部分网格同样进行加密处理,网格尺寸为0.15,其余位置0.5。刀具及工件网格划分后如图1(c)所示。
为简化仿真模型,本仿真不涉及刀具磨损和变形,故将刀具设置为刚体。对CFRP/TC4 叠层结构四周施以完全固定约束(U1=U2=U3=UR1=UR2=UR3=0),对工件材料底面的非切削区域同样施加完全固定约束。在刀具参考点上施加约束,限制刀具在X、Y方向上的自由度(U1=U2=UR1=UR2=0),赋予钻头Z方向的移动速度(9 mm/min)和转动角速度(31.41 rad/s)。
3 结果与讨论
3.1 模型的验证
为验证所建立的有限元钻削模型的准确性,提取不同钻削顺序下的仿真钻削轴向力进行处理,并与相同钻削参数下实验所得的钻削轴向力对比分析。图2 和图3 分别为CFRP→TC4、TC4→CFRP 叠层钻削的数值仿真和实验所得的钻削轴向力变化趋势图。结果表明,有限元仿真与实验的钻削轴向力变化趋势基本一致。但由于实验CFRP 板与TC4 板的厚度分别是5 与10 mm,而仿真CFRP 板与TC4 板分别为1 mm,仿真材料厚度小于实验材料厚度,导致实际轴向力与仿真值存在差距。此外,在有限元仿真过程中,单元因达到损伤条件而被删除,而在实际的钻削加工中,被去除的材料仍然存在,CFRP 被主切削刃切断后,其断口处仍与钻头发生摩擦,刀具可能产生磨损,且钛合金与刀具材料之间存在良好的亲和性,钛合金切屑极易粘刀,而仿真中的刀具被定义为刚体,未考虑刀具的磨损行为。因此,在上述多种因素的作用下,仿真结果与实验结果存在一定的误差。
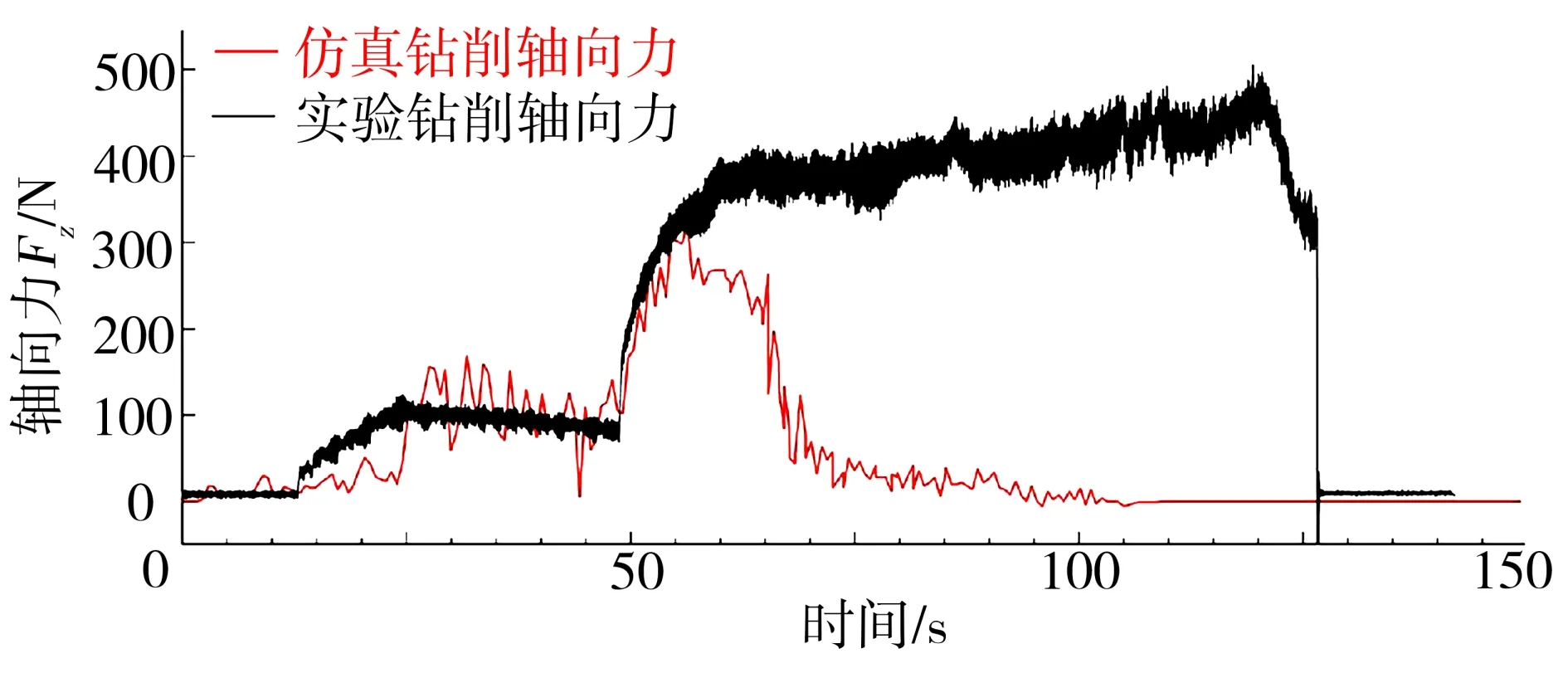
图2 CFRP→TC4钻削轴向力(仿真与实验值)Fig.2 CFRP→TC4 drilling thrust force(simulation and experimental results)
3.2 叠层结构钻削损伤分析
钻削顺序为CFRP→TC4 时的仿真结果如图4 所示,截取不同钻削时间的剖面图直观描述钻削加工过程。在分析步时长T=1.5×10-4s 时,钻头横刃开始挤压CFRP 层,在刀尖与CFRP 接触部位产生应力集中。在分析步时长T=5.7×10-4s 时,刀具主切削刃开始切削CFRP 层,在刀具的作用下产生弯曲变形,并伴随着部分区域的界面相失效。在分析步时长T=0.19 s 时,CFRP 层入口处的材料受力弯曲程度逐渐变大,主切削刃对CFRP 表面产生的轴向力将切掉的工件材料推入螺旋槽,同时材料在切断之前随螺旋槽的表面向上弯曲,产生向上的剥离力,进而在CFRP 层的入口处形成剥离分层。并且,在刀具进给的作用下,CFRP 层的入口处形成较严重的入口毛刺。在分析步时长T=0.128 s 时,CFRP 层受力严重弯曲变形,被切除的CFRP 材料进入钻头螺旋槽,此时刀尖部开始接触钛合金层,接触部分有明显应力集中现象。在分析步时长T=0.215 s时CFRP 切屑沿着钻头螺旋槽排出工件。随着刀具的进给,钻削深度不断增加,主切削刃逐渐开始同时切削两种材料,此时即为界面钻削阶段,由于钛合金板的支撑作用,在CFRP 的出口处未产生明显的推出分层。在钻头的持续旋转作用下,CFRP 材料随螺旋槽产生弯曲变形,形成界面分层。

