基于粒子群算法的产品出入库流程优化研究
2023-11-02原丕业厉彦凤
原丕业,厉彦凤
(青岛理工大学管理工程学院,山东 青岛266520)
0 引言
当网购的时效性不能完全保证时,线下购物给顾客带来的体验感将会远远超过线上购物。网购时效性水平的高低,将直接影响顾客网购效率,从而影响消费者对平台的满意度等。造成网购时效性低的重要原因之一是产品在库流转时间过长,出入库流程较为繁琐,存在较大的优化空间。
对于上述流程问题,国内外学者做了颇多研究。HADERA等[1]为降低能源密集型企业的供应成本,以不锈钢企业为例,通过建立并求解混合整数线性规划模型,设计了优化方案,实现了减少成本的目标。YANG等[2]为了有效地优化生产布局和配置,提出一种基于离散事件仿真(DES)的建模和优化方法,建立数学优化模型,并采用遗传算法进行模型求解。WECKENBORG等[3]为提高装配线的平衡率,运用混合遗传算法求解规划模型,求解后得出了相对最优的方案,提高了作业效率。胡明茂和李峰[4]将“一个流”生产模式和仿真软件应用到车间优化中,解决了车间布局问题。宋庭新等[5]以汽车传动轴装配线为研究对象,绘制其价值流图,找出装配过程存在的问题及成因,并应用精益生产的工具和方法提出改进方案,使整个工艺作业周期缩短。
M平台作为电商行业最大的鞋类交易平台,为年轻消费者带来多重鉴别服务。也正是由于该鉴别服务,使得M平台在保证顾客网购的时效性方面面临着比其他网购平台更加艰难的挑战。优化商品出入库流程,降低商品在库时长,将成为提升平台顾客满意度的一个重要方面,同时也是提升M平台竞争力的有效手段。因此,本文针对产品在库全流程效率问题进行分析,在进行工序调整后建立优化模型,并采用粒子群算法求解得到成本最低的人员调度方案,提高全流程作业效率,缩短产品在库时长,提高柔性响应能力,有较大的现实和推广意义。
1 现状分析
M公司作为平台商,主要对鞋类、服装、美妆以及潮玩类商品进行检验,其中鞋类商品订单量占据55%,且各品类在工序流程上存在一定的相似性,因此本文选取鞋类商品作为研究对象,选择A3混流线作为优化研究目标线体。
1.1 加工工序现状
A3线各工序作业内容主要包含收货、分拣、质拍、鉴定、防伪复查、包装和出库7道加工工序。采用秒表测时法在实际作业现场对A3线工序进行严格测时,得到如表1所示的线体工序作业内容以及对应的工时。线体作业主要由员工手工完成,各工序之间的流动采用人工分批搬运的方式进行,各工序均有严格的作业顺序,在加工过程中必须严格按照加工要求完成上一工序后方可进入下一工序,这主要是因为鞋类产品的检验等作业需要员工的细心观察。根据产线平衡率公式,可以计算得到现有线体平衡率为24.40%,远达不到一个流生产对生产线平衡率的要求。
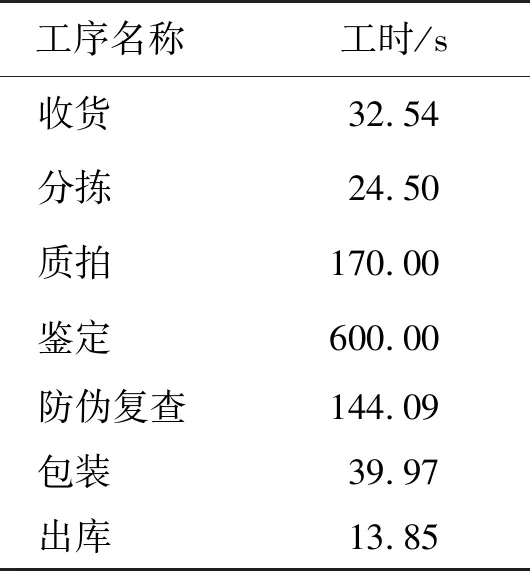
表1 A3线体工序名称及工时
1.2 人员调度现状
A3线体目前由管理者进行人员调度安排,结合当天订单量和各工序作业标准工时进行人员调配,本文以14 370的订单量为例计算得出各工序需要配备的人员数量,如表2所示。共计需要510人进行当天作业,人数庞大且需多人共站[6]进行作业。
