复合材料铺层方向制造符合性验证方法研究
2023-11-17刘萍洋
摘 要 近几年来,随着复合材料工艺的普遍应用,复合材料制造符合性问题日益凸显,影响航空装备质量,特别是国产大飞机制造符合性问题,逐步引起用户及主制造商重视。一旦复合材料制造过程得不到有效控制,出现工艺过程参数或结果与规定的不相符,对产品质量将产生较大影响。本文将结合以往复合材料制造过程中出现的质量问题,针对复合材料铺层方向错误质量问题开展调查分析,研究其制造符合性的验证方法,以便准确识别故障产品范围,分析根本原因并制定改进措施,控制质量成本损失。
关键词 质量问题调查;符合性验证;光学显微镜;热揭层试验
Research on Verification Method of Manufacturing
Conformance in the Layering Direction of
Composite Materials
LIU Pingyang
(Harbin Aviation Industry Group, Harbin 150066)
ABSTRACT In the recent years, with the widespread application of composite technology, the problem of composite material manufacturing conformity has become increasingly prominent, which affects the quality of aviation equipment ,especially the problem of domestic large aircraft manufacturing conformity ,and gradually attracts the attention of users and main manufactures. Once the composite material manufacturing process is not effectively controlled, the process parameters or results are inconsistent with the regulations, which will have a greater impact on product quality. This paper will combine the quality problems in the past composite manufacturing process, analyze the quality problem of the wrong direction of the composite material layup, and study the verification method of its manufacturing conformance, in order to accurately identify the scope of the fault product, analyze the root cause and make the corrective action, control the quality cost loss.
KEYWORDS quality problem investigation; conformity verification; optical microscopy; heat stripping test
通訊作者:刘萍洋,女,研究生,高级工程师。研究方向为质量管理。 E-mail: liupingyang@avic.com
1 引言
复合材料用作航空结构材料近年来在国内外取得了人所共知的快速发展。以航空而言,国外军用飞机复合材料站全机结构质量已达到约50%的水平,直升机、无人机、通用飞机则已达到80%~90%的水平。国内虽有差距,但近年来也有了长足的进步,复合材料结构质量已达到结构总质量的40%以上。尽管复合材料仍存在着成本高、产品成型自动化程度低等问题,但是,随着人类社会对航空更高力学性能及减重要求的增加,复合材料在航空工业上的应用将会有更大的发展。
