High-Velocity Projectile Impact Behaviour of Friction Stir Welded AA7075 Thick Plates
2023-12-07PraveenKoteswaraRaoSelvakumarDamodaram
R.Praveen ,S.R.Koteswara Rao ,G.Selvakumar ,R.Damodaram
a Department of Robotics and Automation, Karpaga Vinayaga College of Engineering and Technology, Chengalpattu 603308, Tamil Nadu, India
b Department of Mechanical Engineering, Sri Sivasubramaniya Nadar College of Engineering, Chennai 603110, Tamil Nadu, India
Keywords: Aluminum alloy Thick plate Friction stir welding Ballistic performance Depth of penetration
ABSTRACT In this study,high velocity impact behaviour of friction stir welded AA7075-T651 25 mm thick plates were investigated using a 7.62 mm×51 mm lead core and 7.62 mm×39 mm steel core projectiles.Prior to ballistic trails,mechanical and metallurgical properties of friction stir welded AA 7075-T651 25 mm thick plates were studied.Microstructural and hardness studies revealed that friction stir welds constituted three distinct regions namely Weld Nugget (WN),Thermo-Mechanically Affected Zone(TMAZ) and Heat Affected Zone (HAZ).Base Material (BM) and all three weld regions were ballistically tested as per military standard NIJ.0108.01 using lead and steel core bullets at maximum permissible velocities of 830±20 and 700±30 m/s,respectively.It has been found that base material(AA7075-T651)and all three weld regions of 25 mm thick plates were able to resist perforation by both types of projectiles used.However depth of penetration has been found to increase from BM to WN,HAZ and TMAZ for both types of projectiles.In all cases steel core projectiles caused higher depth of penetration compared to those caused by lead core projectiles.TMAZs of the friction stir welds were found to be the weakest zone.The fracture that occurred in the base material was spall fragmentation indicating brittle failure,whereas all zones of friction stir welded AA7075-T651 targets with a front petalling,indicating ductile failure.The post-ballistic tested samples showed no significant change in the microstructure of the BM and WN.On the other hand,TMAZ and HAZ showed severe grain deformation in the direction of projectile penetration,and the formation of adiabatic shear bands (ASB).This work showed that 25 mm thick friction stir welded AA7075-T651 joints responded well to ballistic impact loads,making them a good choice for light combat vehicles.
1.Introduction
In general,metals have been the most commonly used materials for armour design.The important feature of these materials is that they can withstand structural and fatigue loads while providing effective protection.Steel is the most commonly used metallic material in armoured combat vehicles.However,for the last two decades,researchers have been focusing on the impact resistance of lightweight materials for use in the fabrication of combat vehicle protective structures[1].Relatively low areal density,high strength to weight ratio,mechanical,physical,and thermal properties,mobility,and weldability are all essential features for the material properties and vehicles used in military applications [2].Based on this concern,titanium,magnesium,and aluminium metals are the appropriate alternatives to steel.However,titanium and magnesium have the advantages of being light and having lower densities.Nevertheless,the relative cost of titanium and the self-igniting property of magnesium are significant barriers.Therefore,aluminium and its alloys are also a versatile option for armour developers.Aluminium and its alloys have major benefits in low density and tensile properties ranging from 60 to 600 MPa.It can be noted that,for an equal mass,aluminium has a larger volume than steel,thus improving the rigidity of protective structures.The rolled and high-strength series of aluminium alloy AA7075 will be the most promising alternative to steel armour in those specific aspects due to its high energy-absorbing capabilities and strength-toweight ratio [3-5].
The age or precipitation hardenable series of AA7075 metals produced hot cracking and mis-fissuring in the heat-affected zones during the fusion welding process.It also contains a significant amount of Cu(1.75 wt%),which is extremely prone to weld cracking during fusion welding[6].Hence,the fusion welding processes are not suitable for the age-hardenable series of AA7075 metals.The solid state metal joining technique (i.e.,friction stir welding) has been well suited for joining aluminium,particularly those which are usually known to be unweldable,such as Al-Cu and Al-Zn-Mg-Cu series alloys.Friction stir welds have a number of advantages,such as the possibility of producing defect-free welds,excellent structural stability of weld joints,the feasibility of producing contour and linear profile weld joints,the ability to join unweldable aluminium alloys,energy economy,environmental friendliness,and high-quality joints,which make it a new welding technology [6-9].Because of the tool stir action,the friction stir welding process causes severe plastic deformation,frictional heat,and plastic flow of metals from the advancing side to the retarding side,vice versa on the materials.This causes an increase in temperature in the welded regions in the range of 420-480°C,which doesn't cause melting because the melting temperature is lower than that of 80%.Friction stir welds of metal consist of four different zones,such as the weld nugget zone,the thermo-mechanically affected zone,the heat-affected zone,and the base material [10].Dissolution of strengthening precipitates occurs in the different zones of welded joints due to friction heat produced during the welding process,which causes softening of the material with reduced mechanical properties [6,8].Li et al.[3]investigated the mechanical and microstructural behaviour of 5 mm thick AA7075-T651 plates with varied process parameters of tool rotational speed(1000 &1500 rpm)and welding speed (30 &50 mm/min)using a stationary shoulder friction stir welding technique.They reported that redistribution and dissolution of precipitates affect the tensile properties of friction stir welded plates.Sivaraj et al.[4]used a friction stir welding method to make square butt welds on 12 mm thick AA7075-T651 plates with optimized parameters of tool rotational speed of 250 rpm and welding speed of 25 mm/min and investigated the mechanical and microstructural variations in postweld heat treatments.As per their findings,peak ageing (T6)treatment of friction stir welds resulted in significantly improved tensile and hardness properties.Kumar et al.[5]conducted an investigation into the mechanical,changes in microstructure,corrosion resistance,and effects of post-weld treatments of 8 mm thick AA7075-T651 friction stir welds.They concluded that the peak aged (T6) condition plates exhibited improved mechanical properties but reduced corrosion resistance.However,over-aged condition plates showed better pitting corrosion resistance with minimal loss in mechanical strength.Similarly,many researchers have attempted to investigate the tensile properties,hardness,impact toughness,corrosive behaviour,fatigue behaviour,creep resistance,and microstructural changes of aluminium alloy AA7075 developed by friction stir weld techniques [2-8].However,these studies were limited to plates of lower thickness,in the range of 4-16 mm.