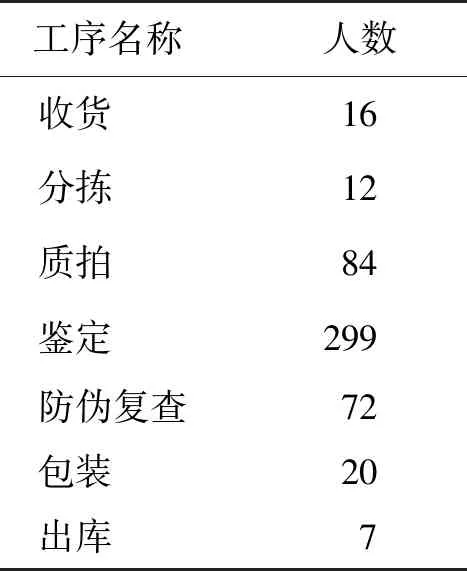
表2 各工序人员配置
2 问题描述
2.1 工序划分不合理
质拍、鉴定和防伪复查工序作为标准工时较长的工序,是十分关键和繁琐的工序,其内部细节作业难以进行更改与调换,各工序间独立性较强,难以采用简单的ECRS原则进行处理。而包装和出库工序作为末尾两道工序,在实际操作中存在一定的关联性,由于作业时间差异且包裹需区分承运商,使得出库工序存在较多的等待浪费。
2.2 作业任务负荷不定
当实际作业时间与标准的周期时间存在差异,员工在规定时间内完成相应的加工任务是十分困难的,这主要是因为不同品牌、不同型号的商品进入线体时,会对整个流程的稳定作业效率产生很大影响。如果不能按照订单情况及时灵活调度作业人员,就会造成过早制造和等待等浪费,很难实现流动作业[7]。
2.3 人员调度混乱
管理人员在进行人员调度时往往会凭借经验,根据预测订单量和作业时长来安排作业人员,因为目前没有标准的人员调度系统且车间采用批量作业的方式,当订单量增加时,管理人员会采取临时抽派的方式,对各工位的作业负荷进行平衡,造成了人员调度的混乱,最终影响整个流程的作业效率。
3 工序调整与人员调度优化
3.1 工序调整与合并
作业全流程共有7道大工序,所有工序都是必要工序且不可重排。第6工序包装作业主要是对鞋类商品进行预包装后重新装入带有LOGO的包装盒,再使用封口机进行封口。第7工序出库作业作为最后一道工序,主要是对包裹按照承运商进行分类,称重扫描以完成出库动作。在该过程中,操作员工需要先将包裹分类,通过搬运车搬运至出库区域后,人工搬运至称重扫描设备上进行出库操作,这存在搬运浪费、动作浪费和等待浪费,而且不能有效利用传送带,造成资源浪费。图1所示为前两道工序布局改进前情况。

图1 改进前第6工序和第7工序的布局
由于两道工序采用传送带进行连接,且作业内容技术要求较低,操作简单,因此可以利用ECRS原则,即“取消—合并—重排—简化”中的合并原则,将原来的第6工序和第7工序合并为包装出库工序,如图2所示,即在传送带中间放置称重扫描机,构造一套传送装置,在货物通过封口机后,直接进行称重扫描作业,减少员工搬运,同时也减少设备数量。通过Anylogic进行仿真模拟,得到合并后的工序工时为45 s,一组商品(10件)从进入包装出库工序到移交承运商的整个操作平均时间由原来的2 061 s缩短至1 931 s,缩短了130 s,封口机数量由原来的4个减少为1个。
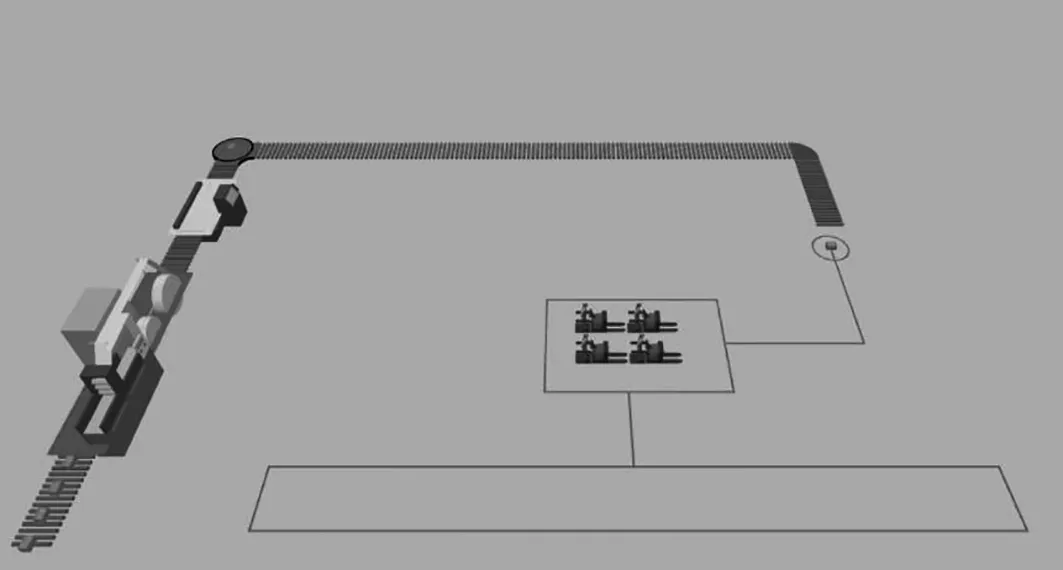
图2 第6工序包装出库工序布局
3.2 人员调度优化算法建立
经上述工序合并后,获得理论上改进后各工序操作工时,如表3所示。

表3 工序合并后各工序操作工时