随着复合材料工艺的普遍应用,复合材料制造符合性问题日益凸显,影响航空装备质量,特别是国产大飞机制造符合性问题,逐步引起用户及主制造商重视。复合材料制造属于特殊过程,其输出结果在后续的检验或试验中不易或不能经济地被验证,只能通过破坏性检测验证其结果,其问题或缺陷在产品投入使用后或服务交付后才会被发现。一旦复合材料制造过程得不到有效控制,出现工艺过程参数或结果与规定的不相符,对产品质量将产生较大影响。
铺层过程是复合材料制造过程中的重要环节,需要进行过程管控,确保各项参数满足设计和工艺要求,一旦铺层方向错误,将影响强度值,进而不能满足产品预期要求。因此,有必要对铺层方向符合性验证方法进行研究,寻求最为高效、准确的验证方法,识别产品影响范围,有针对性的制定改进措施,避免不合格产品在投入使用后或服务交付后被发现,造成更为严重的质量损失,影响公司信誉。本文将结合以往复合材料铺层方向错误质量问题进行分析,研究其制造符合性的验证方法,以便准确识别故障产品范围,控制质量成本损失。
2 问题调查与分析
由于纤维取向不同,铺层顺序不同等都会造成制品强度差异很大,影响产品性能,针对复合材料铺层错误问题进行了调查分析。
2.1 问题描述
用于设计许用值试验的复合材料试片在切割过程中发现,部分试验件纤维方向错误,贴膜面第一层铺层纤维方向应为为±45°,实际为0/90°,铺层纤维方向错误。
铺层方向对层合板力学性能影响较大,其中以45°作为最外层的层合板力学性能最佳。因此,试片铺层方向错误将影响试验结果,导致试验失效。
2.2 调查过程
当出现任何不合格时,应对不合格造成的后果进行处理,以减少损失、风险和影响,如对已放行产品和服务的追回,对已造成顾客抱怨或投诉进行处理等。要采取纠正措施消除产生不合格的原因,在实施任何纠正措施前,组织应针对已发生的不合格状态进行调查,分析判断不合格的性质及其影响。通常不合格调查包括以下内容:
(1)问题的范围。
(2)问题影响了哪些方面,确定受问题影响的因素。
(3)对组织、顾客及其他相关方的实际影响有哪些。
铺层质量问题调查过程中可以分别从人、机、料、法、环、测六个方面进行确认以上内容。
(1)人员:核查操作人员和检验人员是否经过岗位专业技能培训,通过岗位专业技能考核,取得相应的岗位操作证且在有效期内,必要时持有等级资格证书;
(2)设备:试片制造过程采用手工铺层,不涉及设备;
(3)材料:复查制造指令,确定实际使用预浸料的材料符合文件要求;
(4)方法:工艺文件应符合上层文件要求,对工艺参数的控制方法、检验方法等应有具体的规定,明确质量控制条款,详细规定人员资质、材料、设备、工装、仪器、仪表要求,工艺过程、方法、参数以及操作程序具体内容,检验检测方法、环境和安全等具体规定,确保文件的充分性、适宜性及可操作性。工艺文件变更应满足设计及标准化要求。对于民航受控文件的更改,应按规定呈报中国民用航空局(CAAC)批準。对顾客有要求控制的文件,应提交顾客代表审签。
(5)环境:在CCA内实施铺层工序,无环境变化。
(6)检测:检验人员应按现行有效的工艺文件对各工序进行过程跟踪、监督和检查,监督检查工艺规程的执行情况和原始记录的记录情况,按要求开展检测、化验、分析试验等,确认操作人员的操作过程符合工艺文件的规定。检测方法应符合工艺文件及相关标准的要求。
经调查分析,试验件制造工序为:“蒙皮-胶膜-蜂窝-胶膜-蒙皮”。在胶膜未到车间的情况下,操作者利用操作台,提前分别实施了上、下蒙皮预浸布的铺贴。待胶膜准备好后,再将蒙皮转移到平板工装上,按“蒙皮-胶膜-蜂窝-胶膜-蒙皮”的总体顺序完成试板铺贴。由于预浸布为同一种材料,形成蒙皮后外部仍带有保护膜,且多人集体操作,在转移到平板工装过程中,操作者对于蒙皮的正反方向、蒙皮上下位置等的判别存在疏漏,检验员通过目视检查来判断铺层符合性,过程把关不严,存在错漏检情况,导致部分试板的预浸料纤维方向颠倒。
3 铺层方向符合性验证方法研究
质量问题解决的第一项是确认问题,只有充分的认识问题,识别问题影响范围,才能确保措施有效性。因此,在切割后发现部分试片铺层方向错误后,需对所有试验件的制造符合性进行验证,确定影响范围,对铺层错误试片进行补制。针对铺层方向问题,分别采用打磨、光学显微试验及热揭层试验方法进行符合性验证。
