面向同一认定的铝丝剪切痕迹腐蚀修复显现
2023-11-13王晓晨李大武
王晓晨 李大武
(中国刑事警察学院刑事科学技术学院 辽宁 沈阳 110854)
1 引言
工具痕迹的分析利用在盗窃案、杀人案等案件侦破中发挥着重要作用[1]。案发现场中的工具痕迹常见客体为金属类材质,虽然具有特征稳定、不易改变等特性[2],但在现实生活中,金属物证极易受到存放条件、使用条件、环境条件等因素影响,痕迹表面易产生严重腐蚀的现象,导致痕迹表面被腐蚀产物所覆盖,影响表面痕迹特征的光学检验,给现场勘验人员和检验鉴定人员带来一定的实践困扰[3]。
铝及铝合金因其优良的加工特性和机械强度,是日常生活和工农业生产中应用最广泛的轻金属材料之一,同时因其具有一定的经济价值,极易成为犯罪分子盗窃的对象[4]。由于其制品使用的环境多为野外,在复杂的环境下容易发生局部腐蚀,导致构件的机械强度变差。如李云涛发现相对湿度对铝合金的腐蚀程度影响最大,蚀坑深度对相对湿度高度敏感[5];凌爱华研究了铝及铝合金不同腐蚀时间后宏观腐蚀形貌,结合扫描电镜(SEM)及能量色谱仪(EDS)研究发现纯铝表面腐蚀从变色开始,局部腐蚀后产生疏松白色腐蚀物及凝胶状腐蚀物,但随着时间的延长,氧化膜及氧化产物的形成对金属基体产生了一定的保护作用,将延缓基体的腐蚀溶解[6]。由于铝金属对腐蚀环境的敏感性,因此使用过程中一般要采用镀层、涂漆或者包覆方法隔绝空气和水分,对已经腐蚀的、失去金属光泽的铝制品,往往会采用物理清除方法或者化学清洗方法进行改善。物理清除方法是利用物理作用使物体表面得到清洁的方法。最为常见的方法有高压水射流清洗、超声波清洗或利用表面清洁液体如无水乙醇、丙酮的污渍清洗功能,对物证表面的腐蚀产物或者污渍进行简单擦拭清除,具有无损伤、速度快、无污染等优点,该方法已被广泛用于各种金属表面的清洗[7]。而化学清洗方法是利用化学反应原理,选择具有酸性或者碱性的化学试剂与铝金属表面的腐蚀产物反应,达到清洗表面腐蚀产物、恢复表面金属光泽的目的[8]。
已有研究表明铝金属的腐蚀过程分为初期、中期和后期。初期的腐蚀速率较快,生成的腐蚀产物多为疏松多孔的絮状物;中期腐蚀速率变缓,锈层增厚并逐渐变得致密,腐蚀48h后锈层的腐蚀深度可达41.26μm[9];而后期腐蚀速度则变慢至停止,不再新形成腐蚀产物。化学动力学研究表明,铝金属的清洗时间和温度为实验的速度控制因素,只有优化铝金属基体与化学清洗液反应的条件,才能保证金属表面的清洗程度[10]。由于物证客观和唯一性的特点,因而要充分保证清洗过程中保持物证微损或者无损状态,而传统的清洗方式不适用现场物证的表面清洁。腐蚀产物将掩盖金属铝表面的线条痕迹特征,本文以剪切铝丝形成的线条痕迹为研究对象,对其施加腐蚀条件,进而探讨物理、化学修复显现方法对工具痕迹同一认定的影响,以期为检验鉴定中的物证痕迹清洗提供数据参考和方法指导。
2 材料与方法
2.1 实验仪器与试剂
立体显微镜(LEICA-M125,德国徕卡微系统有限公司,柏林)、比较显微镜(CM-100B,广西梧州裕康仪器有限责任公司,梧州)、自动变焦三维表面测量仪(IFM G5,奥地利Alicona公司,格拉茨)、数码相机(G7XMARKII,佳能中国有限公司,北京)、钢丝钳(沈阳前进五金工具销售有限责任公司,沈阳)、铝丝(电缆线内芯 Ø3MM,上海)、洁迈牌超声波清洗机(型号020S,深圳市洁迈超声波清洗设备有限公司,深圳)、盐雾腐蚀试验箱(YMX/Q-010型塔式喷雾式,无锡苏南试验设备有限公司,无锡)、盐酸试剂(分析纯,质量浓度36%,中国国药集团,北京)、无水乙醇(分析纯,质量分数99.7%,中国国药集团,北京)、纯净水和烧杯等必备的化学器材。