根据改进后的工序工时,构建基于流程化思想的一个流的操作计划安排,若每道工序安排一人作业,则可根据线体平衡率公式计算得出现有平衡率为28.24%,不足以满足均衡率要求的一个流的生产思想。因此需要对每个工序的人员调度进行优化,以成本最小化为目标,以产线平衡率达到85%为约束。
(1)
3.2.1 模型建立
假设第i工序需要安排xi(i=1,…,6)名操作员工,则每个工序工时需更新为ti/xi。定义其他相关参数如表4所示。本文结合线体的实际情况,以总成本最小为目标,解决在混流模式下的人员调度问题,提高线体平衡率并使其稳定在85%以上。由于仓库的成本主要来源于员工薪资,那么在薪资固定的情况下,总目标可以转化为所需员工总人数最少,如式(2)所示。

表4 相关参数定义
(2)

(3)
同时构造如下约束条件:
(4-1)
(4-2)
(4-3)
xi≥1,xi∈N+,i=1,…,6.
(4-4)
3.2.2 粒子群算法选择与设计
由于求解模型过程较为复杂,采用遍历方法进行求解效率较低,于是选择在启发式算法中寻求合适的求解算法。粒子群优化算法(Particle Swarm Optimization,PSO)是由KENNEDY和EBERHART[8]提出的进化计算技术,是一种基于迭代的优化工具,通过迭代来寻找最优值,不仅具有全局寻优能力,而且能够在权重调整后表现出较强的局部寻优能力,或与其他算法组合时调整的参数较少、结构简单、易于实现[9-11]。
在PSO算法中,用“粒子”表示鸟群,也就是代表优化问题的解,第i个粒子在N维搜索空间中的位置可以用X=(Xi1,Xi2,…,XiN)来表示,所有的粒子都有一个适应度,这个适应度是由优化目标函数决定的粒子位置X的函数。PSO算法首先对一群随机粒子(随机解)进行初始化,这群粒子通过迭代的方式来搜索最优解,直到符合进化终止准则。每一次迭代,粒子都会按照式(5)的方向飞行,其方向由全局最优和个体最优合成,由此带来速度和位置的更新,并趋向于位置的最优解。
(5)

在速度更新中,选择线性递减的方法来确定权重w,如式(6)所示[12]。惯性权重w是进化迭代次数t的函数,w取值与进化迭代次数t有关,目的是使算法在运行前期有较高的全局搜索能力以获取合适的粒子,后期有较高的局部搜索能力以提高收敛精度,提高算法的开发能力。
(6)
其中,t为粒子群当前的迭代次数,tmax为算法最大迭代次数,wmax为权重w的最大值,wmin为权重w的最小值。
粒子群算法运行性能的好坏在很大程度上取决于相关参数的设定,现将本模型所用粒子群算法的参数设置如下。
①将各操作工序作业人员数量定义为粒子维度,即粒子位置,将人员数量取值范围作为解空间[13]。粒子的维度为6维,粒子的改变反映了人员数量的改变。同时,在模型测试运行时发现,粒子群的规模为100 时算法性能和效率较高,因此,将粒子群规模设为100。
②速度上下限制,粒子飞行速度的范围限制会影响算法在运行过程中的求优能力和求优速度。本文经过算法测试发现,运行粒子群算法在粒子速度上限取1的情况下搜索效果更好。
