超声辅助酶法提取麻栎树籽淀粉工艺优化及理化特性分析
2023-12-02杨晓聪王梦媛
陈 晖,杨晓聪,王 清,王梦媛,陈 龙
(信阳农林学院食品学院,河南省大别山特色食物资源综合利用工程技术研究中心,河南信阳 464000)
麻栎属于壳斗科栎属植物[1],我国麻栎树籽资源丰富,分布范围十分广泛。麻栎树籽是壳斗科栎属植物橡树的果实,外壳坚硬,棕色,内仁如板栗仁,富含淀粉,淀粉含量可达50%~70%,仅次于谷类而高于豆类[2],是很好的天然淀粉资源。麻栎树籽淀粉是麻栎树籽最主要的应用资源,可用于饲料加工[3]、发酵生产酒精[4],也可用于食品生产[5]。目前,我国麻栎树籽淀粉生产多为碱法和乙醇提取法,碱法提取的淀粉提取率较高且工艺简单,会产生很大的用水量及废水量,严重时会对环境造成污染[6]。乙醇提取法的淀粉提取率较低,蛋白质及其他杂质含量较高,并且乙醇使用量大。因此,亟需对麻栎树籽淀粉传统提取工艺进行优化,以提高麻栎树籽淀粉的提取率。
超声辅助提取法主要是利用超声波产生的热效应和空化效应使得物料中的纤维素和蛋白质加快分离,以提高淀粉的提取率[7-8],在淀粉提取方面应用较为普遍。现阶段,关于超声辅助酶法提取麻栎树籽淀粉的研究鲜见报道,基于此,以麻栎树籽为原料,采用超声辅助酶法提取其中的淀粉,进行超声时间、提取温度、酶用量、料液比4 个单因素试验,选择影响较大的因素进行正交试验,研究各因素对麻栎树籽淀粉提取率的影响,以获得一个最佳工艺条件,并对提取的麻栎树籽淀粉的溶解性、冻融稳定性、透光率等理化特性进行分析,以期为麻栎树籽淀粉的精深加工提供理论参考。
1 材料与方法
1.1 材料与试剂
麻栎树籽,采自河南信阳市董家河镇;碱性蛋白酶(200 000 U/g),上海源叶生物有限公司提供;浓硫酸(AR)、高锰酸钾(AR)、硫酸铜(GR)、氢氧化钠(AR)、无水乙醇(AR)、盐酸(AR),天津大茂化学试剂厂提供。
1.2 仪器与设备
SB-1200DTY 型超声波清洗机,宁波新芝生物科技股份有限公司产品;TDL-40B 型离心机,上海安亭科学仪器厂产品;QZ165 型鼓风干燥箱,上海跃进医疗器械厂产品;A390 型紫外可见分光光度计,翱艺仪器(上海) 有限公司产品;TMS-PRO 型质构仪,美国FTC 公司产品;DZKW 型电热恒温水浴锅,凯丰集团有限公司产品;WTC20002 型电子天平,杭州万特衡器有限公司产品。
1.3 试验方法
1.3.1 麻栎树籽脱单宁处理
挑选无虫、无霉的麻栎树籽烘干,然后去壳粉碎过120 目筛备用。参考薛文艳等人[9]的方法稍作修改,对麻栎树籽粉末进行脱单宁处理。取一定量麻栎树籽粉末按1∶20(g∶mL) 料液比加入质量分数为0.5%的NaOH 溶液搅拌处理,每隔6 h 除去上清液,重复3 次,将沉淀置于55 ℃鼓风干燥箱中干燥,然后粉碎过120 目筛备用。
1.3.2 单因素试验
取脱单宁后的麻栎树籽粉10 g,研究料液比(g∶mL) 1∶3,1∶4,1∶5,1∶6,1∶7;碱性蛋白酶添加量0.2%,0.3%,0.4%,0.5%,0.6%;超声时间40,60,80,100,120 min;提取温度35,40,45,50,55 ℃对麻栎树籽淀粉提取率的影响。
1.3.3 正交试验设计
根据单因素试验结果,以麻栎树籽淀粉提取率为评价指标,采用L9(34)正交表对超声时间(A)、酶解温度(B)、酶添加量(C) 3 个因素进行正交优化试验,以获得最佳提取条件。
正交试验因素与水平设计见表1。