2.2 铝丝样本制备及样本盐雾腐蚀
选择相同的剪切手法,利用钢丝钳的同一剪切部位制备实验样本,比对显微镜下观察剪切痕迹的比对效果。考察线条痕迹的自然连贯性,以及痕迹的深浅和形状是否与样本痕迹相符,形状和大小是否与预期相符[11]。按照国家标准GB/T 10125-2021进行盐雾实验参数条件设置[12],在盐雾实验过程中确保实验样本受检面朝上,并控制喷嘴连续喷雾4h和24h。待实验结束后取出样本,自然冷却,清洗后的样本需要进行分类保存待检。
2.3 铝丝表面剪切痕迹腐蚀后的处理方法
物理清洗法。选择020S型洁迈牌超声波清洗机进行铝金属表面清洗操作,同时观察表面清洗效果。超声清洗控制参数条件:介质为75%的乙醇,超声频率设定为40kHz,温度设定30℃,时间选择为10s、30s、60s、120s。通过不同清洗时间的对比,探究清洗效果良好的时间节点。
化学清洗法。选择化学试剂(HCl和HNO3)进行金属表面清洗,分别配制VHCl:VH2O体积比为1∶1、1∶2、1∶3、1∶4和VHNO3:VH2O体积比为1∶3、1∶4、1∶5、1∶6的混合溶液并搅拌均匀,分别浸泡铝断口腐蚀面5s、15s、30s、60s后取出,使用无水乙醇清洗表面并吹干,分类保存待检。
2.4 线条痕迹的特征宽度量化表征
使用image6.0的数据处理功能测量和统计铝金属表面线条痕迹腐蚀前后的变化,得到不同处理条件下线条痕迹宽度的定量数据。比较腐蚀前后线条痕迹宽度的变化,可以分析铝金属表面线条痕迹特征的变化规律。
3 结果分析与讨论
3.1 盐雾腐蚀前后的表面形貌
图1(a)为腐蚀前的扫描电镜表面形态,实验选择的铝线电缆线内芯,直径3mm,剪切后表面可见明显连贯的线条痕迹,痕迹呈平行状分布,线痕的边缘有微小凸起或凹陷。从表面观测效果来看,不如低倍显微镜下明显。图1(b)铝样品表面扫描形成EDS成分图,可见表面元素主要以Al元素(88%)分布为主,其余为6%的Na及4%的K。
图2为剪切空白样、盐雾腐蚀4h和24h的表面形态。图2(a)铝丝空白样显示剪切痕迹的外部轮廓边缘清晰、界限明显,表面有金属光泽,痕迹特征层次起伏明显,表面线痕流向与痕止缘垂直,可以分析为剪切工具所留;中间区域特定性线条痕迹较多,呈平行分布,检验鉴定价值较高;靠近痕起缘区域,线条痕迹的连贯性特征并不明显,伴有斜向分布的印压痕迹,影响了痕迹特征的连贯性。图2(b)为盐雾腐蚀4h后的形貌,与空白样相比区域特征变化明显。其外表面的轮廓边缘不再清晰明显,局部区域出现不同深度和大小的腐蚀坑带,所生成的腐蚀产物覆盖在痕迹表面,导致空白样表面颜色变成灰黑色或者灰褐色;中间区域可见少有的几条粗大线条痕迹,细小的线条痕迹变得模糊且不连贯;斜向的加工花纹印压特征轮廓线被腐蚀产物覆盖而不可见,表面金属光泽受到一定程度影响。可见腐蚀诱发并不均匀,表现为局部腐蚀,靠近痕止缘附近可见仅有的几处粗大线条痕迹,检验鉴定价值不高。图2(c)为盐雾腐蚀24h后的表面形貌,可见大量的腐蚀产物呈团簇状分布在空白样表面,边缘的轮廓线不清,界限模糊,表面已无可见的线条痕迹,检验鉴定价值丧失。
