精密结构件用铅黄铜的性能研究*
2023-12-13梁梦媛
梁梦媛,靳 磊※,凌 真,肖 平
(1.飞亚达精密科技股份有限公司,广东 深圳 518057;2.深圳市飞亚达科技发展有限公司,广东 深圳 518107)
0 引言
铅黄铜具有优良的力学性能、减磨性能、切削性能和冷加工性能,机械加工后零件精度高、表面质量好[1-2]。因此,精密结构件常常采用铅黄铜制造,特别是尺寸小、结构复杂的手表机心零件,比如机心夹板、条盒轮、外夹等零件加工精度要求更高、功能性强,其原材料大多是加工性能优良的铅黄铜。这些零件中,主夹板的结构形状变化最多、最复杂加工难度最大[3],许多机心零件均安装在主夹板上运行,是机心的关键零部件。
在手表行业,瑞士铅黄铜性能最佳,日本铅黄铜其次。而相比之下,中国铅黄铜质量水平相对较低、性能较差,在加工过程中易产生变形,出现尺寸偏差大、表面粗糙、刀具损耗大等问题。因此,国内外手表机心厂大多采用进口铅黄铜。瑞士吉尔格在1978年对精密机械和钟表用易切削铅黄铜的加工性能进行了研究和论述,并用其机械性能进行了加工性能的经验评估[4];曹家治等在研究中发现,铅黄铜的加工性能与其力学性能、残余内应力、金相组织等均有相关性[5]。但关于国产铅黄铜加工性能差的原因分析和改善方向探讨的研究资料很少,且绝大部分为20 世纪的数据结果。随着时代技术的发展,国产铅黄铜原材料的生产设备、处理工艺[6]以及质量不断变化,早期的一些数据经验和分析方法已不再适用,需要重新验证和改进,新的数据结论与经验也待发掘。
本文依据手表行业对机心零件的性能需求,通过金相、拉伸、氨熏和夹板加工验证试验,对国产铅黄铜原材料性能、组织、检测方法等进行了研究,分析比较了瑞士、日本、国产铅黄铜的力学性能、残余内应力、金相组织,并研究了材料性能对加工性能的影响,并确认了相关参数的适用范围,为改善国产铅黄铜材料生产质量、扩大应用市场提供方向和理论依据。
1 实验方案
实验材料中,瑞士铅黄铜牌号为60A,日本铅黄铜牌号为C3603,国产铅黄铜是采购自上海浦东某铜业公司的改良型HPb60-2。
1.1 金相组织实验
采用ZXQ-5型号半自动金相镶样机和AutoMet300型号半自动研磨抛光机,将瑞士铅黄铜、日本铅黄铜和国产铅黄铜取样、封样并抛磨,在光学显微镜下观察其金相组织。
1.2 残余内应力测试与热处理工艺探索