表1 正交试验因素与水平设计
1.3.4 单宁残留量测定
参照刘瑞亮[10]的方法测定脱单宁后的麻栎树籽粉中单宁残留量,绘制单宁酸标准曲线为Y=87.135X-0.028 6,R2=0.996。按照公式(1) 计算单宁残留量。
式中:W——单宁残留量,%;
C——标准曲线所得的单宁质量浓度,mg/mL;N——稀释倍数;
V——浸提液体积,mL;
m——样品质量,g。
1.3.5 淀粉提取率测定
按照公式(2) 计算淀粉提取率。
式中:m1——麻栎树籽淀粉质量,g;
m2——脱单宁后麻栎树籽淀粉质量,g。
1.3.6 麻栎树籽淀粉理化性质分析
(1) 冻融稳定性分析。参照李梁等人[11]的方法略作修改,将质量分数6%的麻栎树籽淀粉溶液置于100 ℃水浴中加热糊化,取出冷却至室温。取10 mL于离心管中,加盖冷藏24 h。取出后自然解冻并称重,记为m3,以转速4 000 r/min 离心25 min,除去上清液,用滤纸将沉淀物中多余的水分除去并称质量,记为m4,析水率计算见公式(3)。
式中:m3——麻栎树籽淀粉质量,g;
m4——脱水后麻栎树籽淀粉质量,g。
(2) 凝沉特性分析。参照高丽琼等人[12]的方法对麻栎树籽淀粉的凝沉特性进行测定。
(3) 凝胶质构分析。参照张晶等人[13]的方法略作修改,将质量分数12%的麻栎树籽淀粉液置于100 ℃水浴中糊化25 min,取出冷却至室温,然后冰箱冷藏24 h。测试前将凝胶从冰箱取出在室温下平衡1 h,选择TPA 模式,P5 探头,质构条件为触发力20 N,测试速率60 mm/min,下压距离5.0 mm。测后的上升速度5 mm/s,2 次测定时间间隔为3 s。测定指标包括硬度、黏附性、弹性。
(4) 透光率分析。参照丁卫英等人[14]的方法稍作修改,将质量分数1%的麻栎树籽淀粉液置于100 ℃水浴加热35 min,取出冷却至室温,利用分光光度计测定其在波长650 nm 处的透光率。
(5) 溶解度和膨胀度分析。参考白婷等人[15]和朱巧巧[16]的方法略作修改,分别将质量分数为3%的麻栎树籽淀粉液置于50,60,70,80,90,100 ℃水浴搅拌30 min,冷却至室温,以转速4 000 r/min 离心20 min,将上层清液水浴蒸干、烘干后称质量,按照公式(4) 计算溶解度,沉淀物称质量按照公式(5)计算膨胀度。
式中:m6——上层清液烘干后剩余物质量,g;
m7——沉淀物质量,g;
m5——淀粉干基质量,g。
1.3.7 数据处理
所有试验重复3 次,试验结果使用SPSS 26 软件和Minitab 18 软件进行处理,使用Origin 2021 软件绘图。
2 结果与分析
2.1 麻栎树籽粉脱单宁处理效果
经质量分数为0.5%的NaOH 溶液进行脱单宁处理后的麻栎树籽粉中单宁残留量为0.115%,与传统麻栎树籽脱单宁方法相比,可减少用水量,缩短处理时间[17]。
2.2 单因素试验结果分析
2.2.1 超声时间对麻栎树籽淀粉提取率的影响
超声时间对麻栎树籽淀粉提取率的影响见图1。

图1 超声时间对麻栎树籽淀粉提取率的影响
由图1 可知,随着超声时间的延长,麻栎树籽淀粉提取率呈先显著增大(p<0.05) 后显著减小(p<0.05) 的趋势,超声时间为100 min 时,淀粉提取率最高,达到78.39%。可能是由于超声波产生的热效应和空化效应使蛋白质颗粒与麻栎树籽淀粉之间的结合力降低,碱性蛋白酶能更好地将蛋白质水解除去,淀粉提取率上升,而随着超声时间延长,脱除蛋白的淀粉更容易溶胀并水解[18],使得淀粉提取率下降。因此,选择80,100,120 min 的超声时间作为正交水平。
2.2.2 提取温度对麻栎树籽淀粉提取率的影响
提取温度对麻栎树籽淀粉提取率的影响见图2。
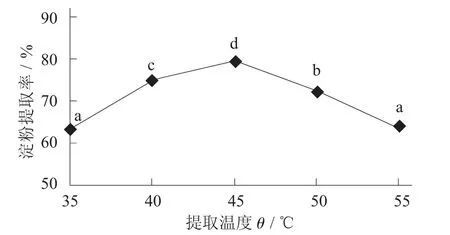
图2 提取温度对麻栎树籽淀粉提取率的影响
由图2 可知,随着提取温度的上升,溶液受热扩散速度加快,酶活性提升使麻栎树籽淀粉加速溶出,提取率显著升高(p<0.05),当提取温度为45 ℃时,淀粉提取率最高,为79.66%。当提取温度继续上升,酶活性下降,淀粉可能会糊化导致淀粉提取率显著下降(p<0.05)。因此,选择40,45,50 ℃的提取温度作为正交水平。
2.2.3 料液比对麻栎树籽淀粉提取率的影响
料液比对麻栎树籽淀粉提取率的影响见图3。

