CF/PEEKAZ31B镁合金摆动激光焊接温度场仿真分析
2023-11-14张大斌
龙 祥,张大斌
(贵州大学机械工程学院,贵州 贵阳550025)
0 引 言
碳纤维热塑性复合材料(CFRTP)和镁合金由于具有比强度高等优异的力学性能,是轻量化设计的潜在解决方案,也使得两者的连接在实际工程应用中成为必然[1]。然而,不同的物化性能使得接头保留较好的结构完整性充满挑战[2]。传统的机械连接和胶接存在应力集中、连接周期长和不环保等问题,激光焊接作为一种具有非接触式能量输入、低热效应、高效率和高灵活性等优点的新工艺,在CFRTP与金属的连接上有良好的应用前景[3, 4]。
合理的热输入是界面形成高质量接合的前提[5]。数值模拟作为一个有效减少成本和节省时间的研究手段,能够有效监测焊接过程的温度分布变化,因此,国内外很多学者对激光连接CFRTP与金属的温度场进行了研究,例如:JIAO等[6]建立了CFRTP-不锈钢数值模拟模型,研究了工艺参数对熔深和熔宽的影响。TAN等[7]建立了CFRTP-TC4数值模拟模型,结合试验,探讨了激光工艺参数对接头强度的影响。
目前,对CFRTP-镁合金激光焊接的研究较少,主要集中在工艺参数和界面处理对接头的影响上[8-9],还未见CFRTP-镁合金激光焊接数值模拟的相关报道。与不锈钢和钛合金等金属相比,镁合金具有更高的激光反射率和更低的沸点(1107℃),导致CFRTP-镁合金接头的形成对热量输入要求更为严苛[8]。由于普通激光焊接的功率密度高度集中,导致镁合金表面材料大量烧损和连接界面的树脂发生汽化,故本研究将以CFRTP中的一种材料CF/PEEK和AZ31B镁合金为研究对象,引入摆动激光焊接,以期减少焊接缺陷,并运用COMSOL建立温度场数值模型并验证,阐明摆动激光对CF/PEEK-AZ31B镁合金接头温度场的影响,为后续研究提供理论基础。
