白酒酿造过程中淀粉凝胶特性的变化研究
2023-12-02董瑞丽邵淑娟周咸江宗绪岩
董瑞丽,邵淑娟,周咸江,李 丽,谭 桥,宗绪岩
(1.攀西钒钛检验检测院,四川攀枝花 617000;2.菏泽市行政审批服务局,山东菏泽 274000;3.菏泽市食品药品检验检测研究院,山东菏泽 274000;4.四川轻化工大学生物工程学院,酿酒生物技术及应用四川省重点实验室,四川 宜宾 644000)
中国白酒与伏特加、威士忌、白兰地、朗姆酒、金酒合称为世界六大蒸馏酒[1]。白酒酿造常用的原料主要包括高粱、大米、糯米和小麦等作物,使用不同原料酿造而成的白酒具有不同的风味[2]。小曲酒作为中国白酒中的一个重要分支,虽同为使用小曲为糖化发酵剂,但不同的酿造原料、小曲微生物及生产工艺能够赋予小曲白酒不同的香型[3]。
淀粉由直链淀粉和支链淀粉组成,广泛存在于白酒的酿造原料中。不同来源的淀粉颗粒大小和形状各不相同,高粱淀粉的颗粒为5~20 μm,在已知谷物中大米的淀粉颗粒最小,为3~8 μm,而一般糯米淀粉的颗粒比籼米和粳米的都大[4]。在酿造白酒的原料中,高粱中的淀粉含量为61%~63%,大米中的淀粉含量为72%~75%,通常淀粉中含有20%~30%的直链淀粉,而糯米淀粉中98%以上都是支链淀粉[5]。淀粉在一定水分含量下加热到一定温度后,就会发生糊化反应,淀粉糊化是一个非常复杂的过程,通常会伴随着黏度、透明度等的变化和重结晶等现象[6]。淀粉经高温糊化所形成的热糊称为淀粉糊,其经过冷却贮藏后形成的黏弹性体称为淀粉凝胶[7]。酒糟作为酿酒的副产物,其中就含有一定量经蒸煮发酵后形成的难以被发酵微生物利用的淀粉凝胶,而酒糟中淀粉凝胶的增多会影响白酒的出酒率和品质。
酒糟中含有大量的营养物质,如果仅作为发酵副产物而丢弃,不仅会因腐败而产生恶臭气味,还会对表层水和土壤造成严重污染[8]。早年对酒糟的利用主要集中在饲料的加工和堆肥[9],但随着相关理论和技术的发展,酒糟的应用领域也得到了进一步的扩展[10-11]。通过对蒸煮与发酵过程中酒醅的淀粉凝胶特性研究,了解传统的酿酒行业从原料蒸煮发酵到丢糟过程的酒糟中淀粉变化情况,为酒糟的循环利用、提高酒醅出酒率的方法选择提供一定的参考。
1 材料与方法
1.1 材料与试剂
高粱、大米,市售;葡萄糖、无水硫酸钠、酒石酸钾钠、邻苯二甲酸氢钠(均为分析纯),天津市致远化学试剂有限公司提供;盐酸(分析纯),成都市科隆化学品有限公司提供;石油醚(分析纯),天津市富宇精细化工有限公司提供;乙酸铅(分析纯),天津市津东天正精细化学试剂厂提供;氢氧化钠(分析纯),天津市科密欧化学试剂有限公司提供;无水乙醇(分析纯),重庆万盛川东化工有限公司提供;无水亚硫酸钠(分析纯),成都市科龙化工试剂厂提供;3,5 - 二硝基水杨酸(分析纯),天津市福晨化学试剂厂提供。
1.2 试验仪器与设备