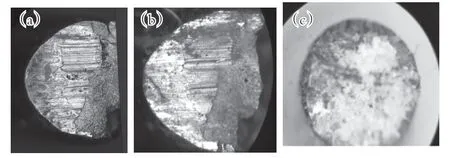
图2 空白样(a)、盐雾腐蚀4h(b)、腐蚀24h(c)的铝金属剪切断头表面形貌
盐雾实验表明铝金属的腐蚀程度会随着腐蚀时间的延长而逐渐加大,伴随着局部腐蚀坑的形成,表面腐蚀产物逐渐向两侧及边缘扩散,腐蚀产物布满表面,影响了线条痕迹的直接观察。
图3为腐蚀前后的微观表征图,可以看到铝金属表面在腐蚀前后的状态差异。图3(a)中可以清晰地看到金属光泽,表面有明显的擦痕迹象,擦痕的边缘也比表面其他部分更加隆起,表面凸凹不平的情况非常明显,但没有其他杂质出现。图3(b)为铝金属表面在腐蚀后的状态,可以看到表面出现了大量的坑洞和凹陷,表面的平整度大大降低,整体呈现出一种粗糙的状态。这是由于腐蚀剂对铝金属表面的化学反应导致的,被称为铝的腐蚀性侵蚀。图3(c)EDS显示腐蚀表面除了含有氯、钠和铝元素外,氧元素的增加特别明显。图3(d)为表面腐蚀产物的XRD谱图,可见铝金属及Al2O3的衍射峰,表明腐蚀产物有Al2O3生成,但由于衍射峰较弱,说明Al2O3的含量非常少,其他物质并没有检出。表明薄薄的一层氧化铝覆盖在基体表面,遮挡了线条痕迹而不可见,这也为物理或者化学清洗提供了可操作的条件。与图3(a)相比,在空气作用下,铝金属表面会优先形成氧化铝保护膜来保护自身不被继续腐蚀。但当在中性盐雾环境时,氧化铝保护膜会破损且无法再生成,导致进一步的腐蚀现象产生,并在表面形成更多的氧化产物(如Al2O3),导致氧元素的含量变得更高。
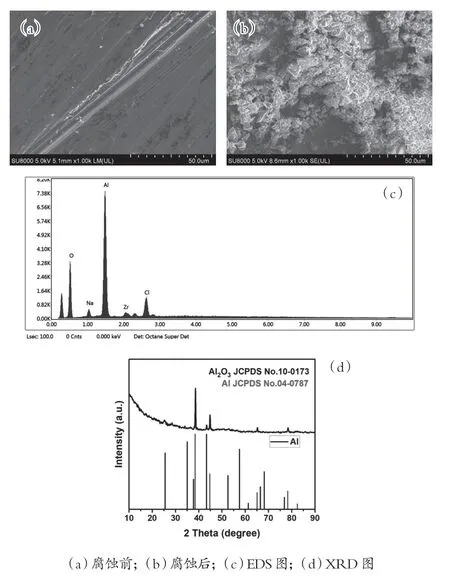
图3 铝金属腐蚀前后扫描电镜及EDS 图
图4为痕迹表面的凸凹曲线图,可以看出在经历24h中性盐雾腐蚀后,铝金属表面呈现出不均匀的腐蚀凹坑和凸起。这些凹坑和凸起的大小和形状不一,且分布不均匀,最高点和最低点的高度差为14.6μm,表明腐蚀过程中铝金属表面受到了盐雾液滴的影响。此外,在图像上还可以观察到一些裂纹和孔洞,这些缺陷可以进一步加速材料的腐蚀过程并降低其耐腐蚀性能。随着盐雾时间的延长,裂纹和孔洞会逐渐扩大。
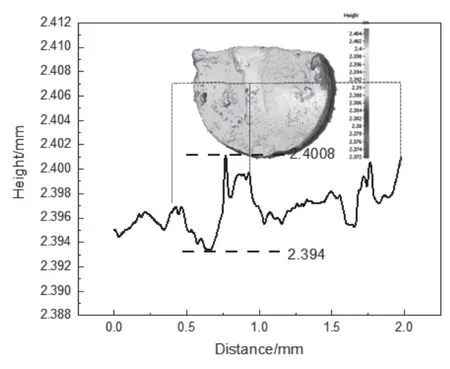
图4 盐雾腐蚀24h 后的痕迹表面凸凹曲线图
图5为铝基体的腐蚀过程示意图,在盐雾腐蚀实验条件下,铝金属的腐蚀是以电化学点蚀方式进行的,腐蚀液经雾化后生成的Cl-和Na+,在铝金属表面凹陷处形成一层电解质溶液的薄膜,由于Cl-半径较小,具有较强的穿透能力,即使致密的Al2O3薄层也不能阻挡,这样在铝合金表面的活性位置,尤其是新形成的新鲜表面,如铝金属划痕的凹陷处,首先发生金属铝的溶解,其反应为:

图5 铝基体表面盐雾腐蚀示意图
而金属铝腐蚀坑的外表面处于富氧环境,发生了吸氧腐蚀,反应方程式如下:
生成的OH-与Al3+进一步反应形成Al(OH)3,导致铝氧化膜逐渐减薄、破裂铝合金溶解,经过一系列的反应,表面逐渐失去金属光泽。研究发现铝合金试样表面腐蚀坑的产生主要发生在前24h内,其最大腐蚀坑深可以达到45μm[13],溶液中的Cl-沿着新形成的裂纹逐步向金属内部扩散,导致绣层由疏松变得致密。因此,通过物理或者化学方法清除表层的腐蚀产物,表面的线条痕迹有修复显现的可能性,也可为工具痕迹的同一认定提供科学依据。
3.2 物理方法:超声震荡法