1 有限元模型的建立
CF/PEEK与镁合金的焊接过程中伴随着复杂的物理和化学变化,在保证计算精度的前提下,提高计算速度,对所建立的瞬态热传导模型作如下假设:CF/PEEK和镁合金均连续且各项同性;忽略界面处的化学反应、搅拌和对流现象;不考虑焊件与试验平台的热传导。
1.1 有限元模型的建立
焊接原理如图1(a)所示,采用搭接的方式对CF/PEEK与AZ31B镁合金进行激光摆动焊接,焊接模式为传导焊,激光能量加热金属,热量通过金属熔化树脂,在外部夹具压力下实现CF/PEEK与镁合金在物理和化学尺度上的紧密连接。摆动激光的扫描路径是由振镜圆形摆动和焊接头直线进给运动合成的,如图1(b)所示。

(a) 焊接原理
为提高计算效率,创建如图2所示的三维(3D)模型并进行结构化网格划分,激光影响最大的焊接区域采用正六面体精密网格,最大网格尺寸为0.1mm,过渡区域采用自由网格,远离焊接区域采用正六面体粗化网格,最大网格尺寸为0.6mm。
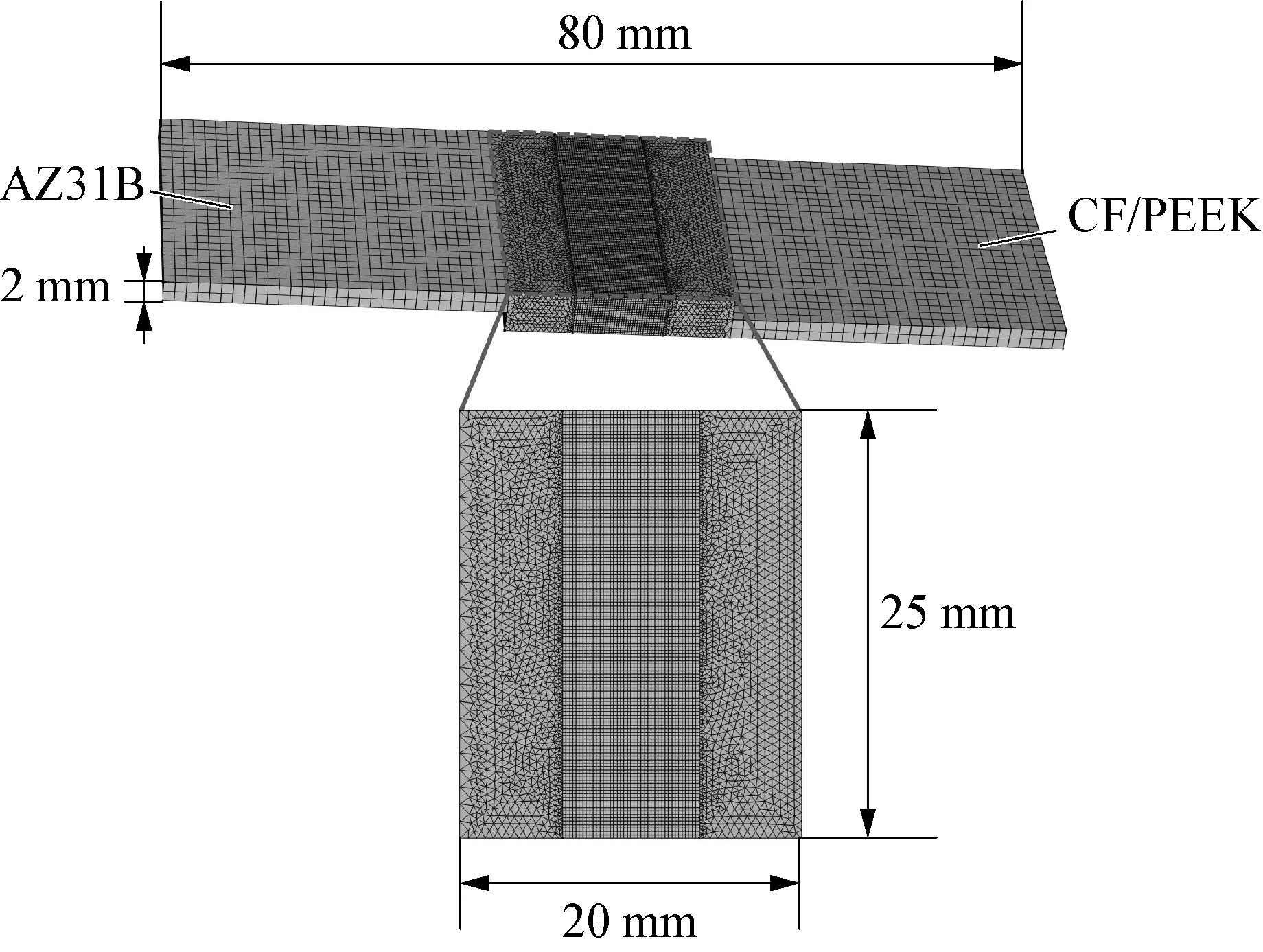
图2 三维模型和网格划分
1.2 材料的热物性能
利用合金性能计算软件JMatPro计算AZ31B镁合金的热物性能,计算结果如图3所示,利用插值函数将该结果导入COMSOL材料属性进行计算。
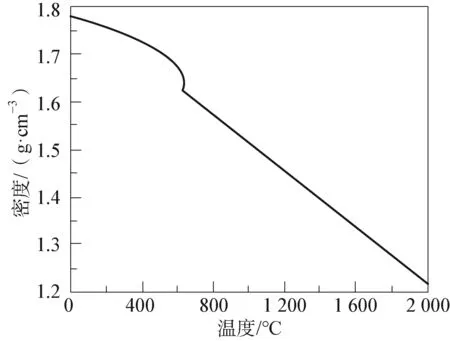
(a) 密度随温度变化曲线
