弓形半管夹套焊接工艺仿真
2023-10-27王铝李红军廖晓平
王铝,李红军,廖晓平
(1.浙江理工大学,杭州 310018;2.浙江德力装备有限公司,浙江 绍兴 312000)
0 前言
螺旋半管夹套是反应釜的一种换热装置,通过对反应釜内温度的控制来获得最佳的反应效果。半管夹套的焊接在釜体外侧进行,焊缝的开裂会导致换热液体的泄露,因此,焊接质量直接影响了设备运行安全问题。
焊接过程中弹塑性变形是产生焊接残余应力的根本原因,变形的发生可以由内部作用或者外部作用而引起的,外部作用是焊接后应力场与温度场分布不均匀引起的,内部作用可能是由于构件组织或者力学性能的差异引起的[1-2]。陈晓宁等学者[3]和李政辉等学者[4]结合奥氏体不锈钢制造的压力容器和设备中焊接半管夹套的焊缝性能要求,针对螺旋半管不锈钢的焊接工艺要点及应用,介绍了这种焊缝的焊接性能要求、焊缝检测及试验过程,该焊接工艺评定的方法和评估也适用于类似的焊缝。除了焊接上的工艺要求,焊后残余应力也是影响焊缝开裂的主要因素之一,蒋文春等学者[5]利用有限元软件讨论了坡口形式及半管间距对焊后残余应力的影响,得到最大焊接残余应力的位置及大小,为半管焊接安全提供了一定依据。后来针对焊后应力集中区域部位的研究,王和慧等学者[6]利用有限元技术热-结构直接耦合的方法对一种新型冷却夹套的焊接过程进行了数值模拟,通过温度场与残余应力场的分析得出:焊接残余应力具有很强的局部性,焊缝的残余应力变化急剧,局部较为集中,提出焊后应进行一定的热处理来提高部位承载能力。