超声震荡原理是利用高频振荡信号使液体介质体流动而产生“空化”效应,产生的冲击波震荡作用使客体表面物质脱离基体,达到物理清洗的目的[14]。图2(c)可见高度腐蚀后的金属表面已无可观察的线条痕迹,失去了检验鉴定价值,故尝试超声震荡法对表面产物进行物理清除,探索盐雾腐蚀24h后的修复显现效果。震荡介质为75%的无水乙醇,震荡时间分别设置为10s、30s、60s、120s,实验结果如图6所示。
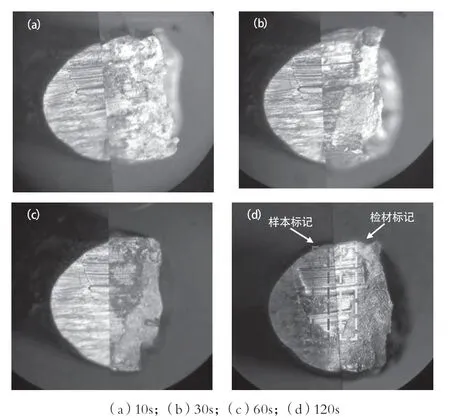
图6 超声振荡法处理后的铝丝剪切痕迹效果
图6(a)表明超声震荡清洗10s后,铝丝金属表面的轮廓、形态发生了初步改变。表层的腐蚀产物明显减少,恢复了一定的金属光泽,轮廓边界变得清晰。但表面的线条痕迹并不明显,仍需进一步处理。图6(b)为超声震荡清洗30s后铝丝金属表面的结果,此时边缘轮廓和形态变得更加清晰,金属光泽明显,粗大明显的线条痕迹得以修复,基本具备分析价值。图6(c)为超声震荡清洗60s后铝丝金属表面的结果,铝丝表面的线条痕迹轮廓变得更加清晰完整,特征愈发明显。大部分粗大和部分细小的线条痕迹表现明显,可以较好地实现空白样本与修复样本的线痕对接。图6(d)为超声震荡清洗120s后的比对效果,视觉外观效果更好,大部分粗大、细小的线条痕迹特征得以显现,此时线条痕迹的连贯性呈最佳状态。
线条痕迹的特征量化可以有效分析线痕特征的变化规律,为分析线痕特征变化特点,考察线痕特征的修复效果,本实验选用图形处理软件image6.0对处理前后的线条痕迹标记并量化特征[15],表1为线条痕迹的宽度详细数据。
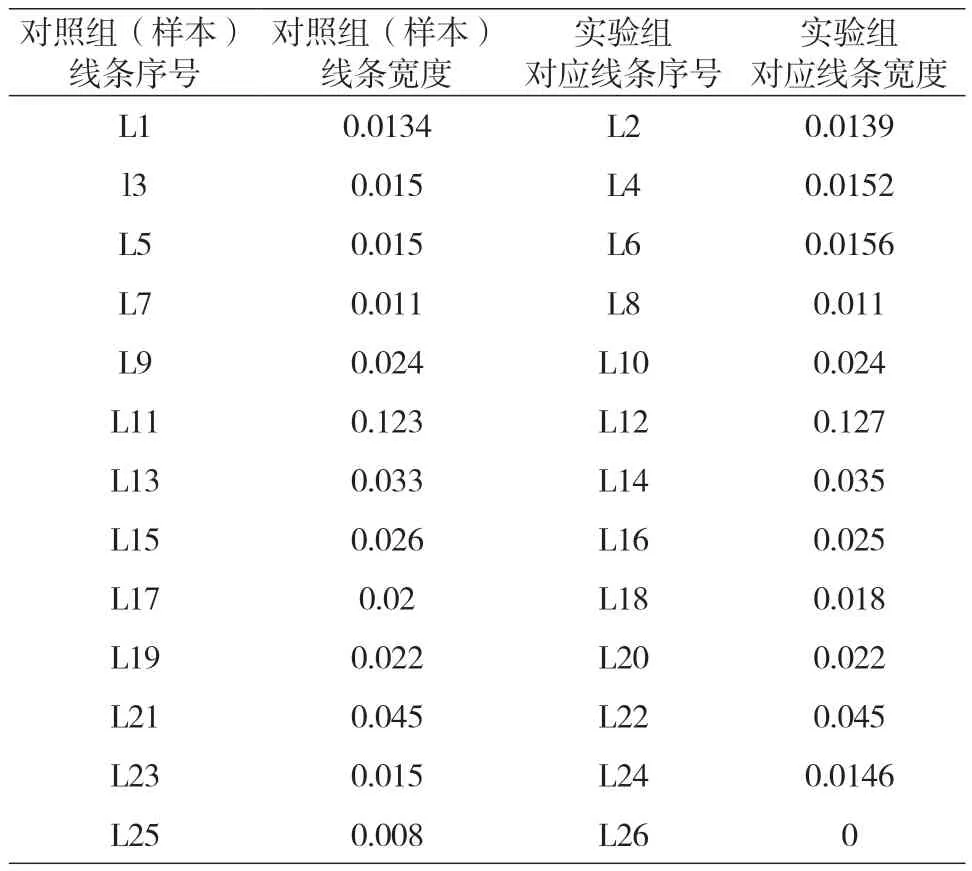
表1 超声波方法修复铝丝剪切痕迹的线条宽度比对表(单位:mm)
通过对线条痕迹特征的量化,可以得到腐蚀前和修复后线条宽度数据,表1数据表明,线条痕迹L1的宽度为0.0134mm,修复后对应的线条痕迹(L2)宽度为0.0139;而线条痕迹L3的宽度为0.015mm,修复后对应的线条痕迹(L4)宽度为0.0152;整个区域铝丝表面线条痕迹特征的最大宽度为0.045mm(L21),最小宽度为0.008mm(L25),修复前后数值的差异为偶然性误差导致,可以通过多次实验测量减小。统计发现铝丝修复前后线痕宽度的变化率小于7%,表明超声修复方法可以达到较好的修复效果,因此,可以利用这些量化数据评价腐蚀处理的效果。然而实验发现较细的线痕(<0.008mm)达不到识别的程度,不能通过这种方法修复显现。
随着超声震荡时间的延长,线条痕迹的修复效果会变得更加明显。连贯性和对接率也变得更高。这是因为超声震荡可以去除腐蚀金属基体表面的微颗粒,使得修复的线条痕迹更加平滑和连续,从而改善了线条痕迹的表面效果,提高线痕的对接率,使得线条痕迹的检测和认定变得更加准确和可靠,这也为工具痕迹的检验和鉴定提供了有效的修复技术。
3.3 化学清洗方法
3.3.1 不同浓度盐酸对线条痕迹修复显现