CFRTP选用短碳纤维聚醚醚酮复合材料(CF/PEEK, PEEK-5600CF30),由于焊接过程温度变化范围较小,认为其热物性参数不随温度改变,具体参数见表1。

表1 CF/PEEK热物性参数
1.3 热源模型的建立
在该模型中采用热传导焊模式,因此选取符合高斯分布的激光面热源比较适合[10],其热源公式为:
(1)
其中,
m为热流集中系数,p为激光功率,η为材料对激光的有效吸收系数,r为激光的光斑半径,x(t)和y(t)为激光的扫描轨迹方程,x0,y0为热源中心初始位置,v为焊接速度,A为摆动幅度,f为摆动频率。当A=0mm时,激光为非摆动激光。
1.4 控制方程和边界条件
实际的焊接过程是典型的非线性瞬态传热过程,采用非线性传热方程为:
(2)
其中,ρ为密度,c为比热容,T为焊件表面温度,K为导热系数,Q为外部热源。
焊接前,焊件初始温度与环境温度都为25℃。焊接过程中,焊件温度升高促使焊件表面与环境发生辐射换热和对流换热两种热交换,适当增大换热系数将辐射换热耦合到对流换热中,换热表达式为:
qs=hconv(T-T0),
(3)
其中,qs为焊件表面散失的热能,hconv为总换热系数,T0为环境温度。
在焊件的实际装夹中,接头界面非完美接触,存在接触热阻。通过查阅文献和实际试验分析,设置界面接触热导率为11800W·m-2·K-1[11]。
2 仿真结果分析
2.1 模型验证
采用“熔池形貌对比法”进行验证。如图4所示,左侧为金相显微镜拍下的横截面熔池形貌,其熔合线用黑色线条标出;右侧为模型横截面温度场,认为温度高于AZ31B镁合金熔点(650℃)为镁合金熔池。由图4可知,模拟熔池轮廓形貌与实际熔池轮廓形貌较为吻合。