Materials' ballistic resistance was primarily dependent upon their surface hardness,yield strength,areal density,impact toughness,shear strength,and energy-absorbing capacity[11-13].Ballistic performance of materials is determined by the depth of projectile penetration,mode of failure,plastic deformation next to the impact region,and their ability to resist shock waves produced during sudden impact [14-17].Similarly,ballistic performance of friction stir welded plates showed variation in different zones of weldments (i.e.,WN,TMAZ,and HAZ) due to their individual variations in mechanical properties and microstructures.Erdem et al.[1]manufactured 20 mm thick powder metallurgy route AA7039 plates,followed by peak ageing heat treatment,and then used double-sided friction stir welding techniques with tool rotational speed(1400 rpm)and welding feed(50 mm/min)to develop butt joints.Furthermore,the mechanical properties of weldments and experimental ballistic limit velocity of different zones of welds were investigated,and they reported the ballistic limit velocity of all zones of weldments.Jung et al.[11]conducted an experimental ballistic test on 25 mm thick targets of four different strengthened aluminium alloys against a 7.62 mm armour-piercing projectile at the ballistic limit velocity of their individual targets.They stated that higher plastic deformations occurred in all grades of aluminium alloys with the dissolution of strengthening precipitates and the formation of adiabatic shear bands.Sudhakar et al.[12]evaluated the impact resistance of boron carbide particles of various sizes and molybdenum disulphide reinforcements in 40 mm thick aluminium alloy 7075 plates against 7.62 mm lead core projectiles at an impact velocity of 830 m/s.They reported that a combination of 30 μm boron carbide and molybdenum disulphide reinforced plates exhibited improved ballistic performance with the lowest depth of penetration.Khan et al.[13]prepared Al-Zn-Mg-Cu alloy 50 mm thick plates using a spray forming technique followed by an extrusion process and peak ageing (T6)heat treatment.Consequently,the ballistic impact tests on Al-Zn-Mg-Cu alloy plates were conducted by using soft steel and hard steel projectiles,and the results revealed that plates were resistant to complete perforation of the projectile with a DoP of 11 and 31 mm,respectively.Ubeyli et al.[14]conducted the ballistic trials on silicon carbide reinforced AA7075 superimposed composites with plate thicknesses of 15,20,and 25 mm.The author suggested that functionally graded composite trail plates could not withstand projectile penetration in all three plate thicknesses.Borvik et al.[16]investigated the fracture behaviour of 20 mm thick plates of aluminium alloy 7075 against two different nose shapes(blank and ogival)of non-standard projectiles.Experimental results revealed that the formation of adiabatic shear bands (ASB) was observed on blunt-shaped projectile impact samples,as well as ductile hole enlargement on ogival-shaped projectile impact samples.
There have been a number of published ballistic investigations on friction stir processed targets,different grades of base material,various tempering temperatures,and friction stir welding of thinner targets [11-18].No efforts have been made to investigate the ballistic behaviour and mechanical properties of friction stirwelded AA7075-T651 targets with a thickness of 25 mm.In this present work,an attempt has been made to study the ballistic behaviour in different zones (i.e.WN,TMAZ,and HAZ) of friction stir welded AA7075-T651 targets against 7.62 mm lead core and steel core projectiles at an impact velocity of 830 ± 20 and 700 ± 30 m/s.Prior to ballistic trails,friction stir welded AA7075-T651 targets' mechanical and microstructural characteristics were studied.Also,microhardness,fracture surface morphology,and microstructural analyses were done on projectile-pierced areas of samples that had been tested for ballistics.
2.Materials and method
Friction stir welds were made using 25 mm thick AA7075-T651 rolled plates and a friction stir welding tool made of M2 tool steel.Table 1 shows the elemental distribution of the base material.The values obtained seem to be the mean of at least three X-Ray spectral analysis findings.The base material plates used in friction stir welding were 150 mm wide by 300 mm long.A friction stir welding machine was utilized to butt-weld the plates lengthwise.Figs.1(a) and 1(b) illustrate a conventional friction stir welding tool for making welds.In order to eliminate root kissing bond [19],a lefthand threaded,tapered pin profile (truncated cone) was used to make friction stir welds on 25 mm thick AA7075-T651 plates.The tool geometry and process parameters considered for this study are given in Table 2.These parameters were determined through comprehensive iterations intended to produce single-pass,defectfree,full-penetration welds with a concave structural stir zone.Vickers microhardness measurements were taken at the weld cross-mid-thickness section using a 0.5 kg load and a 10 s dwell period.Samples for tensile tests were extracted from the transverse direction to the weld region in accordance with the ASTM B557M standard.Schematic 2D tensile sample dimensions and fracture samples are shown in Figs.4(a)and 4(b).Charpy impact tests were conducted according to the ASTM E23 standard [20-22].

Table 1 Elemental distribution on the base material (in wt%).

Table 2 Friction stir welding tool geometry and process parameters [23].
Defence standards were followed in the ballistic trials of the base material and its friction stir weld (NIJ.0108.01).Schematic experimental ballistic test setup and a photo view of an automated gun barrel prototype were shown in Figs.2(a) and 2(b),respectively.Base material and friction stir welded plates 25 mm thick and 300 mm×300 mm in size were tested against 7.62 mm×51 mm lead core and 7.62 mm × 39 mm hard steel core projectiles,and typical photo views of projectiles were shown in Figs.3(a)and 3(b).The maximum allowable impact velocity of lead core and steel core projectiles was limited to 830±20 and 700±30 m/s,respectively,and the same was considered for all testing.In each trial,the impact velocities of the projectile are measured using configured velocity measuring devices.The projectile was released from a distance of 10 m.
Metallurgical characterizations of friction sir welded plates were examined using an optical light microscope and a transmission electron microscope.Samples for optical microscopy analysis were extracted from the friction stir welded plates,consisting of all zones of welds as per standard dimensions.Optical micrograph samples were polished using a standard metallographic method,and the samples were etched with Keller's reagent.Samples for transmission electron microscopy were sliced from the different zones of 25 mm thick friction stir welded plates using wire EDM.After ballistic tests,plates were sampled using wire EDM.A high-resolution scanning electron microscope was used to analyze the fracture morphologies,and a light microscope was used to study the microstructural variations [20-22].