残余应力的测试采用两种方案进行对比:一种是传统方案,即依照国标GB/T 10567.2—2007,氨熏实验法可检测铅黄铜内部残余内应力,其原理是铜合金在腐蚀环境和内在残余应力的共同作用下会产生裂纹并扩展[7],因此材料表面的裂纹代表了材料的残余内应力。
GB/T 10567.2—2007 中采用的试剂是氢氧化钠、硝酸或者硫酸,采购困难繁琐、操作危险系数高,且实验后如若裂纹细小则难以观察。本文设计了改良方案,将试剂改为除油液、除蜡剂和铜合金抛光剂。实验过程为:将样品放入除油液和除蜡剂中清洗,再放入铜合金抛光剂中酸洗,吹干后悬挂于装有氨水的干燥器中,封盖氨熏4 h,取出再次清洗、酸洗并吹干,最后喷涂裂纹显示剂观察样品表面裂纹数量与分布。
热处理在QSH-1200M-2040T 型号马弗炉中进行,加热至270 ℃保温4 h,再随炉冷却。
1.3 力学性能测试
将不同批次上海某公司生产的铅黄铜,依据标准GB/T 228—2002《金属材料室温拉伸试验方法》,采用CMT4304 微机控制电子万能试验机测量其抗拉强度和伸长率。
1.4 加工验证实验
加工验证实验中采用Willemin 401型号CNC,将铅黄铜加工成一款手表机心主夹板,其中刀具采用国产钨钢刀,刀具直径1~2 mm,设定转速为12 000~18 000 r/min,进给速率为3 000~5 000 mm/min,切深0.1~0.3 mm。用V-12B型号投影仪和千分尺测试主夹板的孔径和台阶高度。
2 实验结果分析
2.1 金相组织对比分析
铅黄铜的易切削性主要来源于元素铅,铅在黄铜中极少固溶,多以独立相存在,呈游离质点分布在晶界或晶内,既有润滑作用,又能使切屑呈崩碎状,可提高黄铜的切削性和耐磨性[8]。3 个国家铅黄铜的金相组织检测结果如图3 所示,图中的黑色颗粒状组织经能谱仪鉴定为铅相。由图1 对比可知,瑞士铅黄铜中铅相分布最为弥散均匀、尺寸小,平均尺寸约为8µm;日本铅黄铜中铅相分布较为集中,平均尺寸约为12 µm,个别铅相尺寸较大,最大可达30µm 以上;国产铅黄铜中铅相分布更为集中,平均尺寸约为20µm,最大可达近40µm。

图1 不同产地铅黄铜的金相图
由此可知,从金相组织方面来看,加工性能优良的精密结构件用铅黄铜,其铅相应尺寸细小均匀、分布弥散,平均尺寸不超过15 µm。分析原因认为,细小弥散的铅相在铅黄铜加工时首先能促进断屑、形成短屑、易于清除,有利于生产效率的提高;其次铅相均匀也有利于材料整体组织均匀,加工时刀具振动小,刀具损耗小;最后断屑不易粘连,可使零件毛刺减少、表面质量提高。