焊后残余应力及变形会受到多种因素的影响,通过焊后残余应力可以来评价焊接的好坏,Jiang 等学者[7]对半管夹套与壳体焊接时的残余应力和变形进行了有限元分析,讨论了热输入、壳体内部冷却和焊接顺序对残余应力的影响,研究发现:焊缝金属中会产生较大的纵向应力,由于局部焊缝加热,夹套和壳体变得不圆,沿壳体圆周产生张力波形,随着热输入的增加,残余应力和椭圆度呈线性增加。史建兰等学者[8]利用有限线元分析软件并结合试验对不同坡口形式的半管夹套进行焊接分析,结果表明:不开坡口导致焊接温度不足使得筒体与半管夹套的接触面不能完全熔化,开平行坡口导致根部焊不透,而开45°外坡口能够形成良好的焊缝,并能降低筒体的整体残余应力及腐蚀开裂的敏感性。对减少焊接变形和残余应力方法的研究上,Liu 等学者[9-10]针对薄壁管道焊接变形这个突出而普遍的问题,为了分析焊接变形和焊接变形的特性建立了实体壳混合模型,结果表明:焊缝焊管的焊接变形除了收缩外,还呈现出凸弯曲与轴向弯曲向焊缝侧弯曲的组合形式,最大变形发生在焊缝两端;在焊接模拟中考虑夹紧效应,对有约束和无约束的焊缝焊管进行了对比,建模结果表明:在外部约束作用下,焊接变形和残余应力均明显减小,减小约束距离是减小焊缝焊管焊接变形的最有效方法。
半管夹套的焊接大多都是针对半圆管夹套和管道,通过判定残余应力来推测焊接结构参数的好坏,然而,针对弓形截面夹套的焊接分析研究较少。以120°圆心角所对应的弓形半管夹套为研究对象,建立夹套与釜体简化模型,利用SYSWELD 焊接软件模拟电弧焊焊接,研究不同坡口形式下模型的温度场和残余应力场变化规律。