JE2002 型分析天平,上海浦春计量仪器有限公司产品;5430 型离心机,德国艾本德股份公司产品;800Y 型粉碎机,永康市铂欧五金制品有限公司产品;C20-SH2050 型电磁炉,广东美的生活电器制造有限公司产品;PHS-3C 型酸度计,成都世纪方舟科技有限公司产品;SHSL 型调温加热套,上海树立仪器仪表有限公司产品;SPX-250B-Z 型生化培养箱、SW-CJ-1F 型净化工作台,上海博讯实业医疗设备厂有限公司产品;78HW-1 型恒温磁力搅拌器,金坛市医疗仪器厂产品;DHG-9140A 型电热鼓风干燥箱,上海一恒科学仪器有限公司产品;T6 新世纪型紫外可见分光光度计,北京普析通用仪器有限责任公司产品;BHS-6 型数显恒温6 孔水浴锅,宁波市勤州群安实验仪器有限公司产品。
1.3 不同小曲酒生产方法
1.3.1 川法小曲酒生产工艺流程
川法小曲酒工艺流程为:高粱→泡粮→初蒸→焖水→复蒸→出甑→摊晾→拌曲混匀→培菌糖化→铺上稻壳→密封发酵→蒸馏→出甑→摊晾→拌曲混匀→培菌糖化→铺上稻壳→密封发酵→蒸馏→出甑→摊晾→拌曲混匀→培菌糖化→铺上稻壳→密封发酵。
发酵7 d 后再将酒醅蒸馏、摊晾、拌曲、培菌发酵、再蒸馏,如此反复发酵3 个周期,分别取每轮蒸煮、发酵1 d、发酵4 d、发酵7 d 后的原料100 g左右,用于试验数据的测定[12]。
1.3.2 米香型小曲酒生产工艺流程
米香型小曲酒生产工艺流程为:大米→泡粮→蒸糖→泼水→再次泼水→摊晾→拌曲混匀→留洞→培菌糖化→添加温水→密封发酵→蒸馏→摊晾→拌曲混匀→留洞→培菌糖化→添加温水→密封发酵→蒸馏→摊晾→拌曲混匀→留洞→培菌糖化→添加温水→密封发酵。
泡水后醅料的糖分含量应控制为9%~10%,总酸不超过0.7,酒精含量2%~3%,入罐密封发发酵7 d,待发酵结束后,将酒醅蒸煮、摊晾、拌曲、培菌发酵、再蒸馏,如此反复发酵3 个周期,分别取每轮蒸煮、发酵1 d、发酵4 d、发酵7 d 时的原料100 g 左右,用于试验数据的测定[13]。
1.4 相关参数测定方法
1.4.1 酒醅水分含量的测定
依据食品安全国家标准GB/T 5009.3—2016《食品中水分的测定》方法进行测定。
1.4.2 酒醅pH 值的测定
参考《酿酒分析与检测》中的酸、碱中和滴定法[14]。经标定,NaOH 标准溶液的浓度为0.090 mol/L。
1.4.3 酒醅中淀粉含量的测定
参考DNS 法测还原糖[15]与食品安全国家标准GB/T 5009.9—2016《食品中淀粉的测定》 方法进行测定。
1.4.4 酒醅淀粉的提取
参考湿法提取高粱淀粉的实验室方法[21],并略作调整。称取高粱与大米酒醅样品20.00 g,加入100 mL 蒸馏水,高粱过60 目筛去壳,以转速5 000 r/min 离心5 min 过滤上清液,将所得沉淀烘干水分并用滤纸包裹,在圆底烧瓶中加入适量石油醚抽提1~2 次后取出沉淀,使石油醚挥发完全。将沉淀取出,放入250 mL 烧杯中并加入100 mL 蒸馏水,调节pH 值3.0 后放入65 ℃水浴锅中,温度稳定后,加入400 μL 酸性蛋白酶酶解60 min,并以转速5 000 r/min 离心10 min。离心2 次,弃去上清液保留沉淀,烘干至恒质量取出,称量并记录淀粉的质量。