3.Results and discussion
Prior to the ballistic test,the microstructure and mechanical properties of the AA7075-T651 base material and friction stir weld joints were studied.The ballistic performance on 25 mm thick plates of AA7075-T651 base material and all zones of friction stir weld zones against lead core and steel core projectiles was conducted by experimental testing.Also,an attempt has been made to study the post-ballistic features of the tested samples,such as changes in the microhardness and microstructure of the areas adjacent to the projectile pierced region.
3.1. Mechanical properties and microstructures of friction stir welded plates
The microhardness of 25 mm thick plates of AA7075-T651 base material is about to be 175 HV0.5and their weldments were dropped to about 105 HV0.5in the weld nugget,75-100 HV0.5in the TMAZ,and 75-95 HV0.5in the HAZ,which is as low as those of solution-treated material,indicating the influence of using low spindle speed and very low welding feed (i.e.,high heat input) as shown in Fig.5.The room-temperature tensile properties of friction stir welded AA7075 joints were lower than those of solutiontreated and T651 base materials;fracture occurred in the TMAZ region.This result correlates with the microhardness values of TMAZ,which contains dissolute strengthening precipitates and may severely affect the joint strength of welds.However,the impact toughness of friction stir welds was significantly improved when compared to the base material.It demonstrates the increased ductility of friction-stir welded plates.The combined mechanical properties of the base material and friction stir welds are given in Table 3.
The base material and different weld zones micro and macrographs of the 25 mm thick AA7075-T651 friction stir weld joints are shown in Fig.6.As shown in Fig.6(a),the macrograph of stir zone consists of full penetration and solid concave structural stir zone.As shown in Fig.6(b),the base material micrograph consists of pancake-shaped and elongated grains along the rolling direction.As shown in Fig.6(c),the microstructure in nugget zones is dominated by uniformly distributed equiaxed fine recrystallised grains.As shown in Fig.6(d),close proximity to the nugget zone reveals clear evidence of an interface region between the weld nugget and the thermo mechanically affected zone.The microstructures in the TMAZ were inclined in the thickness direction and consisted of deformed grains,and such inclined grains were formed as a result of tool stir action,as shown in Fig.6(e).The microstructures in the HAZ consisted of elongated grains parallel to the thickness direction,as shown in Fig.6(f).
TEM micrographs of the 25 mm thick AA7075-T651 base material and different weld zones of the friction stir weld are given in Fig.7.TEM micrographs of the base material are shown in Fig.7(a),demonstrating that the strengthening precipitates were tightly packed and uniformly distributed across the grain boundaries.Fig.7(b) shows that the precipitate distribution leaves a large gap and that the majority of precipitates dissolve into the parental metal in the weld nugget zone as a result of increased heat input.Fig.7(c) shows how the tool tilt stir caused the precipitates in the TMAZ to be severely deformed grains and broken into small particles.Although the precipitate distribution in the HAZ micrograph was similar to that in the base material micrograph,Fig.7(d)shows that high heat input caused the formation of a precipitate free zone(PFZ) near the grain boundary inference.
3.2. Experimental ballistic trails on friction stir welded plates
Ballistic test trails were conducted on base material and three different weld zones of 25 mm thick AA7075-T651 friction stir weld targets against a 7.62 mm×51 mm deformable lead core and 7.62 mm×39 mm hard steel core projectiles with an impact velocity of 830 ± 20 and 700 ± 30 m/s,respectively.Figs.8 and 9 show the corresponding macro images of the ballistic-tested samples,and Table 4 shows the detailed experimental findings and results.
On 25 mm thick AA7075-T651 base material targets,the projectile was penetrated partially on both types of projectile.The sudden impact of a projectile causes severe damage to targets due to splintering of materials,the formation of irregular-shaped cavities,and the formation of crater walls on the inner sides of the impact regions as shown in Figs.8(a)-8(c)and Figs.9(a)-9(c).Due to the harder surface of the target than the projectile,both the outer casing and the core material of the projectile get severely deformed and disintegrate in the case of a lead core projectile.With a steel core projectile,on the other hand,only the outer casing gets deformed and the core material goes through the target.
The projectile was partially penetrated in the weld nugget zone of 25 mm thick AA7075-T651 friction stir weld targets,creating a pot-shaped cavity,and severe deformation was observed in the case of the lead core projectile,as shown in Figs.8(d)-8(f).In the case of a steel core projectile,the projectile was completely penetrated and embedded in the target,as shown in Figs.9(d)-9(f).Because of the target's lower surface hardness on both the lead core and steel core projectiles,the projectile was completely penetrated and became embedded in the target in the TMAZ of 25 mm thick AA7075-T651 friction stir weld targets,as shown in Figs.8(g)-8(i)and Figs.9(g)-9(i).In the heat affected zone of 25 mm thick AA7075-T651 friction stir weld targets,the projectile was penetrated partially at an inclined angle,creating a cavity,and severe deformation was observed in the case of the lead core projectile,as shown in Figs.8(j)-8(l).However,in the case of a steel core projectile,the projectile is completely penetrated at an inclined angle and becomes embedded in the target,as illustrated in Figs.9(j)-9(l).
Investigation of all the ballistic impacted areas and cavities developed(Figs.8 and 9)revealed that the fracture that occurred in the base material was found to be a brittle mode of failure with splintering of materials,whereas in the case of all zones of friction stir welded target was found to be a ductile mode of failure with formation front petalling followed by ductile hole enlargement.When a hemispherical or conical projectile impacts a material,petalling occurs.Impact speed also influences surface petalling[24].For a lead core projectile,the base material and all zones of friction stir-welded targets form a back face signature with a bulge on the target.