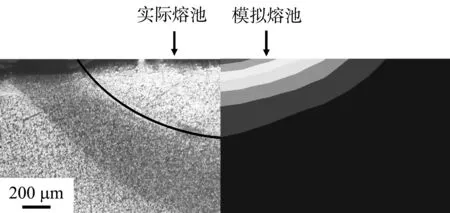
图4 熔池形貌对比图
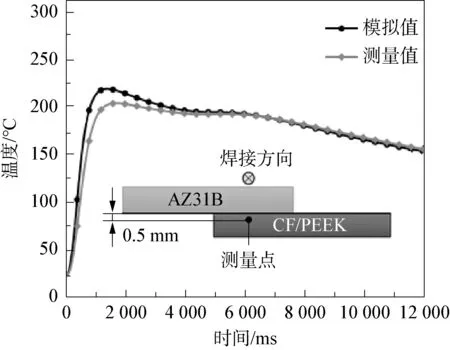
图5 模拟和测量所得热循环曲线对比
采用“热循环曲线对比法”进一步验证该模型的准确性。在CF/PEEK一侧距离连接界面0.5mm处设置温度采集点,使用K型热电偶采集温度,对比该点计算热循环曲线和测量热循环曲线,如图2所示,两者峰值温度差小于19℃,且变化趋势基本一致。
通过熔池形貌尺寸对比和热循环曲线对比,可知模拟结果与测量结果吻合较好,说明所建立的CF/PEEK-镁合金摆动激光模型计算结果是可靠的。
2.2 摆动激光对温度场的影响
计算如表2所示工艺参数下的温度场,对比摆动激光与非摆动激光的计算结果,从能量输入和温度分布角度出发,探究摆动激光对接头质量的影响。

表2 工艺参数
2.2.1 镁合金表面温度场
图6为AZ31B镁合金上表面焊缝中心处在非摆动激光和摆动激光作用下的温度场特征图。由图可以看出,非摆动激光与摆动激光的温度场形状都呈流星状,移动热源前方的等温线较密,温度梯度较大,这是由于热源前端吸收的能量远大于散失的热量,与实际焊接过程的温度分布相符;两者的不同在于,非摆动激光的温度场关于焊接方向对称,而摆动激光的温度场随着激光的圆形摆动前进,形状上并不对称,并且通过温度场与图例色卡对比可以看出,摆动激光作用下的AZ31B镁合金表面的峰值温度较非摆动激光作用下的温度低。