1.4.5 酒醅中淀粉的凝胶特性的测定
淀粉的溶解度和膨润力的测定参考黑米淀粉理化性质分析[23],淀粉的持水度参考高粱中抗性淀粉的研究[16]。
2 结果与分析
2.1 不同发酵时期酒醅的水分含量测定
酒醅水分含量的测定见图1。
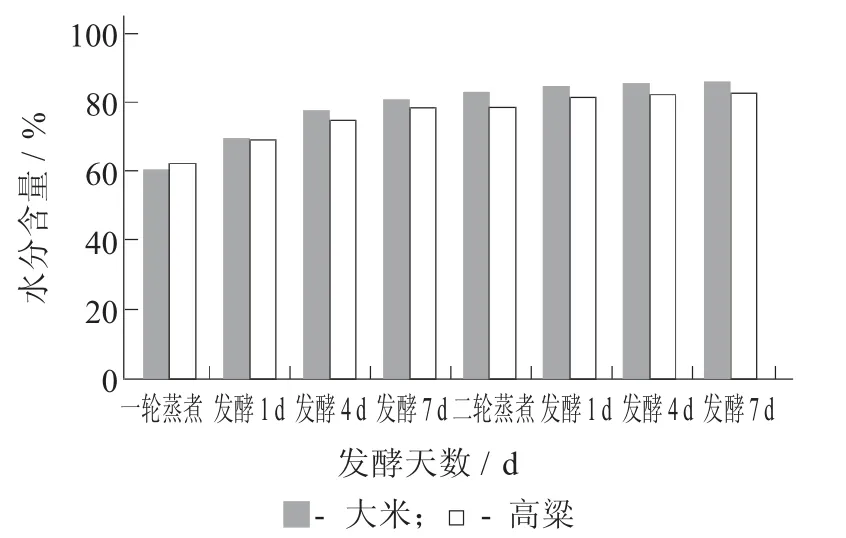
图1 酒醅水分含量的测定
取不同发酵时期酒醅样品质量2 g 在温度80 ℃条件下干燥时间24 h 后。水分是固态发酵酒醅的主要控制指标之一。发酵时,适宜的水分能保证发酵过程中微生物的生长代谢,为其代谢产物(醇、醛、酸、酯等) 提供有效溶剂,还可稀释酸度、调节发酵温度,保证酒醅的缓慢发酵[17-18]。大米与高粱经蒸煮后初始水分含量分别为60.70%和62.00%,在第一轮发酵7 d 内水分含量急剧上升,可能由于大米与高粱中淀粉含量及其他营养物质丰富,酵母菌和霉菌等微生物快速生长繁殖,进行有氧呼吸代谢产生大量的水,大米的水分含量在发酵过程中一直高于高粱的水分含量,是由于大米的淀粉含量高于高粱的淀粉含量。
2.2 不同发酵时期酒醅的pH 值测定
酒醅pH 值的测定见图2。

图2 酒醅pH 值的测定
取不同发酵时期酒醅样品质量10 g 在水浴温度30 ℃,水浴时间30 min 后其pH 值的测定。发酵过程中pH 值是微生物在特定环境下代谢活动的综合指标,是一项重要的发酵参数,对微生物的生长及代谢产物的形成有重要的影响[18]。大米在发酵过程酒醅的pH 值由初始的6.84 下降至最终的3.41,高粱再发酵过程酒醅的pH 值由初始的6.75 下降到了最终的3.18,大米和高粱在经过第二轮蒸煮后较第一轮发酵7 d 的酒醅都出现了pH 值增加的现象,可能是由于在蒸煮过程中造成了酒醅中酸的挥发。
2.3 不同发酵时期酒醅的淀粉含量测定
酒醅中淀粉含量的测定见图3。
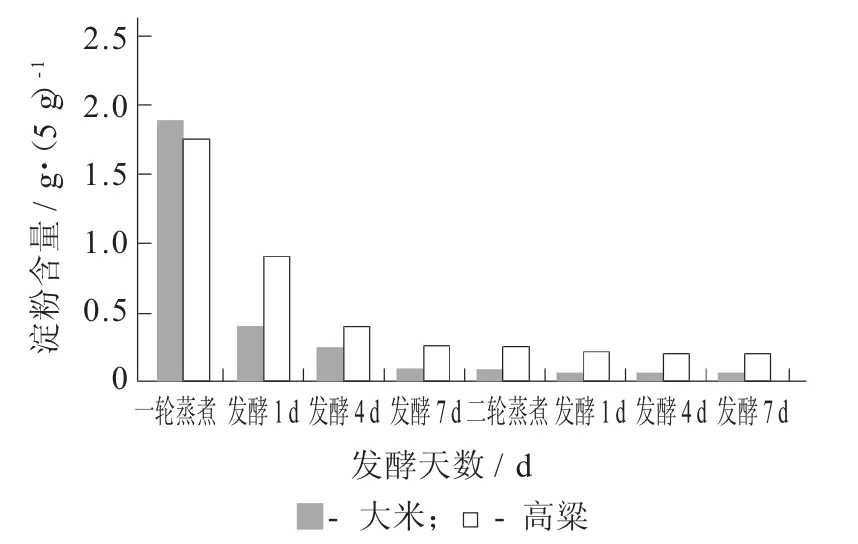
图3 酒醅中淀粉含量的测定
试验结果表明,大米淀粉含量从第一轮蒸煮的1.887 g/5 g快速下降至第一轮发酵第4 天的0.243 g/5 g,高粱淀粉含量从第一轮蒸煮的1.753 g/5 g快速下降至第一轮发酵第4 天的0.389 g/5 g,大米和高粱酒醅淀粉含量从第一轮发酵4 d 到第二轮发酵7 d 略微下降且保持平稳。由于在第一轮发酵前期原料中的淀粉含量高且霉菌和酵母菌生长代谢旺盛,是酒醅整个微生态系统中的优势菌,产生大量的淀粉酶,使淀粉水解产生单糖,因而前期淀粉含量下降较快[19-20],第二轮发酵逐渐趋于平稳是由于随着第一轮发酵淀粉被大量消耗,同时伴有有机酸的产生,造成了第二轮发酵的淀粉含量少且初始酸度高,酒醅中的较高酸度抑制了霉菌和酵母菌的生长代谢及淀粉酶的活性,使淀粉几乎不再分解的缘故。
2.4 不同发酵时期酒醅中淀粉的凝胶特性
2.4.1 不同发酵时期酒醅中淀粉溶解度的测定