1 模型与材料
1.1 几何模型和网格划分
反应釜筒体内径D=2 000 mm,筒壁厚T=10 mm,缠绕在釜外的螺旋半管直径d=160 mm,圆心角θ=120°,夹套壁厚t=3 mm。筒体和管壁厚都很薄,筒体的直径远大于半管的直径,可将其转换成薄板来处理,夹套筒体简化后的模型如图1 所示。
图2 为3 种不同坡口模型,夹套与筒体焊接部位的坡口角度为根部角平分线。焊接部位的网格进行加密处理,最小的单元长度为1 mm,远离焊缝的区域采用较为稀疏的网格,焊缝材料在焊接方向上采用相同网格宽度,整个温度场与应力场采用相同的节点和单元。
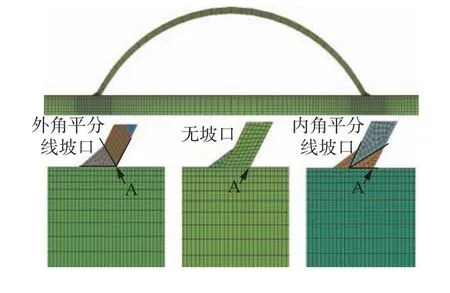
图2 网格划分
1.2 焊接工艺参数
焊接仿真软件为SYSWELD,焊接方式为CO2气体保护电弧焊,焊接效率取0.85,空气对流换热采用默认数值20 W/(m·K),具体焊接工艺参数见表1。

表1 焊接工艺参数
焊缝示意图如图3 所示。模型在焊接时需要设置装夹点来固定模型,该模型一共需要2 道焊接,每道焊接时间t=40 s,焊接方向均沿着y轴正方向在第1道焊接结束后,设置1 000 s 的冷却时间然后再进行第2 道焊接,然后直至模型冷却到室温再进行后处理。

图3 焊缝示意图
1.3 热源模型
热源模型选取双椭球热源模型,该模型具有前后不对称特点,前半部分模型热流密度为:
后半部分模型热流密度为:
式中:a,b,c 为热源的分布参数,分别为不同取值;m,n为能量分配系数,关系式为m+n=2;Q为热输入。通过改变上述数值,如果得到熔池与焊缝接近,那么近似认为参数是符合实际的。根据该热源特点,将其分布参数前半轴长度c设置为3 mm、后半轴设置为4.5 mm、横向长度a设置为1.8 mm 及纵向半径b设置为2 mm。
1.4 焊接材料
计算温度场与应力场所需的材料参数都随着温度而变化,夹套与筒体均采取与工程应用中常用的304 不锈钢作为模型材料,具体材料性质随温度变化的值见表2。
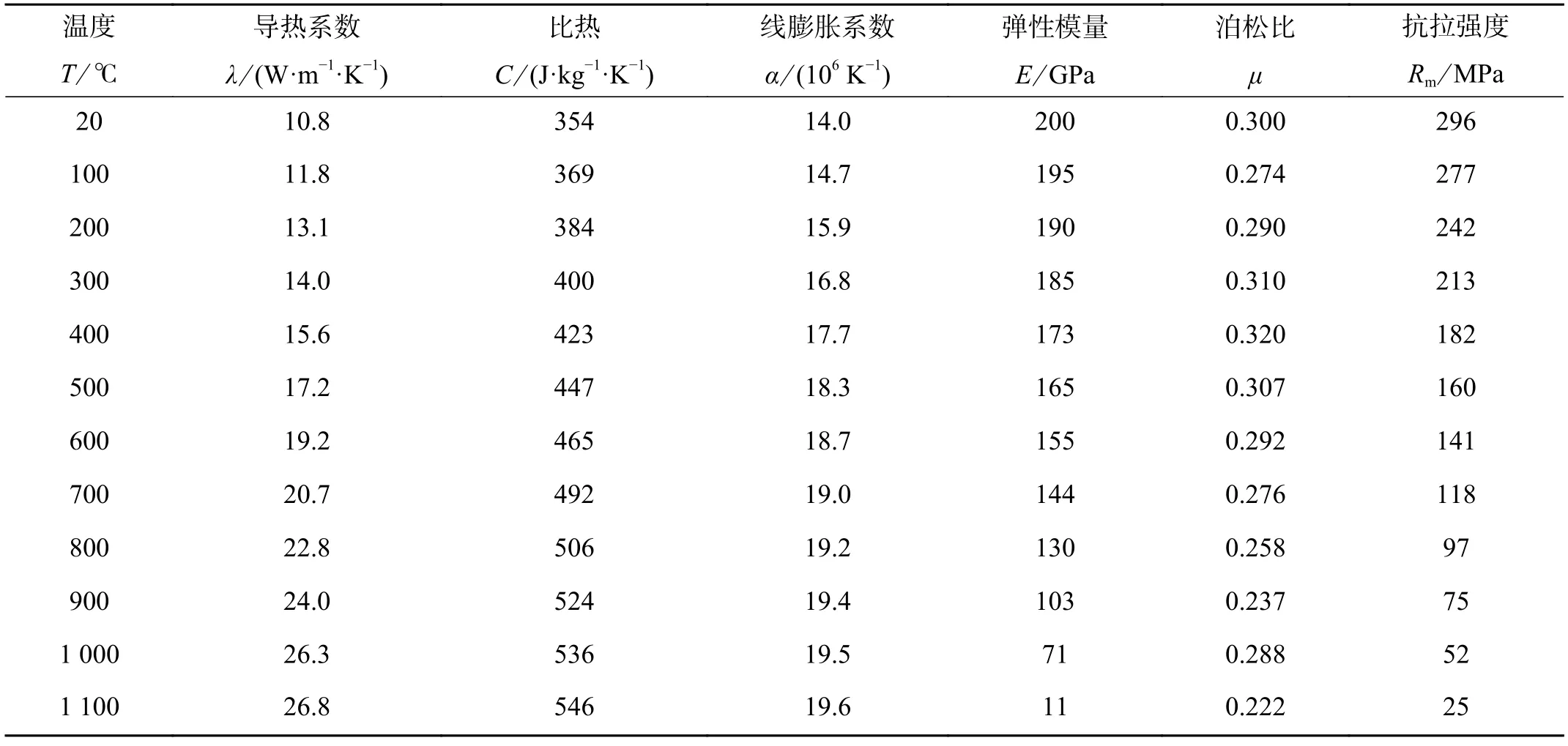
表2 304 不锈钢材料参数
1.5 模型试验
通过红外热成像仪记录实际焊缝表面区域的温度,然后与仿真预测温度进行对比来验证模型有效性。测温点如图4 所示,选取距离热源中心表面分别为20 mm 和30 mm 的A,B 区域内6 个位置,并分别读取在15 s 时的温度值。
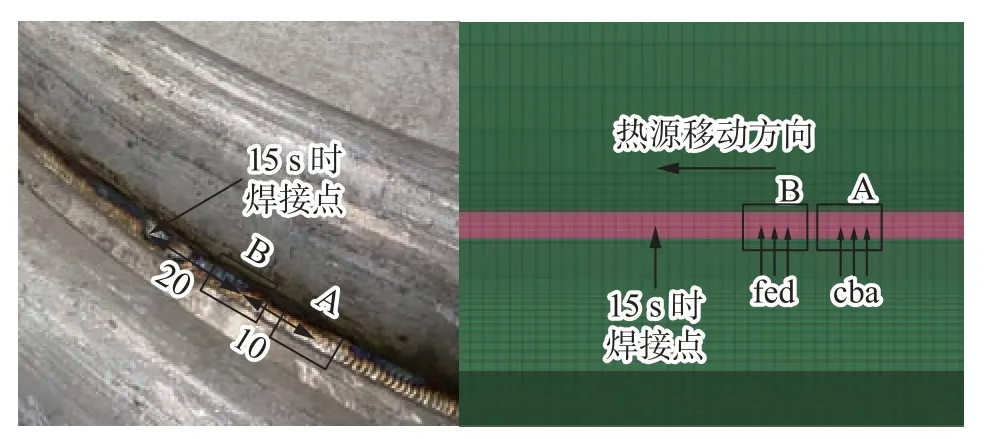
图4 15 s 时焊接点及测温点示意图
试验时使用热成像仪记录下A,B 区域焊接过程中相同时间、离热源中心热成像值,如图5 所示,其中B 区域离15 s 时焊接点较近,A 区域较远,B 区域瞬时平均温度较高,热像图显示A,B 区域焊缝该时刻最大瞬时温度分别为487 ℃和925 ℃。
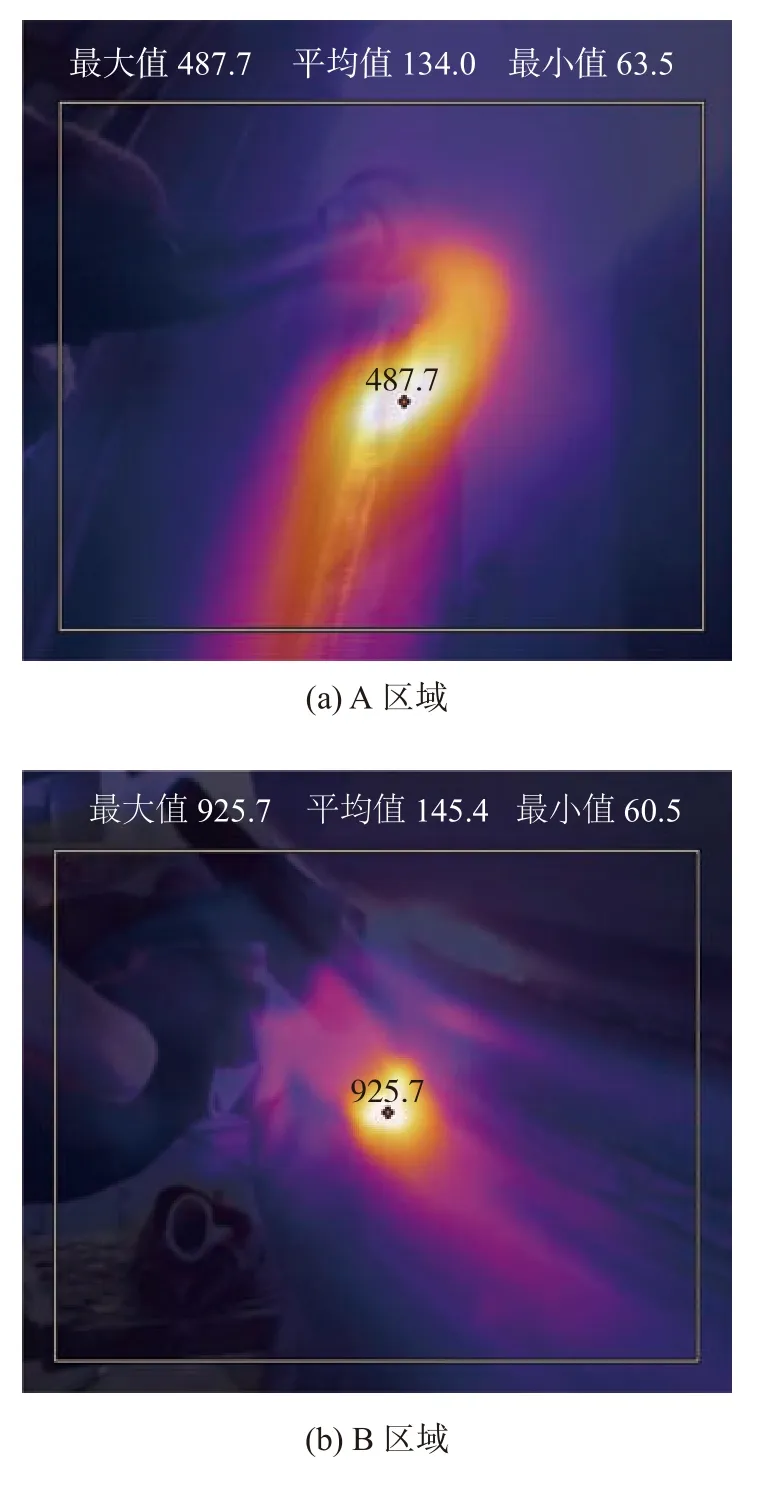
图5 A,B 区域热成像
将热成像值与A,B 区域内温度点平均值进行比较的结果见表3。计算取得A,B 区域仿真值与试验值差值分别在50 ℃,9 ℃左右,考虑到真实环境温差及各种误差,差值在可接受范围内,即该热源模型具有一定的可靠性,可作为后续应力场的计算初始场。