图7为盐酸和水体积比(VHCl∶VH2O)分别为1∶1、1∶2、1∶3、1∶4的混合溶液,化学清洗20s时剪切痕迹的比对效果。由图7(a)可见,VHCl∶VH O为1∶4时,表面的腐蚀颗粒物清洗并不彻底,整体区域被表面腐蚀产物所覆盖,表面无可见的线条痕迹,不具备检验鉴定价值。由图7(b)可见,VHCl∶VH2O为1∶3时,腐蚀颗粒物大部分脱离基体,金属光泽得以显现,表面粗大的线条痕迹连贯性变好,清晰度稍差,细小的线条痕迹仍不可见。由图7(c)可见,VHCl∶VH2O为1∶2时,表面的腐蚀颗粒物已全部被清洗,显示出明显的金属光泽,粗大和大部分细小的线条痕迹得以修复显现,并呈现良好的连贯性。由图7(d)可见,VHCl∶VH2O为1∶1时,表层的腐蚀颗粒物清洗的比较彻底,颜色呈浅黄色,金属光泽变差,表明酸洗过度导致粗大和细小的线条痕迹已不可见,线条痕迹的连贯性欠佳。
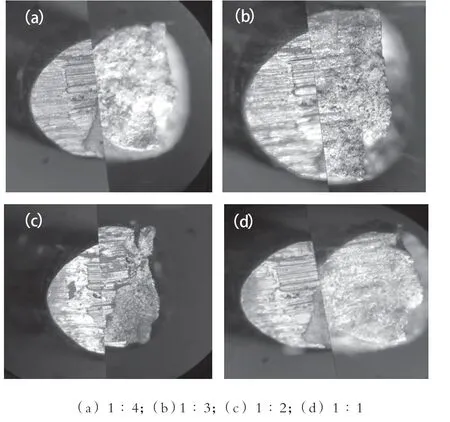
图7 不同浓度盐酸的铝丝剪切痕迹比对效果图
实验结果表明,随着盐酸浓度的增大,铝丝表面的腐蚀颗粒能被清除的越来越多,金属光泽愈发明显,腐蚀颗粒下的线条痕迹将会得到明显修复。但H+浓度较低时需要适当延长酸洗时间,容易导致腐蚀产物清除不完全,影响线条痕迹的连贯性。而H+浓度较高时,过快的化学反应速率缩短了反应时间,又极易导致表面酸洗过度,底层的金属基体将继续参与化学反应,线条痕迹的修复效果反而变差。严格来讲,酸液并不是浓度越高越好。在腐蚀产物厚度相近、表层颗粒的黏着力相近的情况下,化学反应速率与酸液浓度呈正相关性,为便于实验操控和获得比较理想的线条对接效果,建议酸液的体积比VHCl∶VH2O为1∶3~1∶2。
表2为图7(b)铝丝断头修复前后的线条宽度量化数据,可以看出线痕L5修复后并没有显现对应的特征。这是由于线痕的宽度比较细小(0.009mm),受外界环境条件影响较大,不容易被修复所致。值得注意的是,大于0.0127mm的线条痕迹通过该修复方法后均能出现对应的特征,而且线痕的宽度越大,修复效果越明显。这说明腐蚀后的线痕并不能通过化学方法完全显现,只有宽度较大的线条痕迹才能达到可以识别的修复效果,符合检验鉴定的要求。
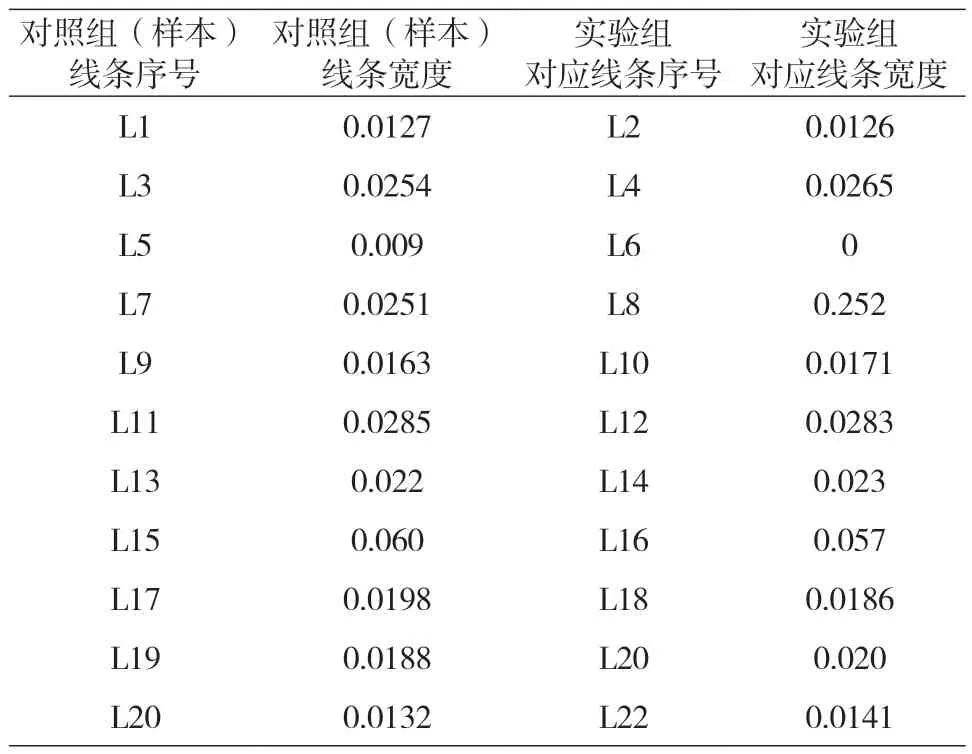
表2 化学方法修复铝丝剪切痕迹的线条宽度比对表(以图7(b)分析为例)(单位:mm)
3.3.2 盐酸酸洗时间对铝丝表面线条痕迹的影响
单因素条件下,选择VHCl∶VH2O= 1∶2进行后续实验,以探索不同酸洗时间下的铝丝剪切痕迹比对效果,如图8所示。
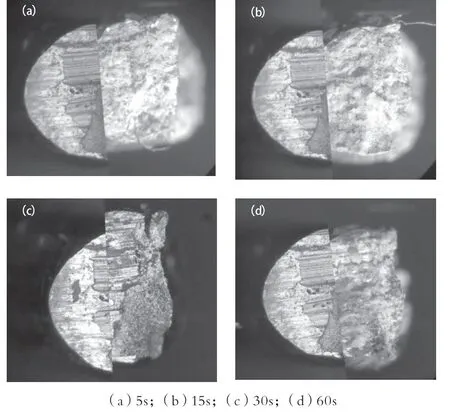
图8 VHCl∶VH2O= 1∶2 时酸洗时间对剪切痕迹比对效果影响图
经过5s酸洗处理后,图8(a)可见清洗效果并不明显,表面的腐蚀颗粒物仅有少部分脱离基体,浅黄色的腐蚀颗粒仍然覆盖在表面,遮挡线条痕迹,影响直接观察,不具备检验鉴定价值。经过15s酸洗处理之后,图8(b)显示表面的浅黄色腐蚀产物有所减少,初步露出金属光泽,表面几根粗大、明显的线条痕迹得以显现,细小的线条痕迹仍不可见,此条件下尚不具备检验鉴定价值。经过30s酸洗处理后,图8(c)显示表面的腐蚀颗粒基本全部清除,金属光泽明显,清洗效果呈最佳状态。铝丝表面的线条痕迹更加清晰明显,连贯性进一步增强,粗大、细小的线条痕迹基本能够实现对接。图8(d)为酸洗60s的修复效果,可见表面的浅黄色腐蚀产物已被清除,金属光泽变差,表层的线条痕迹并不连贯明显。其显现效果并没有因腐蚀产物的清除而增强,主要原因在于随着酸洗时间的增加,除了腐蚀产物反应外,铝基体也参与了化学反应,由于各区域化学反应速度的不同,线条痕迹的凸凹起伏性变大,可利用的线条痕迹变少,检验鉴定价值变差。理论上清洗时间越长越好,可将表面疏松多孔的腐蚀物质清洗干净,显示出表层的线条痕迹。但酸洗时间的探究结果并不支持这一观点,因此,控制合适的酸洗时间是控制和影响因素,优化实验条件为30s的酸洗时间即可起到良好的修复效果。