其原因为:一方面激光的摆动使得热量沿着焊缝的宽度方向扩散;另一方面,摆动激光焊接与非摆动激光焊接的激光功率P和焊接速度vw均为600W和6mm/s,且其线能量对于非摆动激光焊接,其热源移动速度vs即为焊接速度vw,故其线能量为100J/mm,而摆动激光焊接的光斑扫描速度vs由式(4)计算得约为125.66mm/s,则其线能量约为4.77J/mm,意味着焊件单位长度内吸收的热量减少,故出现摆动激光焊接的峰值温度低于非摆动激光焊接的这一现象。
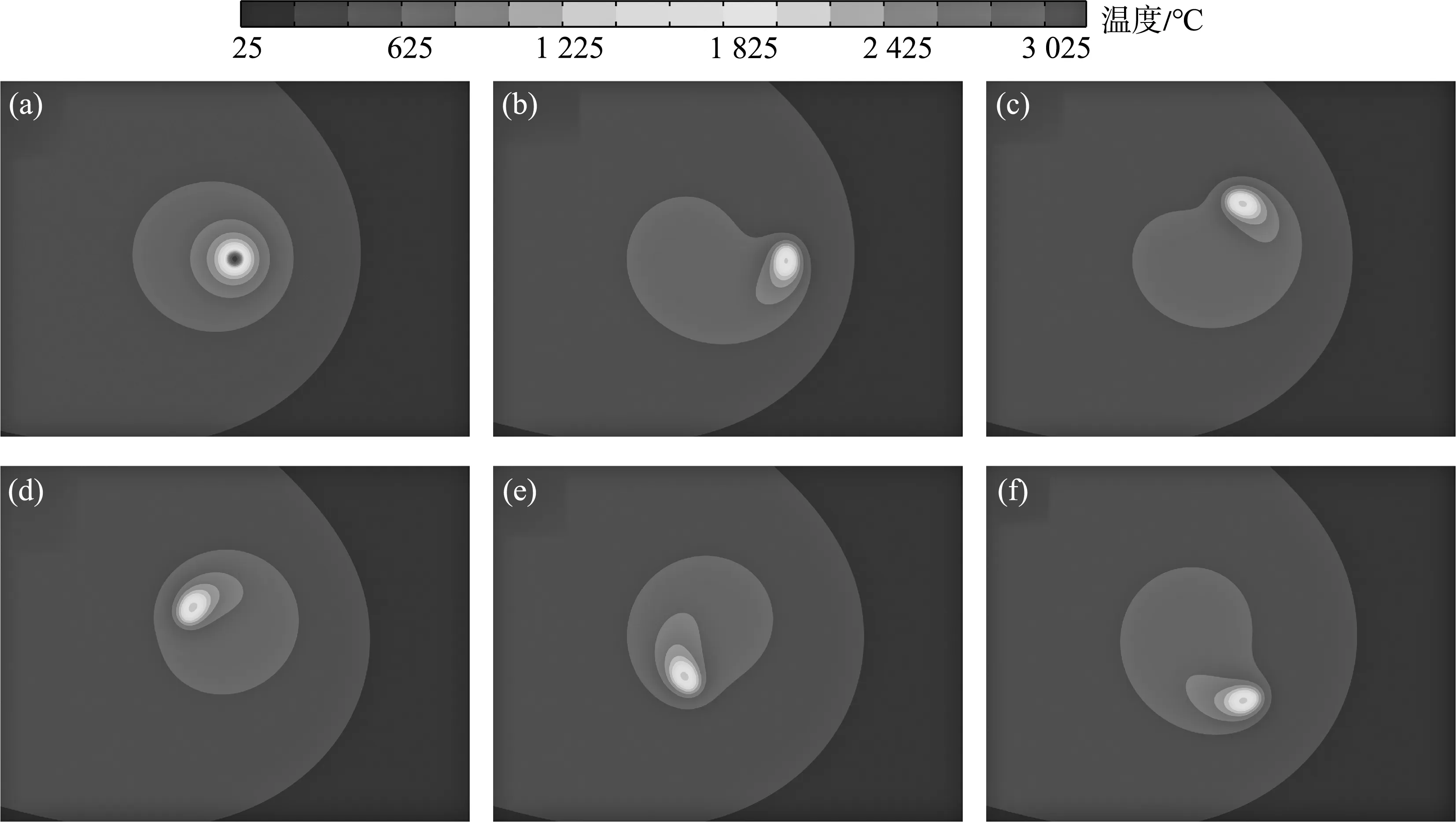
图6 AZ31B镁合金上表面温度场分布图。(a)非摆动激光焊接焊缝中心温度场;(b~f)摆动激光焊接焊缝中心处一个周期T=50ms内的温度场分布
(4)
为了进一步研究摆动激光与非摆动激光作用下AZ31B镁合金表面温度的变化规律,分析如图7所示的特征点A,得到如图8所示的热循环曲线图。在0~4166ms内,焊件处于激光加热阶段,而后激光离开焊件,焊件开始冷却并最终降至环境温度。在非摆动激光的作用下,随着热源靠近A点,A点温度急速升高,当时间为2083ms时,热源移动至焊缝中心点A,温度到达最大值3160℃;在摆动激光的作用下,在靠近A点到远离A点这一时间区间内,温度以非等幅振荡的形式上升和下降,这是由于激光的摆动使得激光靠近和远离A点这一动作重复多次造成的,该现象不仅减少了焊件因急冷急热造成的热变形和热裂纹等缺陷,还使得摆动激光焊接下的镁合金表面温度梯度更小,同时也可看出,摆动激光下的峰值温度为2180℃,远小于非摆动激光焊接下的3160℃,峰值温度的降低有助于减少镁合金表面材料的汽化烧损。
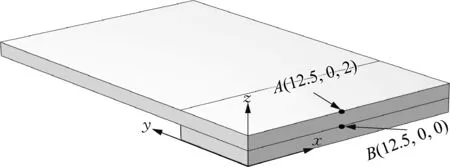
图7 接头上的特征点选取