取不同发酵时期大米酒醅中淀粉干基质量0.2 g各5 组,分别在30,40,50,60,70 ℃条件下水浴时间30 min 的溶解度。取不同发酵时期高粱酒醅中淀粉干基质量0.2 g 各4 组,分别在30,50,70,90 ℃条件下水浴时间30 min 的溶解度。
大米酒醅淀粉的溶解度见图4,高粱酒醅淀粉的溶解度见图5。

图4 大米酒醅淀粉的溶解度

图5 高粱酒醅淀粉的溶解度
结果表明,大米淀粉与高粱淀粉的溶解度变化趋势十分相似,当大米和高粱酒醅的发酵天数相同时随着温度的增加而增大,当大米和高粱酒醅的水浴温度相同时随发酵天数的增加而降低并趋于稳定。
2.4.2 不同发酵时期酒醅中淀粉膨润力的测定
取不同发酵时期大米酒醅中淀粉干基质量0.2 g各5 组,分别在30,40,50,60,70 ℃条件下水浴时间30 min 的膨润力。取不同发酵时期高粱酒醅中淀粉干基质量0.2 g 各4 组,分别在30,50,70,90 ℃条件下水浴时间30 min 的膨润力。
大米酒醅淀粉的膨润力见图6,高粱酒醅淀粉的膨润力见图7。

图6 大米酒醅淀粉的膨润力

图7 高粱酒醅淀粉的膨润力
结果表明,大米淀粉与高粱淀粉的膨润力变化趋势十分相似。当温度达到70 ℃时,大米淀粉糊化速度迅速增加,淀粉结构被破坏,淀粉颗粒受热膨胀急剧吸收周围水分,并溶解在水中,使其溶解度与膨润力的快速增加。高粱淀粉的温度达到90 ℃时,淀粉糊化速度才迅速增加,溶解度与膨润力的才快速增加。通常,天然淀粉尤其是大米淀粉,溶解度较低,其他淀粉只有当温度大于淀粉的糊化温度使晶体崩解后,才会有一部分直链淀粉分子从膨胀的淀粉颗粒中析出[24],大米淀粉在较低的温度下直链淀粉就能从淀粉颗粒中析出,淀粉颗粒的比表面积增大,水分子与羟基结合机会增多,导致加热后淀粉的溶解率增加,说明大米淀粉在70 ℃时开始糊化,由于糊化作用淀粉结构被破坏,与水分子相互作用力增大,吸水量迅速提高,高粱淀粉由于未达到糊化温度,膨润力和溶解度增长缓慢[21]。
2.4.3 不同发酵时期酒醅中淀粉持水度的测定
取不同发酵时期大米与高粱酒醅样品干基质量各1 g 与15 mL 水中溶解1 h 淀粉的持水度变化。持水度主要反映了淀粉与水的结合程度,向淀粉中加入一定量的水,经过搅拌混匀后,水分子进入淀粉的结晶区域,并容易与暴露出来的羟基形成氢键,即使在离心条件下也不易分离[23]。经试验结果表明,随着大米与高粱发酵天数的增加,淀粉的持水度逐渐降低,并趋于稳定。
淀粉的持水度见图8。

图8 淀粉的持水度
3 结论
对多轮次小曲白酒发酵过程中酒醅的水分含量、pH 值和淀粉含量进行了测定,对其酒醅中淀粉凝胶特性的变化进行了研究。结果表明,从大米酒醅提取出的淀粉的溶解度与膨润力在相同温度下始终高于从高粱酒醅中提取出的淀粉的溶解度与膨润力,淀粉的持水力随着发酵天数的增加逐渐降低并趋于平衡。结果表明,酒糟应该至少使用3 轮以上,酒醅中的支链淀粉才基本利用完全。通过探究酒醅中淀粉性质在酿造过程中的变化,可能会对白酒生产过程中关于减少丢糟的研究提供一定的理论依据和技术参考,也有助于丢糟再加工产业链的扩充。