表3为图8(c)的线条宽度量化数据,可见线痕宽度的改变会影响特征的稳定性。当铝丝表面线痕宽度大于0.0129mm时,特征基本不受环境因素的影响,可以通过化学法进行修复。这意味着修复后的线条痕迹能够较好地显现出原有的特征,达到理想的修复效果,并符合检验鉴定的要求。然而,对于线条宽度小于0.007mm的表面痕迹特征最容易发生改变,这种情况下,修复后的线条痕迹无法完全显现达到理想的修复效果,也无法符合检验鉴定的要求。因此,在处理线条宽度较小的表面痕迹特征时需要特别注意。
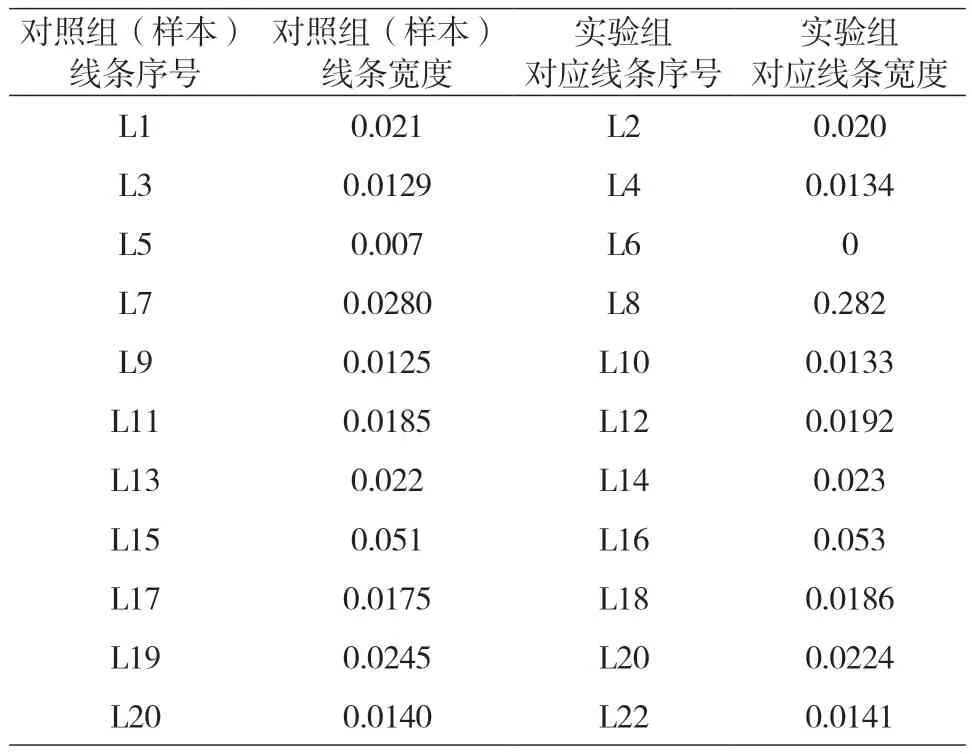
表3 化学方法修复铝丝剪切痕迹的线条宽度比对表(以图8(c)分析为例)(单位:mm)
3.3.3 硝酸酸洗时间对铝丝表面线条痕迹的影响
利用硝酸代替盐酸,实验采用1∶3、 1∶4、1∶5、1∶6等不同酸水比(VHNO3∶VH2O)的溶液进行酸洗,控制酸洗时间为40s,实验结果如9所示。图9(a)发现酸水比1∶6时效果,可见铝丝表面的线条痕迹初步得到显示,并具备一定的连贯性,细小的线条痕迹显现并不理想。分析认为酸液溶液浓度较低,固定时间的前提下清洗不完全。图9(b)表明铝丝表层的腐蚀产物清理的比较彻底,金属光泽明显,线条痕迹的连贯性进一步增强,表面的线条痕迹更加清晰明显,粗大、细小的线条痕迹基本能够实现对接。图9(c)为酸水比1∶4时效果,可见铝丝表面的腐蚀产物被全部清除,露出基体表面的下的线条痕迹,粗大、细小的线条痕迹具有较好的对接效果,线条痕迹的连贯性和清晰度都得到了明显改善,达到了最佳修复效果,具备较高的检验鉴定价值。然而实验发现清洗后的铝基体表面部分区域有明显的颜色改变,分析认为是铝基体参与了化学反应,由于铝金属活性较高的缘故,在其表面极易形成氧化层薄膜,产生钝化效应,进而影响线条痕迹的显示效果。图9(d)酸液浓度最高,导致基体被完全参与化学反应,并形成高低不同、起伏明显的新钝化膜。这种情况会使线条痕迹不可见,并且新产物重新覆盖在铝丝表面,直接影响了线条痕迹的观察效果。这样的条件下属于酸洗过度,失去了检验鉴定的价值。因此,优化实验建议VHNO3∶VH2O的比例为1∶5~1∶4。
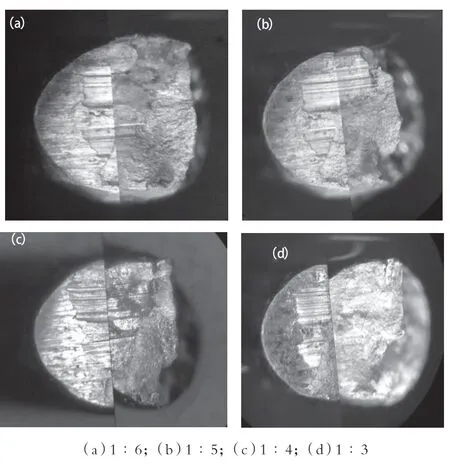
图9 不同硝酸和水比例下的铝丝剪切痕迹比对效果图
表4为图9(b)后的线条宽度量化数据,可见粗大明显的线条痕迹(大于0.011mm)经过化学方法修复后能够较好地显现出原有的特征,达到理想的修复效果,线痕的连贯性可以得到保障。因此,实验表明化学方法进行表面修复是可以达到鉴定要求的。
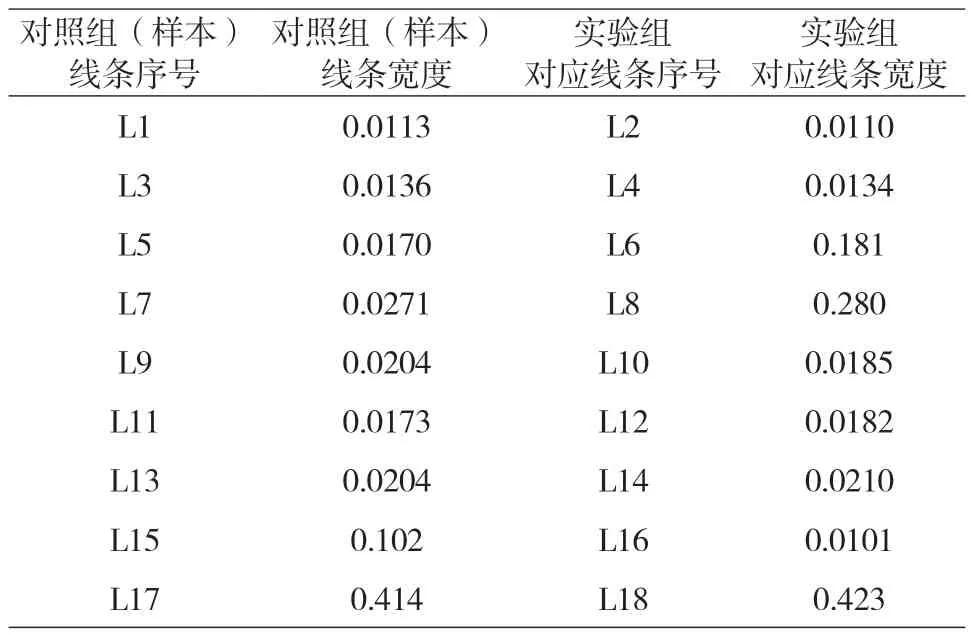
表4 化学方法修复铝丝剪切痕迹的线条宽度比对表(以图9(b)分析为例)(单位:mm)
3.3.4 硝酸酸洗时间对铝丝表面线条痕迹的影响