图4 CFRP→TC4钻削过程仿真分析Fig.4 Simulation analysis of CFRP→TC4 drilling process
钻削顺序为TC4→CFRP时的钻削仿真结果如图5所示,同样截取钻削时的剖面图直观描述切削加工时的损伤形成过程。在分析步时长T=1.2×10-4s 时,钻头横刃开始挤压TC4,在刀尖与钛合金接触处产生应力集中。在分析步时长T=6.8×10-4s 时,刀具主切削刃开始切削TC4层,此时材料去除主要以TC4材料的弹塑性变形为主,在钻头横刃、主切削刃与TC4 接触部分应力集中现象明显。

图5 TC4→CFRP钻削过程仿真分析Fig.5 Simulation analysis of TC4→CFRP drilling process
在分析步时长T=0.152 s 时,TC4 层切削深度进一步增大,由于受到刀具的推力,CFRP 层受力发生弯曲变形,并伴随着一定程度的界面相失效。随着刀具的进给,在分析步时长T=0.19 s 时,钻头主切削刃开始同时切削TC4 和CFRP 两种材料,弹塑性变形和塑性断裂两种材料去除模式同时发生。钻头横刃首先开始挤压CFRP 层,并在刀具推力的作用下,CFRP 层与TC4 发生分离,界面分层开始出现并随着刀具的进给分层程度进一步加剧。随着未切削层TC4 材料越来越薄,未切削的TC4 发生弯曲变形,对界面处的TC4产生挤压。
随着刀具的进给,在分析步时长T=0.32 s 时,被切除的碳纤维复合材料呈粉末状进入钻头螺旋槽,随之排出工件。在刀具的进给作用下,CFRP 各层之间的界面相失效加剧,逐渐形成出口分层损伤。由于失去了TC4 作为天然挡板的支撑作用,在钻头轴向推力的作用下CFRP 层出口处推出分层损伤严重,并在其出口处形成十分严重的出口毛刺。
3.3 CFRP入出口分析
图6 和图7 分别为CFRP→TC4、TC4→CFRP 钻削顺序下,通过实验与仿真获得的CFRP 层入、出口表面形貌,两者存在较好的吻合。由于仿真所选用的转速和进给均较小,在CFRP 层入口处形成毛刺。可以发现,TC4→CFRP钻削顺序下的CFRP层出口毛刺数量更多,并伴随较大面积的材料撕裂。其原因是,由于先从TC4 层开始钻削,当加工至CFRP 层时,缺少了TC4 的支撑作用,在钻削轴向力的作用下,未加工的CFRP 逐渐弯曲变形向下拱起,连接各层之间的内聚力单元超过承载极限逐渐失效。当弯曲变形逐渐增强超过材料弯曲强度,在CFRP 材料层开始出现裂纹。随着钻削深度的增大,与钻头横刃、主切削刃接触的待切削层厚度进一步减小,在材料厚度最小区域横刃首先钻出CFRP 层。随后,在刀具的进给作用下裂纹扩展,材料被破坏而去除,出口毛刺、推出分层等缺陷逐渐形成,这一变化过程如图8所示。
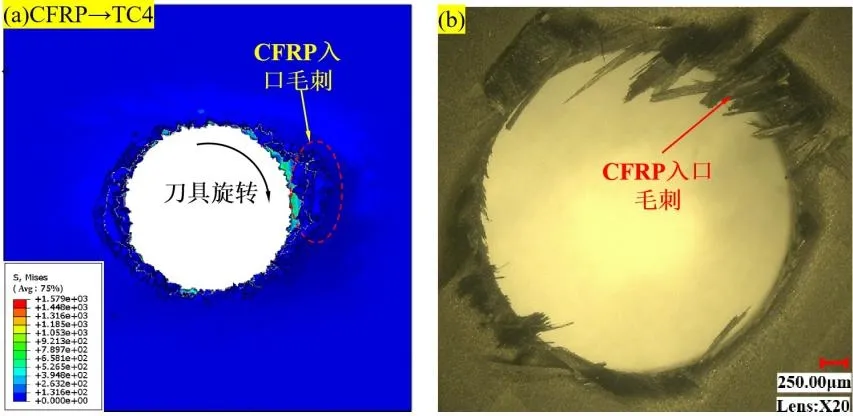
图6 CFRP→TC4钻削入口表面形貌Fig.6 CFRP→TC4 drilling entrance surface topographies