3.3. Post-ballistic features of targets
The SEM fractographs of ballistically tested base material and all zones of friction stir welded samples are given in Fig.10.The formation of craters with melt fractions and the absence of dimples in the base material fractography in Fig.10(a)indicate that the mode of failure that occurred in the samples was brittle.As a result of the tool stir action,the grains in the weld nugget zones were completely reformed,increasing the ductility of the material and providing a higher frictional resistance against projectile penetration,as shown in Fig.10(b).The tool stir action caused the deformed grains in the TMAZ to bend in the weld direction,resulting in large,plastically deformed grains with dissolved precipitates.This allowed projectiles to easily penetrate through the TMAZ,which is the softest zone,as can be noted from the hardness survey presented in Fig.5.Fig.10(c) depicts an obvious case of material laceration during projectile penetration.The HAZ provides some frictional resistance to the material against projectile penetration,but the formation of precipitate-free zones in grain boundaries has a significant impact on the material's frictional resistance and develops air line cracks,resulting in a second weak region in the weld(see Fig.10(d)).
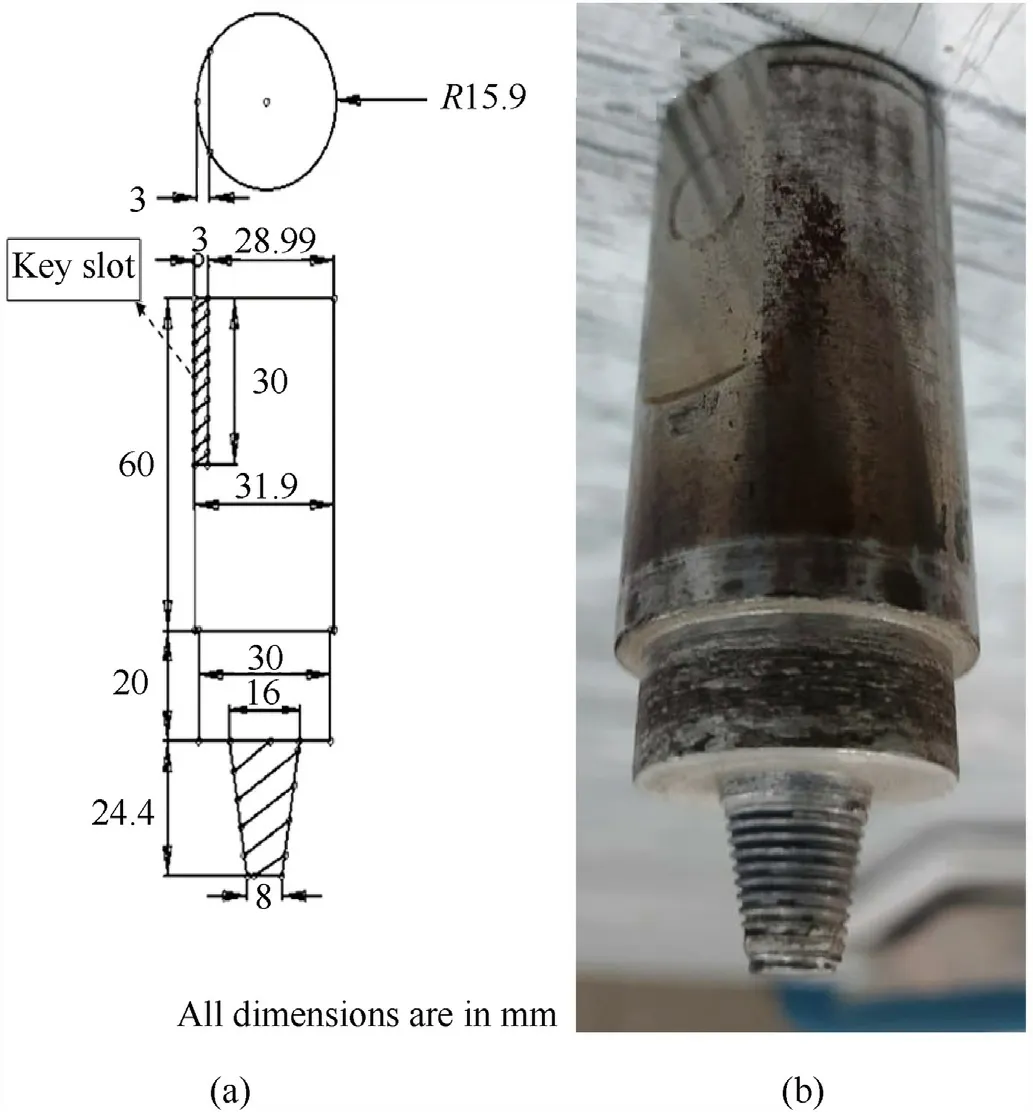
Fig.1.Friction stir welding tool to make 25 mm thick welds: (a) Tool geometry;(b)Photograph of FSW tool.
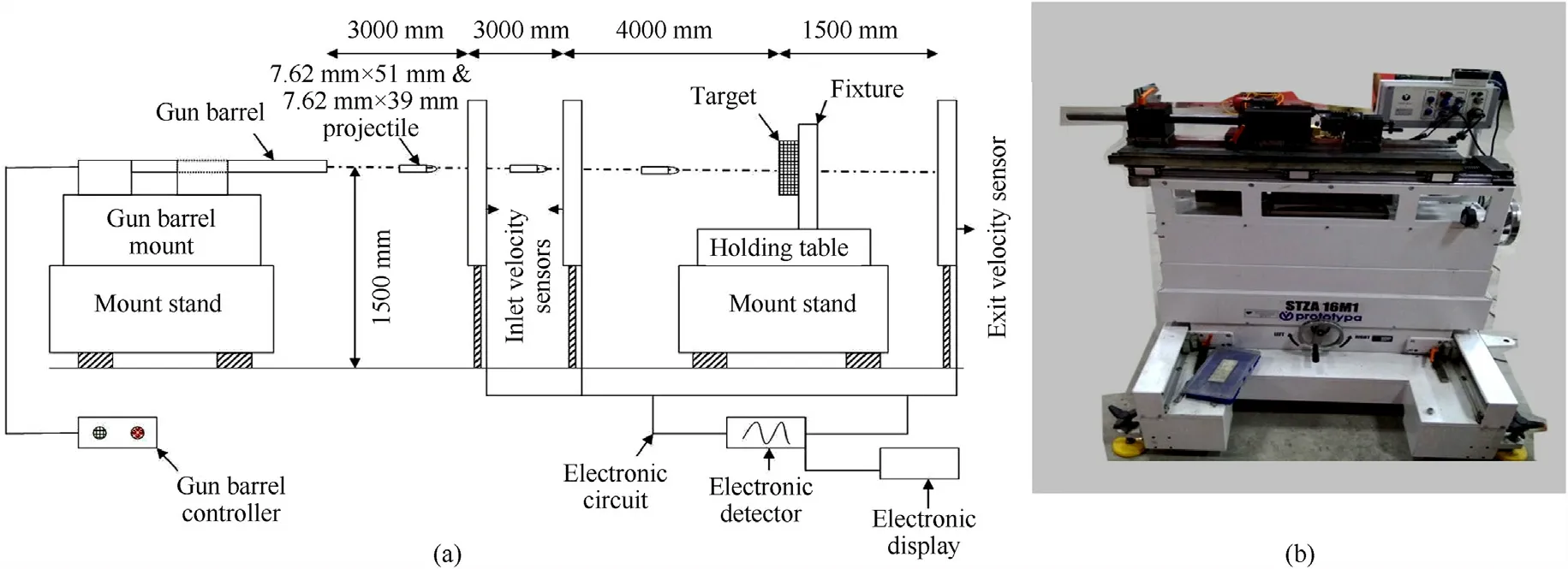
Fig.2.(a) Schematic experimental ballistic test setup;(b) Photo view of an automated gun barrel.