③惯性权重,算法的求优能力会受到惯性权重取值和设置方法的较大影响。一般情况下,较大的惯性权重有利于算法操作过程中的整体优化,较小的惯性权重有利于算法操作过程中的局部优化。因此,本文采用线性递减方法确定权重w,最大权重wmax为0.9,最小权重wmin为0.4,从而实现算法运行过程中惯性权重0.9至0.4的过渡,实现算法在前期全局搜索能力较高、后期局部搜索能力较高的目的。
④学习因子c1和c2,也称为加速系数或加速因子,因子的大小将对粒子更新位置和更新速度产生影响,主要体现在影响粒子向个体最优和种群最优方向学习和偏移的能力。为了更容易保持收敛速度和搜索效果的均衡,本文建立完全型粒子群算法,并通过算法进行测试,取c1=c2=2。
3.2.3 算法运行
根据粒子群优化算法的设计,总结粒子群算法的主要操作步骤。
Step1 设置算法参数。输入粒子学习因子c1和c2,粒子维度设置为6,粒子数取100,粒子群最大迭代次数设置为200,粒子最大速度设置为1,粒子各维度数值(粒子位置)设置范围为[0,55]。
Step2 初始化粒子,调整适应值。粒子群初始化,并赋值粒子的初始位置为当前粒子个体的最优值。调整粒子适应度值,将不能满足约束条件f(x1,x2,x3,x4,x5,x6)<0.85的粒子的适应度值赋值为极大数[14]。
Step3 粒子迭代。粒子迭代过程是更新粒子的速度和位置,不断地把个体最优数据和种群最优数据替换掉。首先设定惯性因子w的最大值和最小值,更新粒子速度,修正超越边界值的粒子速度,然后更新粒子位置,相应修正超越边界值的粒子位置。在完成粒子位置和速度更新后替换个体最优数据与种群最优数据。
Step4 若不满足算法的终止条件则转Step3,否则算法将会终止,继而输出粒子种群最优位置,也就是最优解法。
Step5 输出适应度迭代曲线并进行结果验证。
3.2.4 模型求解结果与对比
将模型在MATLAB(R2020a)仿真软件平台运行,得到如图3所示的适应度函数迭代曲线图。从图3可以看到,随着迭代次数的增加,适应度函数值下降,最后达到收敛,输出最优解。模型运行后,得到线体各工序最优人员调度方案如表5所示。
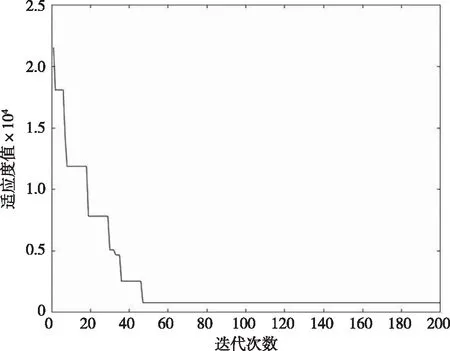
图3 适应度函数迭代曲线

表5 最优人员调度方案
由表5可知,该产线需配备30名作业人员才能保证产线负荷处于较为平衡的状态,计算得到平衡率达到0.85,符合流程化思想的要求。在该人员配置下,一班制的产能为m1=8×3 600/36.02≈800,当总产能确定的情况下,以日产能为14 370为例,计算得到开设线体的数量为18。
4 结论
综上所述,得到如下结论:第一,作业人员调度与配置会对作业全流程的流程化和均衡化程度产生影响。第二,凭借管理者经验进行人员调度将会带来成本的增加和生产效率的降低,使用算法或程序化的人员调度模式将有效提高生产效率,提高对订单更有柔性的响应能力。第三,建立行之有效的数学模型,运用粒子群算法等启发式算法,在节约算法运行时间的同时,获得解决流程化车间优化问题的最优解。该结果可以在理论上有效提高线体平衡率,确保线体稳定流动,提高人效。