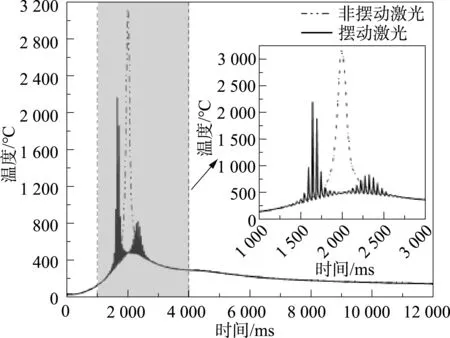
图8 AZ31B镁合金表面焊缝中心点A热循环曲线图
2.2.2 界面温度场
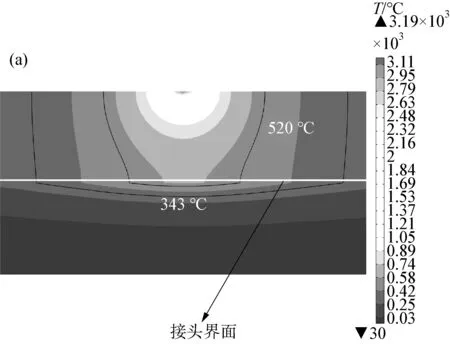
图9为AZ31B镁合金—CF/PEEK界面温度场一段时间内的温度场变化。界面有效连接温度区间343~520℃在图中用黑线标出。由图9可知:在同一功率和焊接速度的情况下,摆动激光焊接下的界面温度梯度较非摆动激光更小,温度场分布更加均匀;摆动激光较非摆动激光界面熔合面积更大,非摆动高温区域更为集中,虽然非摆动激光焊接满足了CF/PEEK的熔融温度条件,但部分区域温度大于520℃,会造成CF/PEEK的分解,导致焊接过程中气孔的产生,并降低接头的有效结合面积,使得接头强度下降。
图10为特征点B的热循环曲线,其曲线特征和趋势与特征点A基本一致,可以看出,非摆动激光焊接的峰值温度达到了581℃,高于CF/PEEK的分解温度,而摆动激光焊接的峰值温度为461℃,满足有效连接温度区间;摆动激光焊接下,由于B点远离激光直射,较A点对激光的摆动敏感性低,故B点处的温度非等幅振荡变化的振幅比A点处的小。
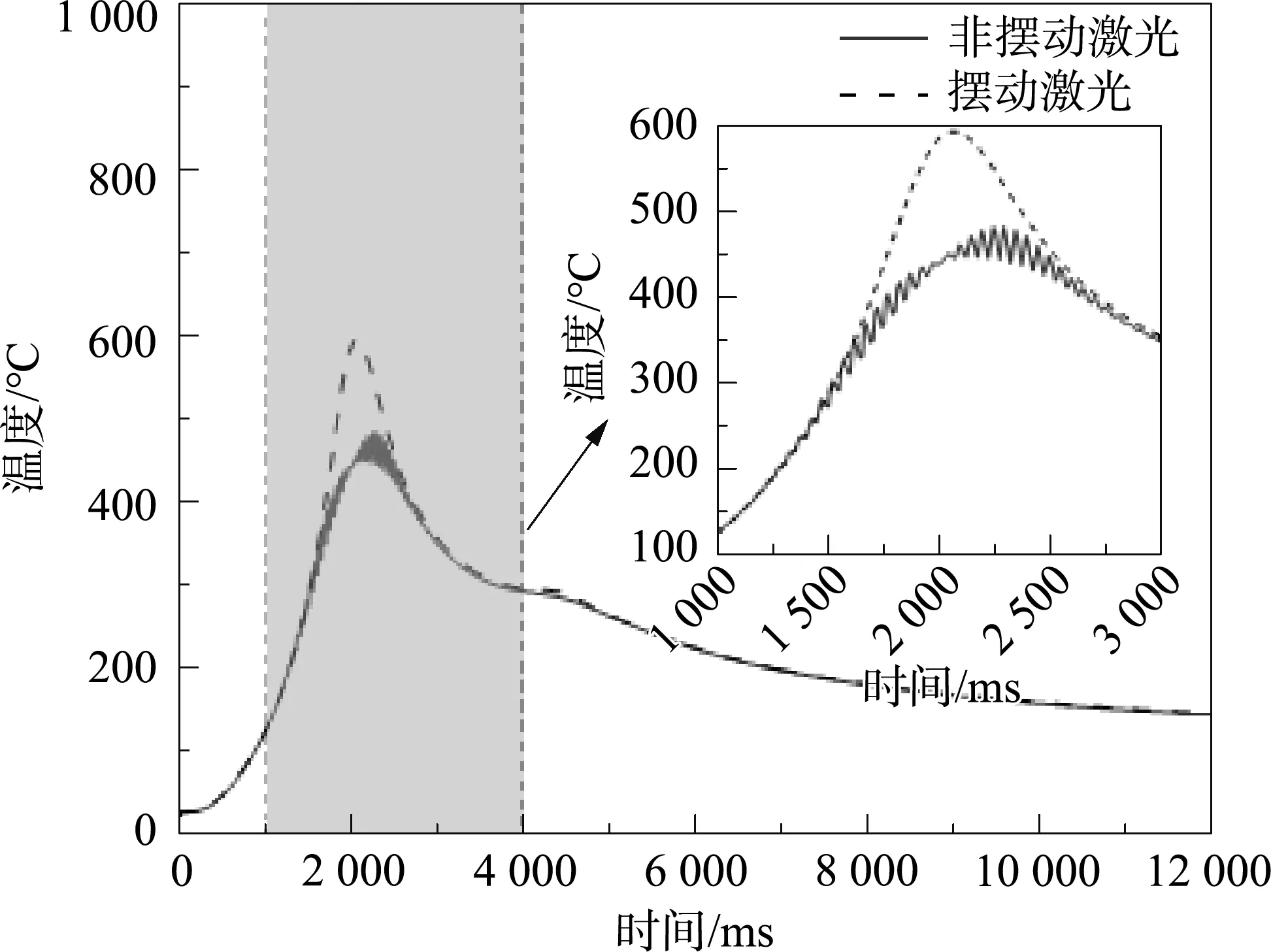
图10 接头连接界面焊缝中心点B热循环曲线图
2.2.3 截面温度场
图11为非摆动激光和摆动激光焊接下的横截面温度场图。在该模拟图中,用黑色实线标出接头的有效结合温度范围,白色实线表示接头的结合面。
(a) 非摆动激光