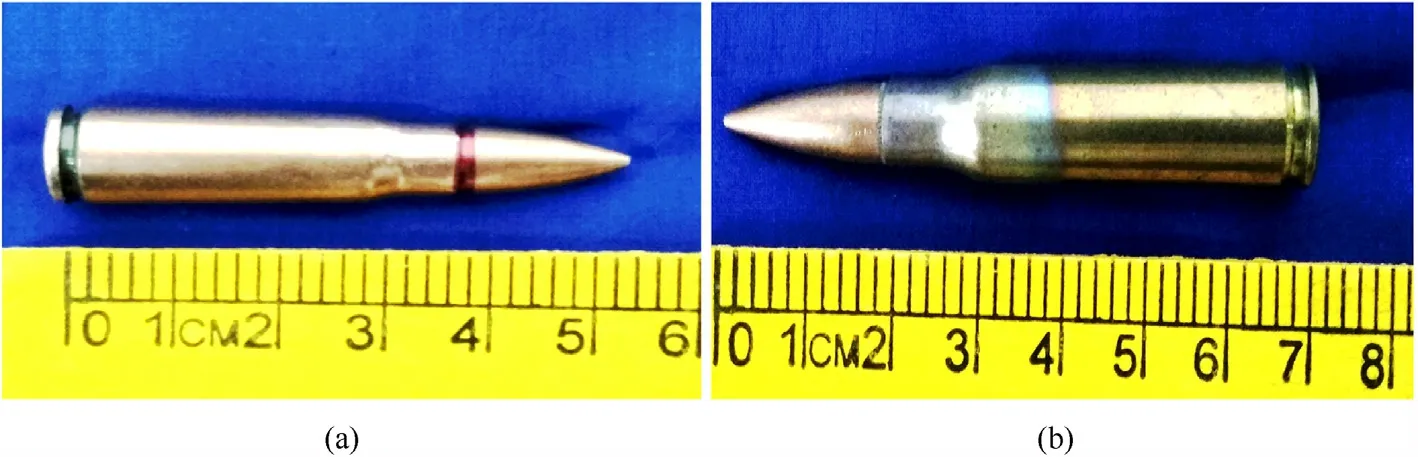
Fig.3.Photograph of projectiles (a) 7.62 mm × 39 mm steel core projectile;(b) 7.62 mm × 51 mm lead core projectile.
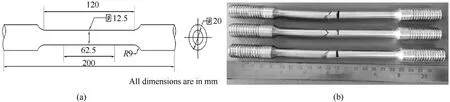
Fig.4.Schematic tensile samples: (a) 2D geometry;(b) Photo view of failed samples.
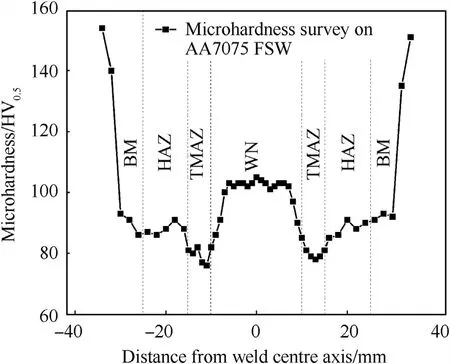
Fig.5.Microhardness profile of 25 mm thick AA7075-T651 friction stir weld.

Fig.6.Optical macro and micrographs of 25 mm thick AA7075-T651 plate: (a) Macrograph of weld zone;(b)Base material;(c)Weld Nugget;(d)Interface between Weld Nugget and Thermo Mechanically Affected Zone;(e) Thermo Mechanically Affected Zone;(f) Heat Affected Zone.