表3 仿真与试验温度对比表 ℃
2 结果与讨论
2.1 温度场分析
焊接过程中在温度场稳定时截面云图如图6 所示。焊缝熔池的温度均达到了材料的熔点,远离焊缝中心的温度逐渐下降,其中焊缝中心温度均达到了焊缝材料的熔点,熔池与实际情况相符。
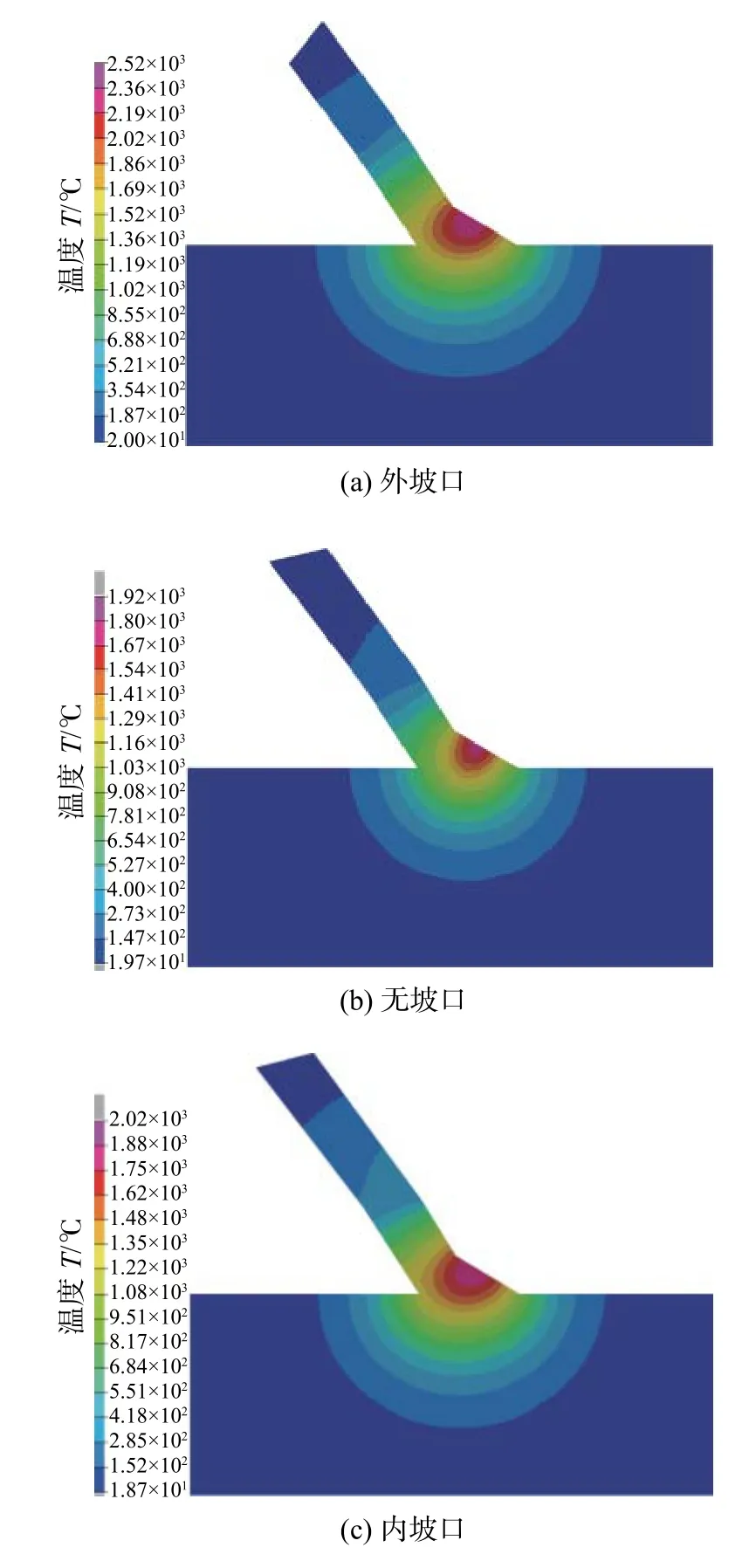
图6 焊接温度场云图
A 点是分别取3 种模型焊缝根部的一点(图2),焊接时间段在20~90 s 之间的温度循环曲线如图7所示。由于该点为单道焊接的结束点,在开始时间段热源距离较远,温度循环曲线都处于室温阶段,当热源接近并经过该点时,3 种模型的温度循环曲线急剧上升并达到最高温度,其中外坡口模型根部曲线显示达到了304 不锈钢的熔点(1 400 ℃左右),而未开坡口和内坡口模型均未达到熔点,焊接完成后,随着时间逐渐冷却到室温。由温度循环曲线可知开外坡口的夹套模型根部更容易焊透,而另外2 种模型由于根部未焊透,在焊接根部区域存在一定的焊接缺陷,焊缝面积的减少必然导致连接强度降低及应力集中,降低疲劳强度,产生裂纹影响反应釜的安全使用。

图7 A 点温度循环曲线
2.2 焊接残余应力场
焊接残余应力是由焊接过程中母材和焊材不同热学性能使结构出现不均匀的变形,在焊接完成后进而产生内部残余内力。因此,焊后残余应力的分析是先计算焊接温度场,再将温度场的文件作为初始条件来求解应力场。