图3 料液比对麻栎树籽淀粉提取率的影响
由图3 可知,随着料液比的升高,麻栎树籽淀粉中提取率升高,当料液比为1∶6 时,淀粉提取率最高,达到77.77%,当料液比高于1∶6 时,淀粉提取率未显著上升,并且5 个水平的料液比的麻栎树籽淀粉提取率未见明显显著性变化(p<0.05)。因此,在正交试验中舍去料液比这个因素。
2.2.4 酶添加量对麻栎树籽淀粉提取率的影响
酶添加量对麻栎树籽淀粉提取率的影响见图4。
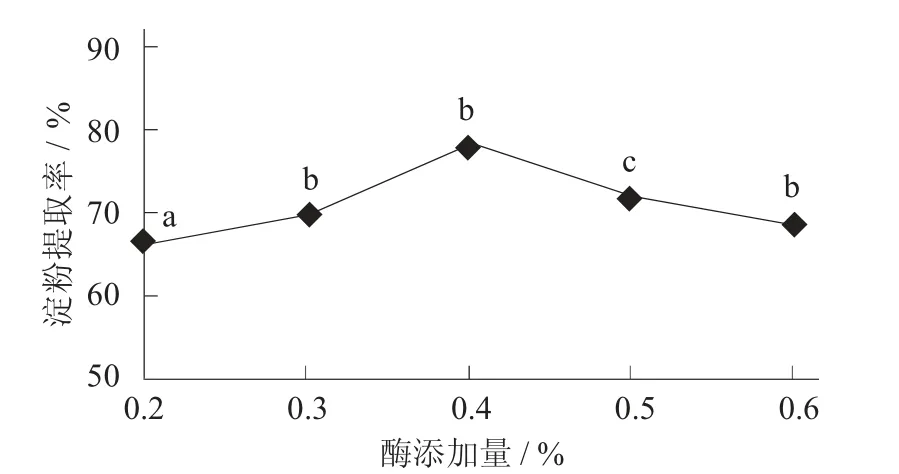
图4 酶添加量对麻栎树籽淀粉提取率的影响
由图4 可知,随着碱性蛋白酶添加量增加,麻栎树籽淀粉提取率显著增加(p<0.05),当酶添加量达到0.4%时,淀粉提取率最高可达78.29%。当酶添加量大于0.4%时,淀粉提取率显著下降(p<0.05)。在一定浓度范围内,随着酶添加量增加,酶和麻栎树籽中蛋白质分子的碰撞机会增加,淀粉中蛋白水解越充分。但在酶添加量超过0.4%后,添加的酶很可能导致淀粉溶液中蛋白质含量升高,导致最终的蛋白质残留量增加。酶添加量过多会导致蛋白质暴露更多的疏水性基团,过度水解。蛋白质发生疏水水合作用后相互聚集[19],导致溶液中蛋白质溶解性减弱,使得蛋白与淀粉分离困难。因此,选择0.3%,0.4%,0.5%的酶添加量作为正交水平。
2.3 正交试验结果与分析
根据单因素试验结果,选择超声时间、提取温度、酶添加量3 个因素进行正交优化试验。
正交试验结果见表2。

表2 正交试验结果
由表2 可知,各因素对麻栎树籽淀粉提取率的影响依次是提取时间(B) >超声时间(A) >酶添加量(C),提取最佳方案是A3B2C2,即超声时间120 min,提取温度45 ℃,酶添加量0.4%,此时麻栎树籽淀粉提取率为80.51%,高于该9 组试验,具有良好的重复性,证明该优化工艺较为稳定。
2.4 理化性质结果与分析
2.4.1 冻融稳定性
麻栎树籽淀粉冻融稳定性测定结果见表3。