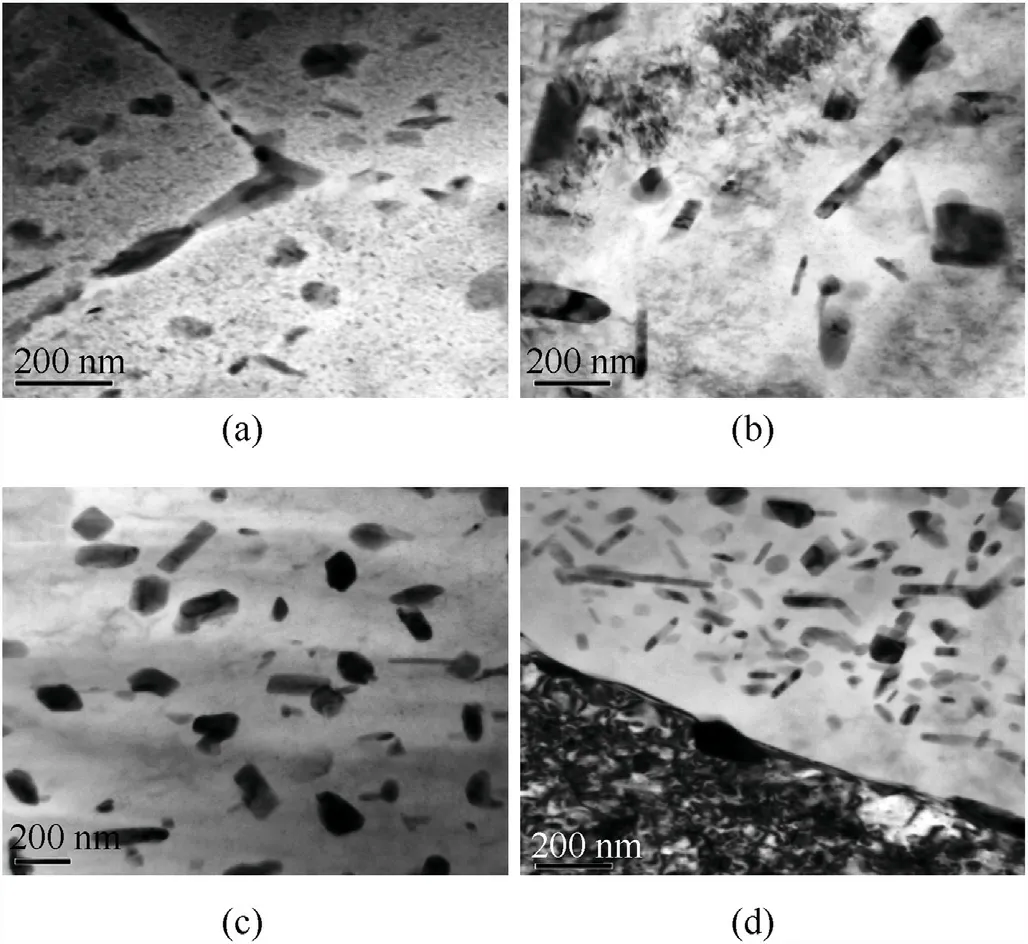
Fig.7.TEM micrographs of 25 mm thick AA7075-T651 plate: (a) Base material;(b)Weld Nugget;(c) Thermo Mechanically Affected Zone;(d) Heat Affected Zone.

Fig.9.Front,cross sectioned and rear views of ballistic tested samples of 25 mm thick AA7075-T651 targets against steel core projectile:(a)-(c)Base material;(d)-(f)Weld Nugget;(g)-(i) Thermo Mechanically Affected Zone;(j)-(l) Heat Affected Zone.
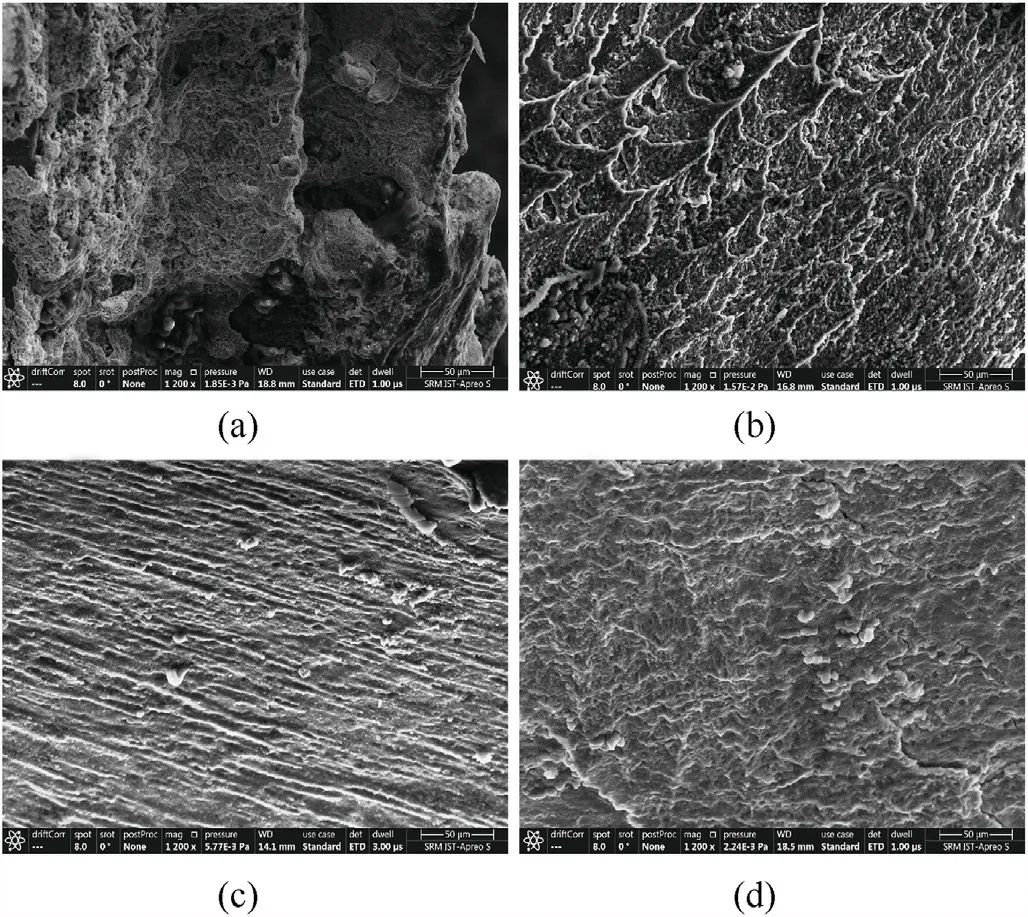
Fig.10.SEM fractographs of ballistic tested 25 mm thick AA7075-T651 targets:(a)Base material;(b) Weld Nugget;(c) Thermo Mechanically Affected Zone;(d) Heat Affected Zone.