3.1 打磨方法研究
3.1.1 符合性验证方案
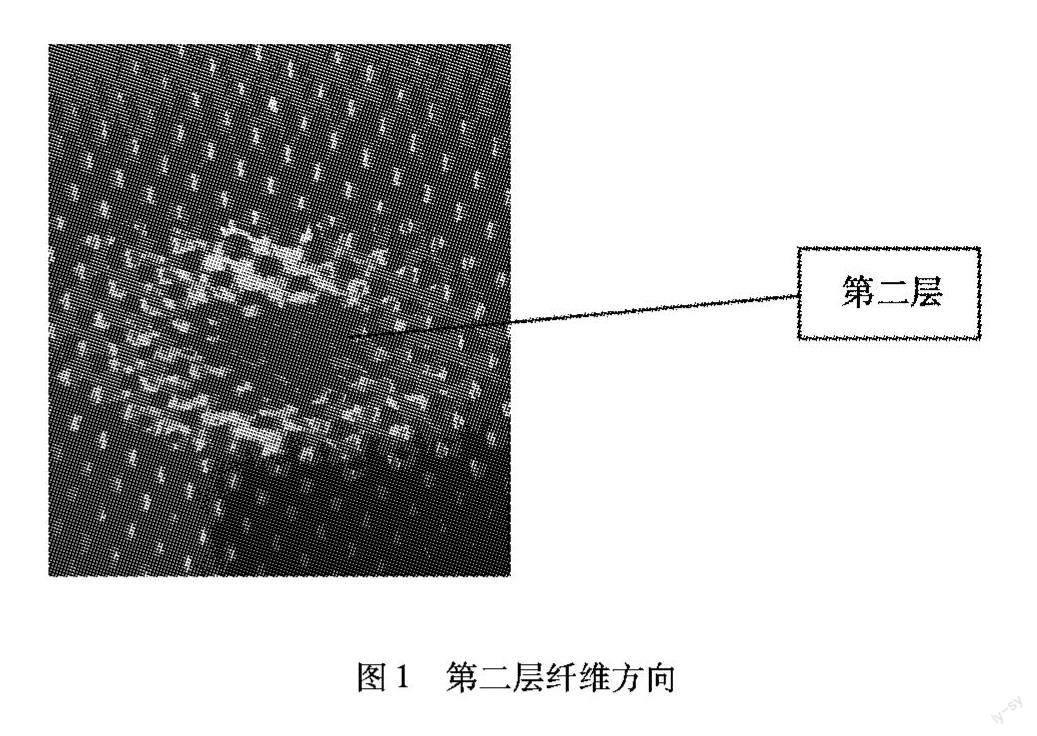
采用砂纸打磨第一层铺层,通过第一层与第二层纤维对比,识别第二层铺层的纤维方向,确认纤维方向符合性。但继续打磨第二层铺层,对比第二层与第三层铺层的纤维方向,则层与层之间界面不清晰,纤维方向不易识别,因此打磨法虽然操作方法简单,但仅适用于2~3层铺层零件。第二层纤维方向如图1所示。
3.1.2 小结
打磨方法仅适用于3层以下铺层的零件,对于较多铺层零件,通过打磨方式不能清晰识别各层纤维方向,且打磨周期较长,效率低。
3.2 光学显微试验方法研究
3.2.1 试验原理
采用光学显微镜对表面纤维形貌及内部缺陷进行识别分析。光学显微镜的基本原理是利用光学原理将微小物体放大成像的光学仪器,取与纤维轴向垂直的截面作为试样,进行磨制、抛光后利用光学显微镜将试样放大到足以观察的程度,来判断试样截面纤维方向。
3.2.2 符合性验证方案
采用磨抛机打磨试件,先用粗砂纸粗磨,再用细砂纸进行磨制。每换一道工序都需要用流动的水将试样冲洗干净。抛光过程中尽量多去除试样的尖角、飞边,防止试样在抛光时飞出及损伤抛光布。抛光后试样在流动的水下冲洗干净,吹干后方可进行观察。
采用金相显微镜观察截面,调节瞳间距,用双手握住双目筒组件,通过目镜观察,调节双目视场,直到左右视场完全重合图像清晰。将倍数调到所需放大倍数,使用调焦旋钮对样品精确聚焦。待成像清晰后,通过目镜进行观察、分析、测量等。试验过程中可将显微倍数分别设置为100、200、500、1000倍,以识别截面纤维方向。
3.2.3 小结
受复合材料表面粗糙度及放大倍数影响,通过放大截面无法准确识别铺层纤维方向,此种方法适用于孔隙率检测。
3.3 热揭层试验方法研究
3.3.1 试验原理
复合材料热揭层试验是一种有损检测方法,利用树脂高温下的热解特性,使树脂基复合材料层间分离,观察复合材料层间形貌。
热揭层是基于树脂热解特性发展的一种试验方法。复合材料基体树脂固化成型后在一定的温度下能够热解,产生一部分低分子量的气体物质而挥发出去,大部分的低分子聚合物依然留在了原来的位置,保留各铺层的完整性,使得层板各层之间分离,通过人工揭开,可以观察到层板界面损伤和缺陷形貌,同时可清楚识别纤维方向。
3.3.2 符合性验证方案
在试验件上沿试验件长度方向取样,试样面积不要太小,太小热解时容易松散不利于揭层;也不宜太大,太大试验的中间区域树脂热解不充分,层级不能充分分离,揭层时容易破坏表面形貌,造成试验失败。为保证试验效果,提高试验效率,通过多次试验,确定取样尺寸为30mm×20mm,保持试样的长度方向与试验件长度方向一致,并及时在试样上进行序号标记,保证试样标记的可追溯性,具体验证方案如下:
(1)在取样试块的上、下表面分别做好序号和相应表面的标识。
(2)采用热揭层试验方法验证铺层方向,热揭层试验成败的关键在于热解温度及保温时间的选择。热解温度和保温时间取决于基体树脂的型号、层板的厚度以及固化工艺等因素,很难给出一个通用的标准的热解温度和保温时间,因此在进行热揭层试验前应用相同层板的边角余料进行探索,确定参数后再开展验证。厚度的变化影响热揭层的工艺参数,随面积和厚度的增大,热解温度和保温时间也需相应增加。经试验,选择设定参数:400℃,2小时。烧制完成后,试样表面层完整,纤维不松散,局部出现须状,从截面看,各层之间自然分离,层间微微张开,每个单层保存完整。试样热解冷却后用镊子逐层进行剥离,目视检查铺层纤维方向。
(3)试验件进行热揭层试验时,及时进行标识转移,保证标记的可追溯性,逐层剥离并拍照。在进行拍照时要做好试验件编号、上下表面、每层铺层序号和理论方向的标识,并做好符合性记录。
(4)将各层铺层方向与工艺规程中规定的铺层方向进行比对,确认试片铺层符合性。
3.3.3 小结
通过试验确定热揭层试验的热解温度和保温时间,烧制完成后可准确识别复合材料铺层纤维方向。
4 根本原因分析及纠正措施
4.1 根本原因分析