图10为用硝酸和水混合溶液体积比为1∶4时,酸洗时间分别为20s、30s、40s、60s的酸洗修复效果。由图10(a)、10(b)可见,未完全清洗的浅黄色腐蚀颗粒会遮挡表面线条痕迹,使得观察和检验的效果变差,影响鉴定的准确性。因此,应尽可能地通过适当的清洗方法清洗掉表层的腐蚀颗粒,以确保表面的线条痕迹能够清晰可见,从而提供可靠的检验和鉴定结果。图10(c)表明铝丝表面的浅黄色腐蚀颗粒基本全部清除,金属光泽得以恢复。铝丝表面的线条痕迹经酸洗后更加清晰明显和连贯,所有粗大线条痕迹和大部分细小的线条痕迹能够实现连贯对接。这表明通过实验优化,铝丝表面线条痕迹清洗的效果达到了最佳状态。图10(d)为60s酸洗结果,表面已经看不到明显线条痕迹,不具备检验鉴定的基础条件。
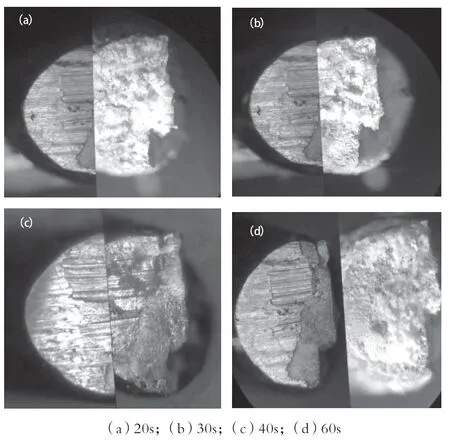
图10 VHNO3∶ VH2O= 1∶4 不同酸洗时间铝丝剪切痕迹比对效果图
优化实验对于线条痕迹的修复显现非常有益,它不仅可以提供更清晰的观察和检测结果,而且也增加了线条痕迹的连贯性,这对于后续的检验和鉴定工作具有重要意义,有助于提高鉴定结论准确性和可靠性。但是酸洗时间是一个需要控制的关键因素,过短或过长的酸洗时间都会对物证产生不良影响。过短的酸洗时间无法完全去除污垢和氧化膜,导致样品的清洁度不够,影响可观察性;而过长的酸洗时间会过度腐蚀基体金属,导致线条痕迹变得模糊不清或者表面凹凸不平,会对物证的检验和鉴定结果产生负面影响。因此,在进行酸洗处理时,需要选择合适的酸洗时间,这种选择应在考虑待检物证的特点和实验需求的基础上进行,以确保线条痕迹清晰可见,同时不对样品产生不必要的腐蚀影响,保证物证检验和鉴定结果的可靠性。因此,优化实验建议酸洗时间控制在40s内,酸洗浓度VHNO3∶VH2O比例为1∶5~1∶4,即可起到良好的修复效果。
表5为图10(c)的线条宽度量化数据。由表5可见,经过化学方法的修复,可以较好地显现出粗大明显的线条痕迹的原有特征,并且实现线痕的连贯性,达到理想的修复效果。线痕的宽度越大,修复显现的效率越高,大于0.014mm的线条痕迹特征稳定性好,具备修复显现的可能性,说明采用化学方法进行表面修复是可以满足鉴定要求的。
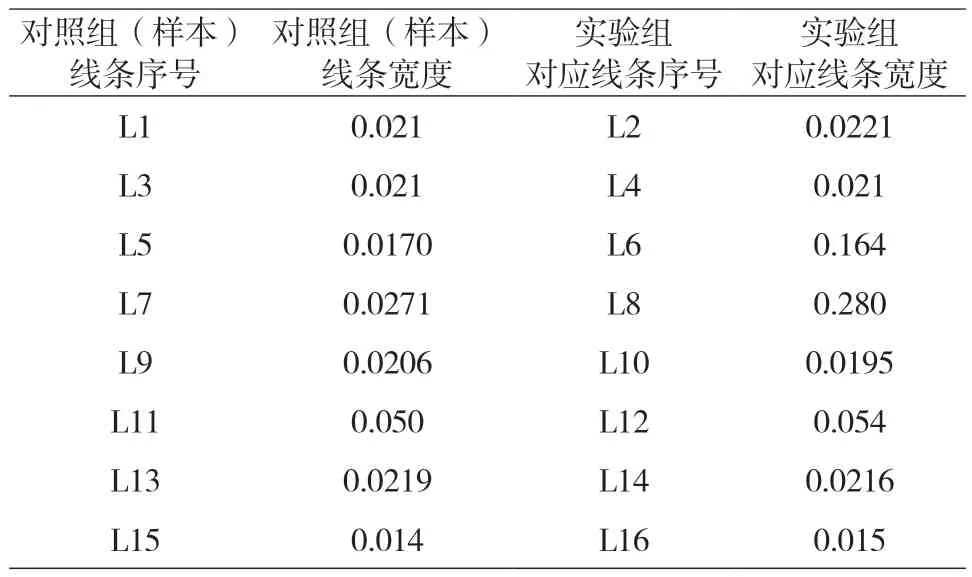
表5 化学方法修复铝丝剪切痕迹的线条宽度比对表(以图10(c)分析为例)(单位:mm)
由表1~5可知,经过物理或化学方法修复后,线条痕迹可以具备鉴定条件。对线条痕迹的分析发现,线条痕迹的宽度与修复效果和稳定性之间存在相关性。宽度大于0.01mm的线条痕迹更容易被修复显现,并具备较高的鉴定价值。较宽的线条痕迹在修复过程中更容易恢复连贯性特征,并且受外界环境影响较小。这些线条痕迹可以通过物理或化学方法进行修复,以改善其显现效果,从而满足鉴定的要求。然而,宽度小于0.01mm的线条痕迹更容易受到外界环境的影响,在腐蚀环境下,其连贯性特征可能会受到破坏,修复效果也较差。因此,在线条痕迹的鉴定过程中,要特别关注宽度大于0.01mm的线条痕迹,可以通过适当的修复方法改善其显现效果,达到鉴定的要求。而宽度小于0.01mm的线条痕迹可以作为次要特征进行考虑。
3.4 清洗方法比较
表6为物理、化学方式清洗铝丝表面处理时间与修复效果对应表,表7为酸液浓度与修复效果对应表,显现效果用+号数量形式表达。可见无论物理方法还是化学方法均可达到符合鉴定要求的比对效果,物理方法可以保证铝层表面痕迹无损或者微损,是工具痕迹检验鉴定过程中比较科学和可靠的方法,化学方法的清除原理是依靠酸液中的H+与腐蚀产物(基本为氧化物)之间发生化学反应而去除,可以达到检验鉴定的需求,这个过程可能发生的化学反应为:
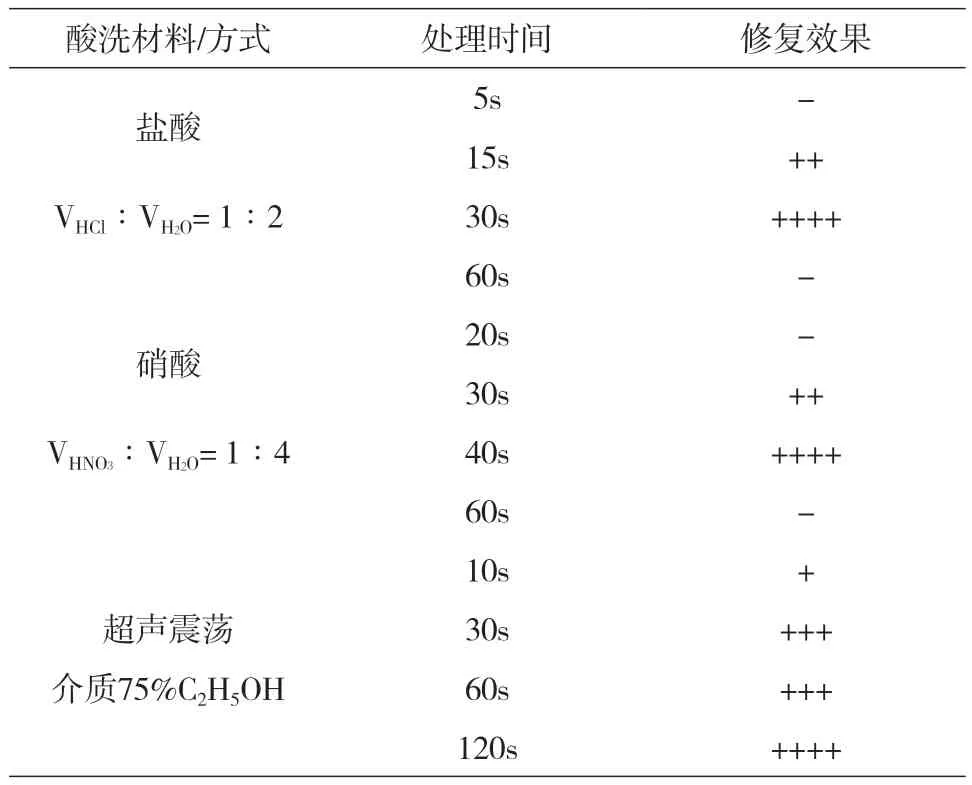
表6 不同处理时间修复铝丝表面的显现效果对应表
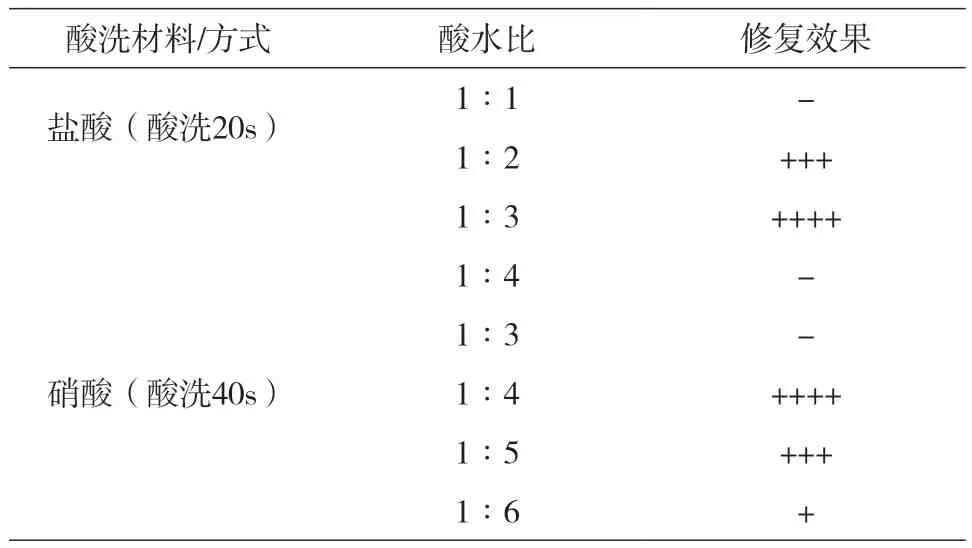
表7 不同酸水比例修复铝丝表面的显现效果对应表
物理或者化学方法可以较好地显现出粗大明显的线条痕迹的原有特征,并保证线痕的连贯性。这为痕迹的观察和鉴定提供了有效的修复技术,提高了鉴定的准确性和可靠性。值得注意的是,要将化学清洗方法带来的微损结果作为考量因素,选择化学试剂时需要严格控制酸液浓度和酸洗时间,避免对铝基体表面的线条痕迹形态造成进一步的损坏,以达到符合鉴定要求的修复目的。本实验表明,腐蚀后的线条痕迹可以通过物理或者化学修复方法改善表面效果,对其进行修复是科学、可靠、可行的,能够较好地还原痕迹线条特征,实现工具痕迹的同一认定。
综合分析证实物理方法和化学方法在不同程度上都能够达到特征修复的目的,并符合检验鉴定的需求。金属表面生成的腐蚀产物附着在基体表面,形成表层疏松,底层致密的结构,盐酸酸洗法和硝酸酸洗法可以较快、较好地恢复原有形貌,酸洗时间是修复效果的控制因素,时间过短,达不到清洗要求,时间过长,则会引起过蚀效应。优化工艺后线条痕迹的连贯性和对接性明显增强,基本具备同一认定的条件,需要注意的是,化学清洗方法对铝丝表面痕迹有微损效应,需要经验丰富、具备相关知识和技能的人员谨慎操作。
4 结论
痕迹鉴定意见作为一种法定证据,是推测实证材料和犯罪事实存在的基础材料,因而具有重要的证据价值。但在现实生活中,工具痕迹受到环境影响会产生腐蚀问题,难以进行后续的检验鉴定工作。为有限修复并显现铝丝表面线条痕迹,本实验采取物理与化学的处理方法进行研究和探索并得到如下结论:
(1)铝丝表面容易形成氧化物层,在具有一定盐度的NaCl溶液中容易腐蚀,在盐雾腐蚀4h内,铝丝表面会形成线条痕迹,但不会影响对表面痕迹的分析和鉴定;而在盐雾腐蚀24h后,铝丝表面的锈蚀将覆盖表层,会影响分析和鉴定。
(2)物理或化学修复方法可以科学、可行地改善铝丝表面线条痕迹的显现效果,并可达到较好的修复效果,实现工具痕迹的同一认定。
(3)超声震荡修复的优化工艺参数为超声频率40kHz,实验温度30℃,75%乙醇介质,超声时间大于120s。对于盐酸酸洗,优化条件是VHCL∶VH2O为1∶3~1∶2,酸洗时间30s内;对于硝酸酸洗,优化条件为VHNO3∶VH2O=1∶4,酸洗时间40s内。需要注意的是,酸洗时间过长或过短均不能达到修复显现的要求。
(4)量化分析结果表明,线条痕迹的宽度与修复效果和稳定性之间存在相关性。宽度小于0.01mm的线条痕迹稳定性较差,在修复后也不能完全显现,可作为次要特征考虑;而宽度大于0.01mm的线条痕迹稳定性较好,修复后可以完全显示,应重点关注。
需要注意的是,化学清洗法是去除金属表面的腐蚀产物的一种有效的方法,如果操作不当,确实可能对金属基体产生不良影响,从而导致痕迹特征的缺失或损伤,进而影响物证的完整性和证明力。在使用酸洗实验参数时,需要经验丰富的检验鉴定人员进行谨慎操作,并结合理论知识进行综合分析和判断,包括对待检物证的特性、清洗剂的浓度和配比、清洗时间和温度等参数的控制。