表3 麻栎树籽淀粉冻融稳定性测定结果
淀粉的冻融稳定性反映了淀粉糊冻融后的脱水程度,析水率越低,冻融性稳定性越好,反之越差[20]。由表3 可知,经过1 次冻融处理后,麻栎树籽淀粉糊析水率达到67.56%,析出量较大,说明其淀粉糊冻融稳定性较差。可能是由于在冷冻时,麻栎树籽淀粉糊中的直链淀粉分子与支链淀粉分子会通过氢键结合起来,从而导致晶体结构发生老化,使淀粉糊的胶体特性受到破坏。在结冻过程中水从糊状物中分离出来,最终呈海绵状[21]。因此,麻栎树籽淀粉不适合应用于冷冻食品中。
2.4.2 凝沉特性
静置时间对上清液体积分数的影响见图5。
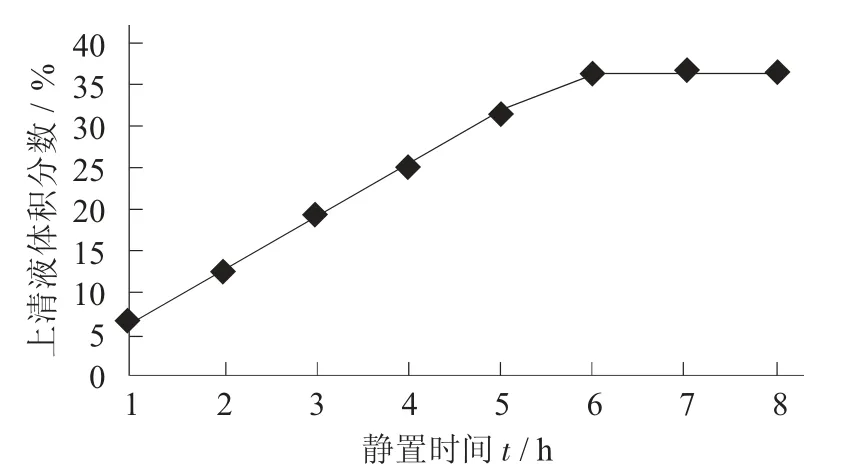
图5 静置时间对上清液体积分数的影响
由图5 可知,静置时间的延长逐渐增加,麻栎树籽淀粉糊上清液析出体积逐渐增加,在6 h 后析出体积分数为36.55%,随着时间延长基本达到稳定,说明麻栎树籽淀粉具有较强的凝沉稳定性。与粉葛、玉米淀粉相比[22],麻栎树籽淀粉静置至稳定所用的时间较短,提示麻栎树籽淀粉易老化,不易进行深加工。
2.4.3 凝胶质构特性
3 种淀粉糊质构测定结果见表4。

表4 3 种淀粉糊质构测定结果
由表4 可知,对比董贝贝[23]对小麦淀粉、玉米淀粉糊质构的测定,麻栎树籽淀粉的黏附性和硬度较低,而弹性较大,说明麻栎树籽淀粉适合加工成果冻、凝胶类食品。
2.4.4 透光率
透光率可表明淀粉糊的透明度,透光率越高,淀粉糊的透明度越高。麻栎树籽淀粉糊的透光率为6.46%,相对较差,可能与麻栎树籽淀粉中直链、支链淀粉含量比,淀粉的颗粒大小及膨胀度都有关[24-25]。
2.4.5 溶解度和膨胀度
淀粉的溶解度和膨胀度不仅反映了淀粉分子与水之间相互作用力的大小,也反映了淀粉分子之间相互作用力的大小。
不同温度下麻栎树籽淀粉的溶解度(a) 和膨胀度(b) 见图6。

图6 不同温度下麻栎树籽淀粉的溶解度(a) 和膨胀度(b)
由图6 可知,麻栎树籽淀粉的溶解度和膨胀度随着温度的上升呈增大趋势,溶解度从50 ℃的4.25%上升至100 ℃的17.4%,膨胀度从50 ℃的5.55%上升至100 ℃的8.56%,究其原因可能是因为温度升高淀粉糊化程度加深,淀粉间氢键断裂,淀粉颗粒膨胀崩裂,淀粉分子大量溶出。
3 结论
试验采用超声辅助酶法提取麻栎树籽淀粉,在单因素的基础上进行正交试验,得到麻栎树籽淀粉最佳提取工艺为超声时间120 min,提取温度45 ℃,酶添加量0.4%,此时麻栎树籽淀粉提取率为80.51%。制备的麻栎树籽淀粉冻融稳定性较差,冻结和解冻过程不能保持原有的质构,因此麻栎树籽淀粉不适合应用于冷冻食品。麻栎树籽淀粉在温度较低时溶解度较差,透光率较低,凝沉稳定性较强,析水率高达74.47%,弹性相对小麦淀粉和玉米淀粉较大,故适合加工成凉粉、果冻类食品。