3 种模型焊接完成冷却后,沿着y=120 mm 的横截面截面上等值残余Mises 应力云图如图8 所示。3种模型的焊接残余Mises 应力相差不大,应力峰值都主要集中在焊缝处,随着远离焊缝的区域,应力值越来越小,在夹套中心呈现一个稳定的趋势。由3 种模型应力峰值可知,开外坡口的夹套模型焊接残余应力最小,这与文献[11]中所描述现象相同。

图8 焊接残余应力云图
在开外坡口模型上沿着截面上取3 条路径,如图9 所示,另外2 种模型的路径选取也相同。根据模型定义横向应力为S11,纵向应力为S22,厚度应力为S33,然后分别对这几条路径上的残余应力进行分析。
3 种模型沿着P1路径上的横向残余应力S11和纵向残余应力S22的曲线图分别如图10 和图11 所示。可知横向残余应力S11和纵向残余应力S22分别主要表现为压应力和拉应力,3 种模型在远离边缘的部位曲线变化趋势较为复杂,难以得出结论,但是在y方向离边缘横截面0~10 mm 的距离里,横向残余应力都表现为压应力,而且开外坡口模型的横向残余应力明显小于另外2 个模型;纵向残余应力表现既有拉应力也有压应力,说明开外坡口模型在边缘产生裂纹的概率明显小于另外2 种模型。在P1路径上的厚度方向的应力S33数据变化不大,因此不做分析。

图10 P1 路径上横向残余应力

图11 P1 路径上纵向残余应力
图12 为3 种模型沿着P2路径上的横向残余应力S11趋势图和整体变形,虽然由Mises 应力云图可知应力分布情况虽然大致相同,由图12a 可知,横向应力先呈现先增大后减小的趋势,然后再增大后减小,在焊缝区域由拉应力变成压应力(图12b),原始轮廓线对比焊接后的轮廓线两端翘起,中间下凹,因此,在焊缝与筒体连接的部位表现出受挤压状态。