为验证上述结论,对3 种产地铅黄铜进行机加工验证实验,并观察其加工过程。结果如表1 所示,瑞士铅黄铜在加工过程中刀具振动最小、损耗最小、零件表面毛刺最少;国产铅黄铜刀具振动和损耗较大、零件表面毛刺最多,印证了上述结论。
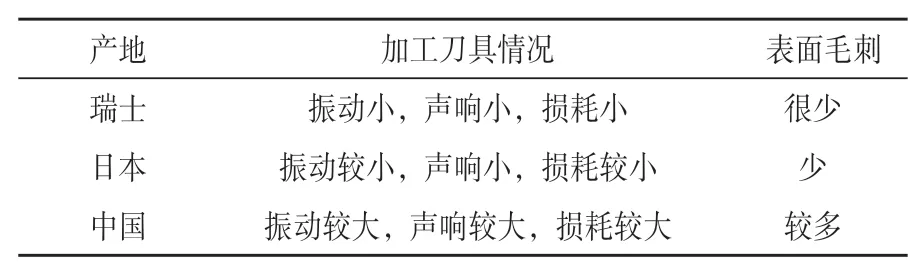
表1 三国产地铅黄铜主夹板试加工对比实验结果
2.2 残余内应力分析
金属原材料在锻造、机械加工、热处理等过程会因不均匀塑性变形或相变都可能产生残余应力,当金属内部残余应力平衡时,金属组织性能较好;当金属内部残余应力失衡时,金属内应力发生释放并产生变形[9]。手表机心用铅黄铜大多为薄板,在生产过程中经历了多道加工形变,极有可能在板材中积累了大量残余内应力,为避免机械加工后的零件变形,在机械加工前,对板材进行残余内应力测试是十分重要的。对于高精度机械手表,甚至要求能对板材中残留的微量残余内应力进行测试。
用传统和改良后的氨熏实验法测试国产铅黄铜原材料样品,结果如图2所示。由图可知,对于国产铅黄铜,经过传统的氨熏实验,样品表面无明显裂纹出现;而经改良后的氨熏实验法,表面出现多条细小的裂纹,证明改良后的氨熏实验法可更为清晰准确地判别出材料内部存在的微量残余内应力。
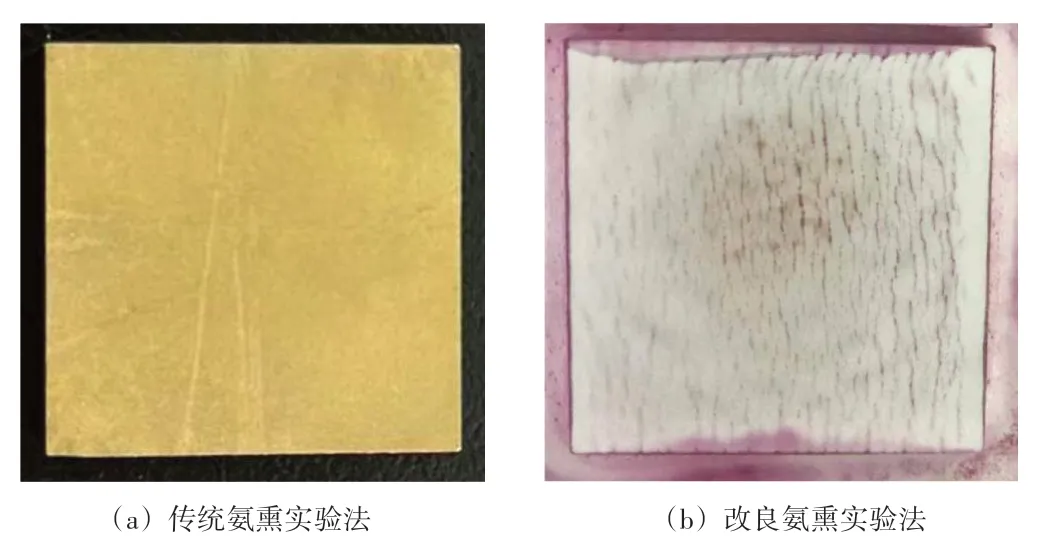
图2 国产铅黄铜原材料氨熏实验结果
大量残余内应力在材料机加工时释放,会导致形变,精度大大下降,工业上一般采用自然时效的方式,将材料长期放置后再使用。自然时效耗时长,不利于生产效率的提高,本文采用低温退火的方法消除国产铅黄铜残余内应力。将国产铅黄铜退火后,用改良后的氨熏实验法检测效果,结果如图3 所示,样品表面无任何裂纹,说明退火后国产铅黄铜的残余内应力已消除。
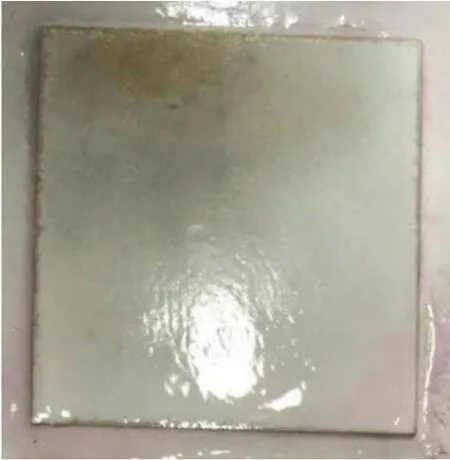
图3 低温退火后国产铅黄铜氨熏实验结果
2.3 力学性能测试分析
瑞士吉尔格在对易切削铅黄铜的加工性能研究和评估时,将铅黄铜制成拉伸样棒、测试其力学性能参数,同时对材料进行了加工实验数据收集和对比分析,得出以下结论:抗拉强度Rm与伸长率A的比值Rm/A可用来评估手表机心用铅黄铜的加工性能,当比值处在范围5~8.5时,其加工性能良好[4]。但历经40 多年的发展,铅黄铜原材料不断改进,当代精密零件的要求也越来越高,同时力学性能检测的样品形状尺寸、检测标准和检测设备也大不相同,因此该结论需要重新检验和修正。