观察两者的横截面瞬时温度场分布可以发现,在同一焊接速度下,当光斑辐照位置处于焊件长度方向上的中心时,非摆动激光的光斑正好处于焊缝宽度方向上的中心位置,且瞬时温度场呈中心对称分布,而摆动激光由于摆动特性,其光斑并不一定处于焊件宽度方向上的中心处,并且其瞬温度场随激光的摆动而呈现非对称的特征。通过观察图例也可知,摆动激光下接头峰值温度低于非摆动激光的峰值温度,原因是激光的摆动使得接头宽度方向上的温度分布增多,深度方向上的温度分布减少。观察接头结合面处温度和接头有效结合温度范围,也可以看出,非摆动激光焊接在接头结合面处的温度存在大于CF/PEEK分解温度的情况,CF/PEEK的分解出现的气孔会降低接头的有效结合面积,从而将低接头强度。
3 结 论
本文通过考虑温度对镁合金热物性参数的影响,并拟合实际的激光热源移动路径,建立有限元模型,然后对CF/PEEK-AZ31B激光焊接温度场进行计算,得到的主要结论如下。
(1) 对接头AZ31B镁合金部分进行熔池形貌对比,对接头CF/PEEK部分进行了热循环曲线对比,模拟结果与实测结果较为吻合,说明所建立的模型和计算结果是可靠的。
(2) 对比分析了摆动激光和非摆动激光作用下的接头温度场特征,结果表明,摆动激光能够有效提高接头质量。其原因为:摆动激光热源的实际运动速度较非摆动激光的小,因此摆动激光的单位长度线能量输入较非摆动激光的小,故摆动激光可有效降低AZ31B镁合金表面的峰值温度,减少材料的烧损;摆动激光焊接过程中,特征点的加热过程和冷却过程呈“非等幅振荡”上升和下降,避免了材料的急冷急热,使得温度场更加均匀;同工艺参数下,摆动激光可有效解决非摆动激光焊接导致的接头连接界面的温度分布集中造成的CF/PEEK树脂热分解这一现象。