A microhardness survey was undertaken on the cross-sectioned projectile penetration channel in the thickness direction next to the projectile-pierced regions.The post-ballistic microhardness survey of 25 mm thick AA7075-T651 friction stir weld samples against lead core and steel core projectiles is shown in Figs.11(a) and 11(b),respectively.The variations in microhardness values in the base material and different zones of friction stir welded AA7075-T651 targets before and after impact against a lead core projectile are shown in Fig.11(a).Base material hardness values pre and post impact were found to be an average of 175 and 180 HV0.5,respectively.WN hardness values pre and post impact were found to be an average of 105 and 120 HV0.5,respectively.TMAZ hardness values pre and post impact were found to be an average of 85 and 98 HV0.5,respectively.HAZ hardness values pre and post impact were found to be an average of 75 and 85 HV0.5,respectively.The variations of microhardness values in base material and different zones of friction stir welded AA7075-T651 targets before and after impact against a steel core projectile,as shown in Fig.11(b).Base material hardness values pre and post impact were found to be an average of 175 and 180 HV0.5,respectively.WN hardness values pre and post impact were found to be an average of 105 and 125 HV0.5,respectively.TMAZ hardness values pre and post impact were found to be an average of 85 and 100 HV0.5,respectively.HAZ hardness values pre and post impact were found to be an average of 75 and 125 HV0.5,respectively.The improved target surface hardness of all three different zones is mainly due to the dissipation of projectile kinetic energy in the target through deformation of internal grain structures and grain refinement near the projectile-pierced region causes strain hardening.The dissipation of projectile kinetic energy in the base material,on the other hand,occurs through severe damage to the target and projectile,resulting in no significant changes in hardness values.Samples of 25 mm thick AA7075-T651 friction stir welded targets that were tested for ballistics reveal that steel core projectiles have a larger range of hardness values than lead core projectiles.
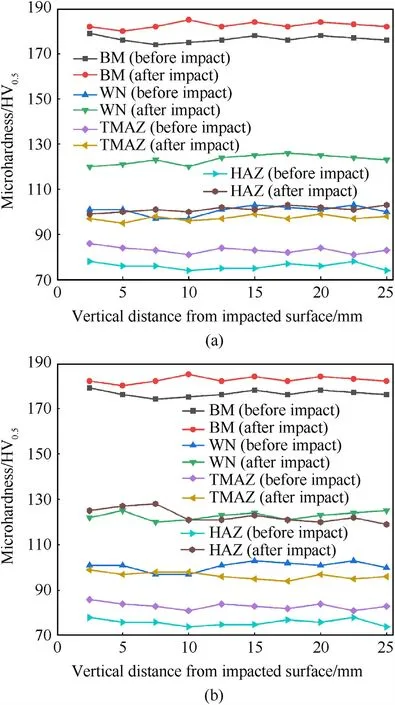
Fig.11.Microhardness survey on ballistic tested targets of 25 mm thick AA7075-T651 plates: (a) Lead core projectile;(b) Steel core projectile.

Fig.12.Micrographs on ballistic tested 25 mm thick targets of AA7075-T651: Base material (a)-(c) lead core projectile and (d)-(f) steel core projectile.
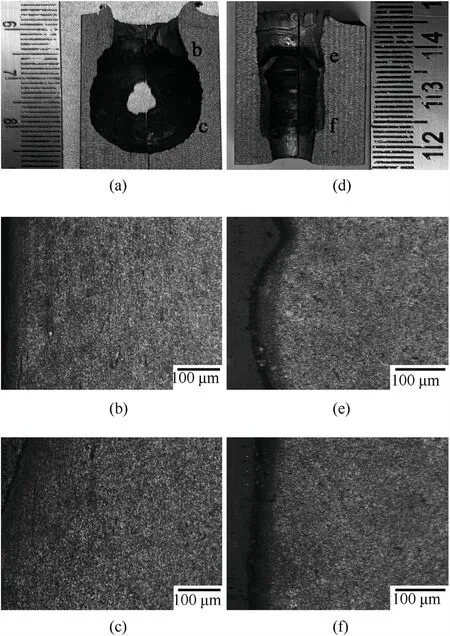
Fig.13.Micrographs on ballistic tested 25 mm thick targets of AA7075-T651: FSWWeld Nugget (a)-(c) lead core projectile and (d)-(f) steel core projectile.
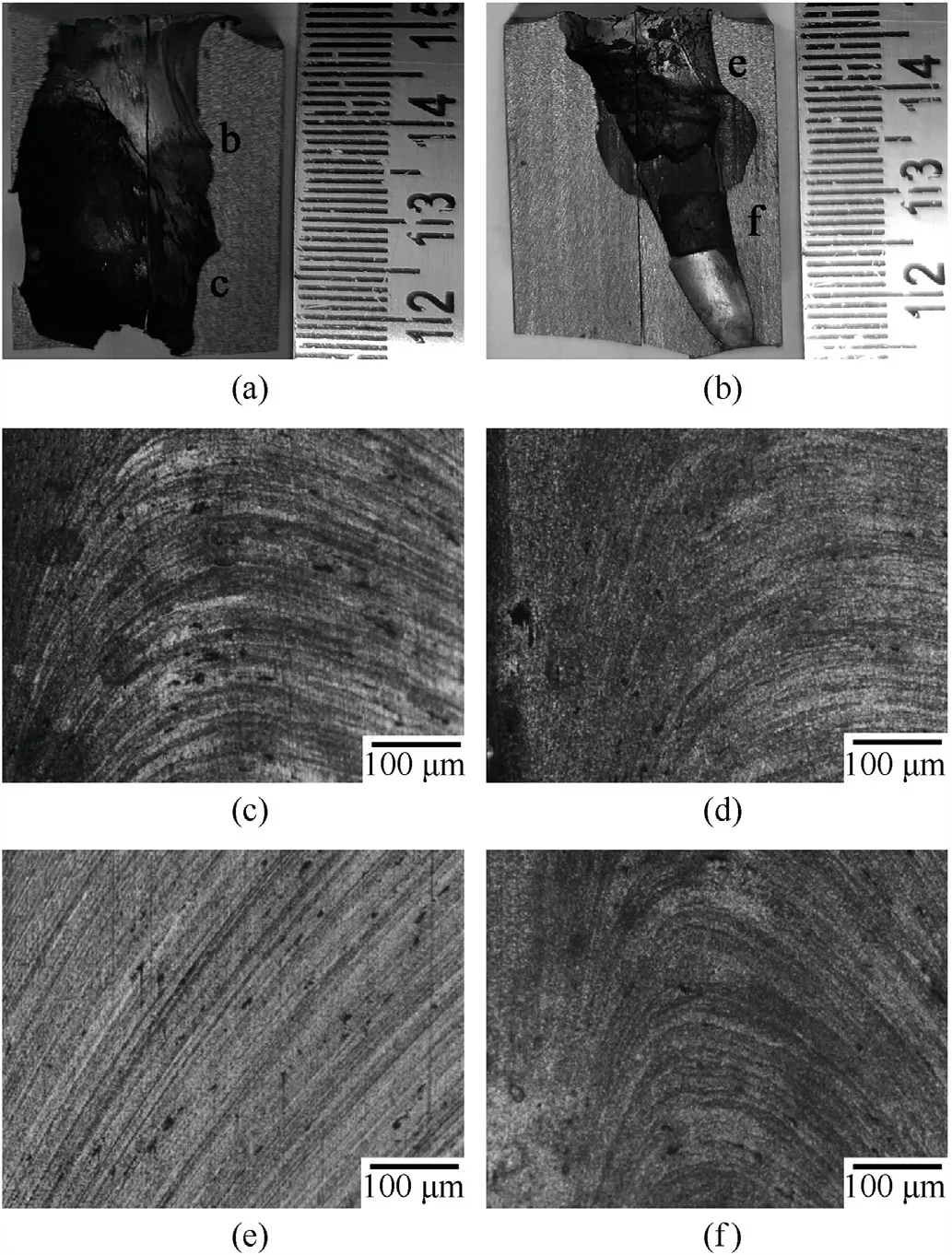
Fig.14.Micrographs on ballistic tested 25 mm thick targets of AA7075-T651: FSWThermo Mechanically Affected Zone (a)-(c) lead core projectile and (d)-(f) steel core projectile.