常用的根本原因分析方法有因果图(鱼刺图)、5WHY法、FMEA分析等,也可以将问题原因分两种:发生端和流出端原因。在使用5WHY法的过程中,可分别从这两方面进行分析。发生端即从“制造”的角度,思考为什么会发生;流出端包括:从“检验”的角度、从“体系”“流程”的角度,思考为什么没发现,为什么没有从系统上预防事故。
复合材料铺层错误问题的发生端是操作过程,流出端分别为检验过程和车间质量管理体系,从这两个方面分析问题的根本原因为:
操作者、检验员对产品制造过程的质量管控意识不强。操作者未按工艺规程给出的“逐层铺贴”顺序要求进行试板铺层;检验员对制造过程质量监控不到位,存在错漏检问题;管理上没有识别存在的风险,未采取有效的控制措施。
人员操作、工艺方法对产品质量的影响最为直接,变化因素也最为复杂,根据产品结构特点和验收技术条件要求,策划、制定合理的工艺方法,严格管控人员操作,是复合材料产品质量好坏的关键。
4.2 纠正措施
纠正措施是为消除已发现不符合或其他不期望情况的原因所采取的措施,通过该措施的实施,可防止同类不符合的再次发生。纠正措施分为两种:应对问题表面原因的立即措施和根本原因纠正措施。
4.2.1 立即纠正
立即纠正为消除已发现的不符合所采取的措施,复合材料铺层方向错误问题的立即纠正为对存在问题的试验件按设计要求进行补制。
4.2.2 根本原因纠正措施
纠正措施必须与产生原因相对应。组织应评审所采取的纠正措施的有效性,确认其是否达到了消除不合格的原因并防止再发生或在其他场合发生的预期目的。
4.2.2.1 细化工艺规程编制
针对铺层方向问题增加防差错设计,合理增加操作和检验的控制点,明确简单并可操作的识别方法,完善相关工艺文件。
4.2.2.2 加强过程控制监督
对完善后的工艺文件实施评审,并将铺层纤维方向控制内容列入工艺文件会签的强制要求。开展专项质量巡检,对制造过程加强监督检查。
对操作人员不仅要进行静态水平控制,如专业知识、上岗证、经验等,更为重要的是控制操作人员的动态水平,如质量意识、对生产指令内容熟练程度、工艺纪律执行情况等。检验员应按照工艺流程对过程要素和工序中形成的产品质量特性要求进行控制。复合材料制件过程时间较长、工序多,经常变化工作场地,对人员调整和变化必须严格控制,保证工序流程作业的符合性。
4.3 预防措施
預防措施是为消除潜在不合格或其他潜在不期望情况的原因所采取的措施。预防措施可以是风险管理、防错、失效模式及效果分析、设计评审和全面预防性维护等。针对管理上的薄弱环节或漏洞,健全和完善规章制度,从制度上避免质量问题的发生。
铺层方向错误问题的预防措施为强化风险识别管控。应明确管理要求,制定风险管控措施,培训各类人员生产现场管控措施及要求,提高人员质量意识。
5 结语
本文针对复合材料试验件铺层方向错误问题,分别采用打磨、光学显微镜及热揭层试验三种方法进行符合性验证研究,识别出不同验证方法适用的情况,其中热揭层试验方法在确定热解温度和保温时间并烧制完成后,可准确识别复合材料铺层纤维方向,是最为高效、准确的判定方法。在充分识别质量问题影响范围的基础上,开展根本原因分析,制定改进措施,加强过程管控,为复合材料产品质量改进提供参考和思路。
参 考 文 献
[1]侯卫国,张卫方,王晓亮,等.树脂基复合材料缺陷的热揭层试验技术[C].全国失效分析学术会议,2009.
[2]谯盛军,王飞,焦瑾,刘璐.铺层对复合材料层合板力学性能影响的研究[J].西安航空学院学报,2021(3).
[3]胡保全,牛晋川.先进复合材料[M].国防工业出版社,2006.
[4]耿金凤,邹勇.AS9100D理解与实施指南.机械工业出版社,2019.
[5]马少博,文立伟.复合材料自动铺放表面缺陷检测技术研究进展[J].复合材料科学与工程,2020.
[6]凌日文.复合材料制造过程质量控制要求的细化执行[J].航空标准化与质量,2012.
[7]凌日文,朱林.复合材料航空产品制造过程质量控制的应用研究[J].质量与可靠性,2013(3);25-28.
[8]唐啸东,沈真,刘俊石.检测复合材料层板损伤区的揭层法[J].复合材料学报,1986.
[9]王雪明,严志强.检测技术在复合材料质量控制中的核心作用及潜力展望[J].航空标准化与质量,2020.
[10]王天成,葛云浩,沃西源.先进复合材料成型工艺过程中的质量控制[J].航天制造技术,2011(1):42-45.