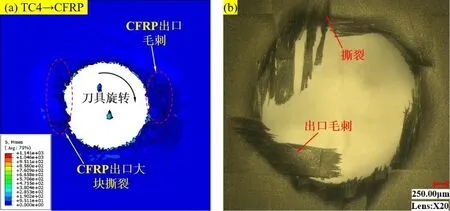
图7 TC4→CFRP钻削出口表面形貌Fig.7 TC4→CFRP drilling entrance surface topographies

图8 TC4→CFRP钻削顺序下CFRP层出口缺陷形成Fig.8 Formation of CFRP exit defect with TC4→CFRP drilling sequence
当钻削顺序为CFRP→TC4 时,在CFRP 层的入口处形成了较大的入口毛刺和剥离分层损伤,被切除的CFRP 材料在刀具、工件材料的共同作用下进入刀具螺旋槽,同时刀具主切削刃周围未去除材料向上弯曲,产生向上的剥离力,随着进给量逐渐增大,作用于未去除CFRP 层的弯矩和剥离力也越大,当超过CFRP 层间结合强度时,便形成了入口处的剥离分层。此过程中CFRP 受到与进给方向相反的推力和弯矩,并在刀具主切削刃的作用下与未切削部分材料产生剪切应力,形成撕裂型分层。
当钻削顺序为TC4→CFRP 时,当钛合金待切削层越来越薄时,轴向推力逐渐传递至CFRP 层致使其弯曲变形,随着轴向推力的增大,超过CFRP 各层间界面结合强度时,界面相失效。在刀具轴向推力的作用下CFRP 层与钛合金层之间产生界面分层。随着钻削深度的进一步增大,当钻头即将钻出工件时,CFRP 被切削层厚度减小,在其出口处形成严重的出口毛刺和推出分层。在钻削过程CFRP 层受轴向推力和弯矩作用,出口处的CFRP 各层之间发生相对滑移,因此推出分层主要以张开型、滑开型两种裂纹扩展为主。
4 结论
(1)建立了不同钻削顺序下CFRP/TC4叠层结构的仿真模型,并通过比较仿真与实验的轴向力变化趋势以及入、出口损伤形貌验证了仿真模型的正确性。
(2)分析了CFRP→TC4 叠层结构钻削过程中的CFRP 层及界面区域缺陷的形成机制。当钻削顺序为CFRP→TC4 时,未被刀具主切削刃切断的材料在刀具螺旋槽面的作用下受到向上的弯矩,CFRP 层入口处形成以撕裂型分层为主的剥离分层。由于钛合金板的支撑作用,在CFRP 的出口处未产生明显的推出分层。但在钻头的持续旋转作用下,CFRP 材料随螺旋槽产生弯曲变形,形成界面分层。
(3)分析了TC4→CFRP 叠层结构钻削过程中的CFRP 层及界面区域缺陷的形成机制。当钻削顺序为TC4→CFRP时,接触初期,材料去除主要以TC4的弹塑性变形为主,随进一步钻削,CFRP 层受力发生弯曲变形,并伴随着一定程度的界面相失效。钻头同时切削TC4 和CFRP 两种材料,弹塑性变形和塑性断裂两种材料去除模式同时发生。
(4)在TC4→CFRP 钻削顺序下,CFRP 失去了钛合金作为天然挡板的支撑作用,当钛合金待切削层越来越薄时,轴向推力逐渐传递至CFRP 层致使其弯曲变形,随着轴向推力的增大,超过CFRP 各层间界面结合强度时,界面相失效。推出分层主要以张开型、滑开型两种裂纹扩展为主。TC4→CFRP 的界面分层损伤比CFRP→TC4更加严重。