Changes in micrographs could be seen as they got closer to the penetration zone.Figs.12-15 show post-ballistic micrographs of AA7075-T651 friction stir welded targets on a 25 mm thick base material and three different zones (WN,TMAZ,and HAZ).Figs.12 and 13 show clear evidence that there were no significant changes in micrographs of base material and weld nugget zones of ballistic test samples against both lead core and steel core projectiles.Figs.14 and 15 show that there were noticeable changes in micrographs in around projectile pierced regions with severe grain deformation leading to bends along the projectile penetration direction,formations of adiabatic shear bands(ASB)leading to minor and edge cracks,and grain reformations were observed.ASB is formed by localized strain and inhomogeneous deformation [25].During dynamic loads,ASB is a good place for micro-voids and cracks to form and grow,which causes the material to fail.This kind of grain deformation in samples that have been tested shows a relationship between microstructures and changes in hardness values [20-22].
The relationship between the deformations and the occurrence of ASBs is noticeable [25].When they are subjected to dynamic loading,ASBs have an effect on stress,strain,strain rate,and temperature[26,27].As per the Zener and Hollomon model,strain rate might be ignored because it is affected by both strain hardening and high-temperature plasticization impacts at the same time,and so the dynamic influence of strain rate might affect either hardening or softening impacts on the target [28].The shear stress and temperature rise during the formation of ASBs for any given material can be evaluated by using these Eqs.(1) and (2).
where,τ-shear stress(MPa),θ-temperature rise(K),τ0-shear proportion limit(MPa),h-strain hardening coefficient(GPa),αthermal softening coefficient(K),ƞ-thermal transition coefficient,ρ -density (kg/m3),c-specific heat capacity (J/kg·K).
The parameters and constant values used to calculate the shear stress and rise in temperature for AA7075-T651 material are listed in Table 5.When these values are put into the equation above,the shear stress and temperature rise during the formation of ASBs under conditions of dynamic loading are 2120 MPa and 791 K,respectively.

Table 5 The parameters and constant values of AA7075-T651.
4.Conclusions
The high velocity projectile impact experiments were conducted on 25 mm thick plates of AA7075-T651 base material and different zones of friction stir welded targets against 7.62 mm × 51 mm lead core projectiles at 830 m/s and 7.62 mm×39 mm hardened steel core projectiles at 700 m/s,and the following conclusions are drawn:
(1) The depth of penetration in 25 mm thick AA7075-T651 plates(BM)against lead-core and steel-core projectiles is about 15 mm and 19 mm,respectively.Similarly,the depth of penetration in different zones of friction stir welded samples for both types of projectiles,i.e.,lead and steel core projectiles,is(WN-20,HAZ-23,and TMAZ-25 mm) and (WN-25,HAZ-25,and TMAZ-25 mm).However,perforation did not occur in any of these cases,and wherever DoP is 25 mm,there is embedment of the projectile in the material.This conclusion confirms the suitability of AA7075-T651 friction stir welds made on 25 mm thick plates for usage in ballistic structures and armored vehicles.
(2) The mode of failure that observed in the base material is spall fragmentation (material splintering and projectile disintegration with a lower DoP),indicating brittle failure.But the different zones of friction stir welds (i.e.,WN,TMAZ,and HAZ)exhibited front petaling(smooth projectile penetration and embedment with a higher DoP),which indicated ductile failure.
(3) A microhardness survey on ballistically tested samples in the projectile-pierced area reveals no significant hardness variations in the base material,but significant variations are observed in all zones of friction stir welds (i.e.,WN,TMAZ and HAZ).This mainly occurs due to the dissipation of projectile kinetic energy into the targets through compression loads on projectile-pierced regions,which causes work hardening.
(4) Microstructural examinations of ballistically tested samples in the projectile-pierced regions showed no noticeable change in the microstructure of the base material and weld nugget.On the other hand,TMAZ and HAZ showed severe grain deformation in the direction of projectile penetration and the formation of adiabatic shear bands.
Funding
This study received funding from the Armament Research Board(ARMREB),Defence Research and Development Organization(DRDO),Ministry of Defence,Government of India (Grant no.:ARMREB/MAA/2018/200).
Declaration of competing interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgements
The authors would like to thank “Defence Metallurgical Research Laboratory (DMRL),Hyderabad” for allowing us to use their friction stir welding facility and “National Forensic Sciences University (NFSU),Gandhinagar” for allowing us to use their ballistic test facility.
杂志排行
Defence Technology的其它文章
- Investigation on the ballistic performance of the aluminum matrix composite armor with ceramic balls reinforcement under high velocity impact
- Dynamic analysis of buried pipeline with and without barrier system subjected to underground detonation
- Influence of liquid bridge force on physical stability during fuel storage and transportation
- Adaptive fuze-warhead coordination method based on BP artificial neural network
- Cooperative multi-target hunting by unmanned surface vehicles based on multi-agent reinforcement learning
- AI-based small arms firing skill evaluation system in the military domain