不同产地铅黄铜的抗拉强度和伸长率进行测试,结果如表2所示。由表2可知,不同产地铅黄铜的抗拉强度和伸长率比值差异大,结合不同产地铅黄铜的加工性能差异,也从侧面论证了铅黄铜的加工性能与其抗拉强度与伸长率的比值Rm/A有关。

表2 不同产地手表机心用铅黄铜的抗拉强度和伸长率
3 应用加工验证结果
为验证上述去应力退火工艺对铅黄铜加工性能的优化作用,以及探讨铅黄铜的加工性能与其抗拉强度与伸长率的比值Rm/A的数据关系,进行了铅黄铜应用加工实验。
图4 是退火和未退火的实验结果,图中每一个点代表一个主夹板的对应尺寸,图中红色实线代表尺寸公差范围上限,红色虚线代表尺寸公差下限。由图可知,低温退火后的铅黄铜主夹板尺寸合格率高达70%以上,而未低温退火后的铅黄铜主夹板尺寸合格率仅为30%~40%。相比未低温退火的铅黄铜,低温退火后的铅黄铜主夹板尺寸分布更为集中、合格率更高。实验结果验证了低温退火工艺对铅黄铜加工性能的优化作用。
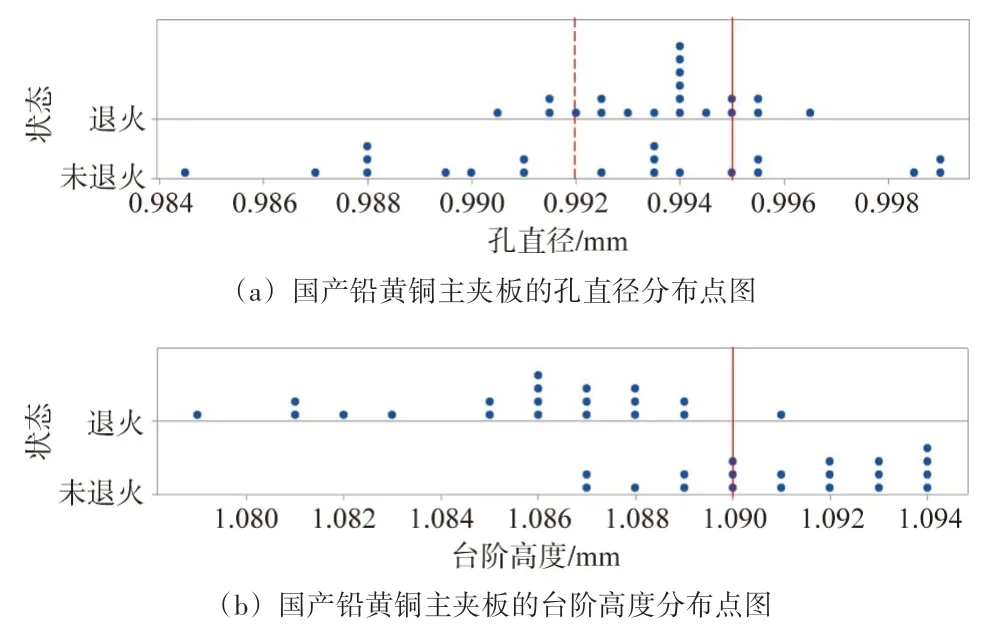
图4 两种热处理状态的国产铅黄铜主夹板尺寸对比
测试不同批次、相同工艺规格的国产铅黄铜抗拉强度与伸长率,并进行上述加工验证实验,计算主夹板合格率,结果如图5所示。由图可知,铅黄铜的主夹板加工合格率确与抗拉强度与伸长率的比值Rm/A有关,为保证主夹板加工合格率在60%以上,铅黄铜抗拉强度与伸长率的比值Rm/A应在15~35 MPa/%之内。

图5 国产铅黄铜主夹板合格率随比值Rm/A变化
4 结束语
本文通过对比分析不同产地的精密结构件用铅黄铜的金相组织、力学性能和机加工效果,优化铅黄铜残余内应力检测方法并验证效果,得出以下结论。
(1)为保证手表机心用铅黄铜具有良好的加工性能,材料的金相组织中,铅相应尺寸细小均匀、分布弥散,铅相的平均尺寸不超过15µm。
(2)在氨熏实验法中,将除油液、除蜡剂和铜合金抛光剂替代强酸强碱试剂,并且用裂纹显示剂显现裂纹,可以清晰、便捷地检测精密结构件用铅黄铜是否具有残余内应力,同时降低实验危险。马弗炉中加热至270 ℃保温4 h后随炉冷却,可去除材料的残余内应力。
(3)手表机心用铅黄铜材料的加工性能,与铅黄铜材料抗拉强度与伸长率的比值Rm/A有关;当Rm/A在15~35 MPa/%之内,铅黄铜加工性能良好。