夹套两端最后在远离焊缝区域存在一段平缓曲线,横向残余应力在横截面呈现大致对称结构。不开坡口的模型在该路径上的横向残余应力最大,其拉应力峰值远超材料的屈服强度,而开外坡口模型的横向残余应力比内坡口和不开坡口的模型都要小。

图12 P2 路径上横向残余应力及形变
3 种模型沿着P2路径上的纵向残余应力S22趋势如图13 所示。虽然有很多研究关于纵向残余应力对疲劳强度的影响,在实际工程应用中,最为普遍的现象是沿着焊缝的裂纹总是出现或者扩散在焊接根部,沿着焊缝方向的纵向残余应力并不会对这种裂纹产生一些扩散或者闭合的影响[12-13]。由图13 可知纵向残余应力在横截面也呈现出大致对称结构,纵向残余应力在焊缝区域表现为拉应力,其中不开破口的夹套模型的纵向残余应力最大,外坡口与内坡口模型虽然相差不大,但内破口纵向残余应力的峰值是高于外坡口模型的。在P2路径上的厚度方向的应力S33数据变化不大,因此不做分析。
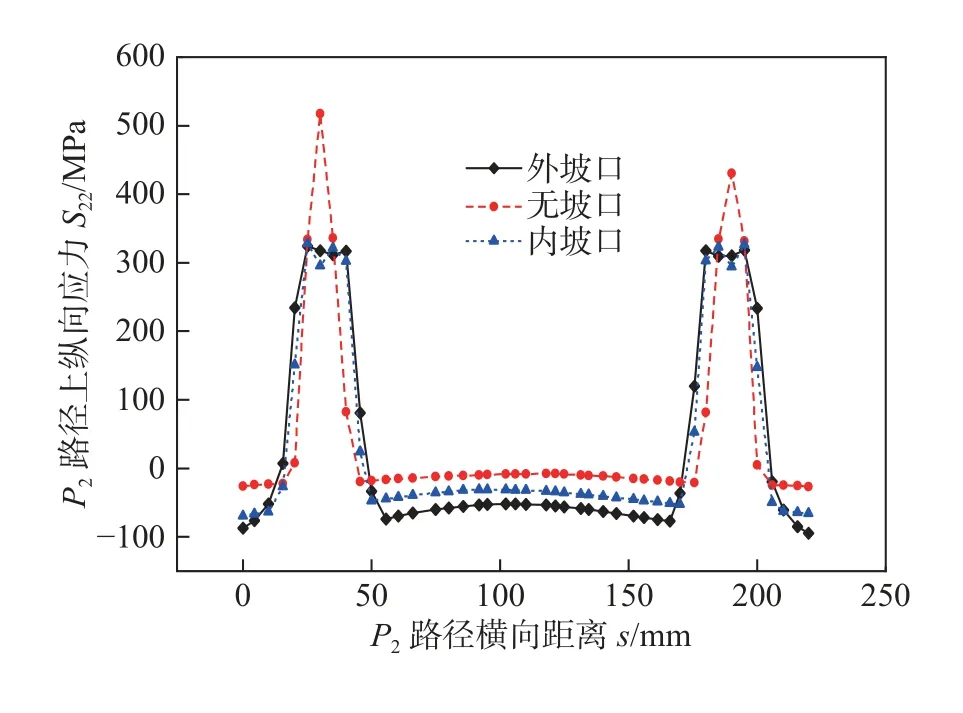
图13 P2 路径上纵向残余应力
3 种模型沿着P3路径上的横向残余应力S11趋势如图14 所示。由图14 可知,该路径上3 种模型的横向残余应力变化趋势大致相同,从筒体纵向距离上先由压应力减小到0,然后逐渐增大变成拉应力再变成压应力,无论是拉应力还是压应力的表现上,明显可见外坡口模型在该路径上的横向应力要比另外2种模型小。
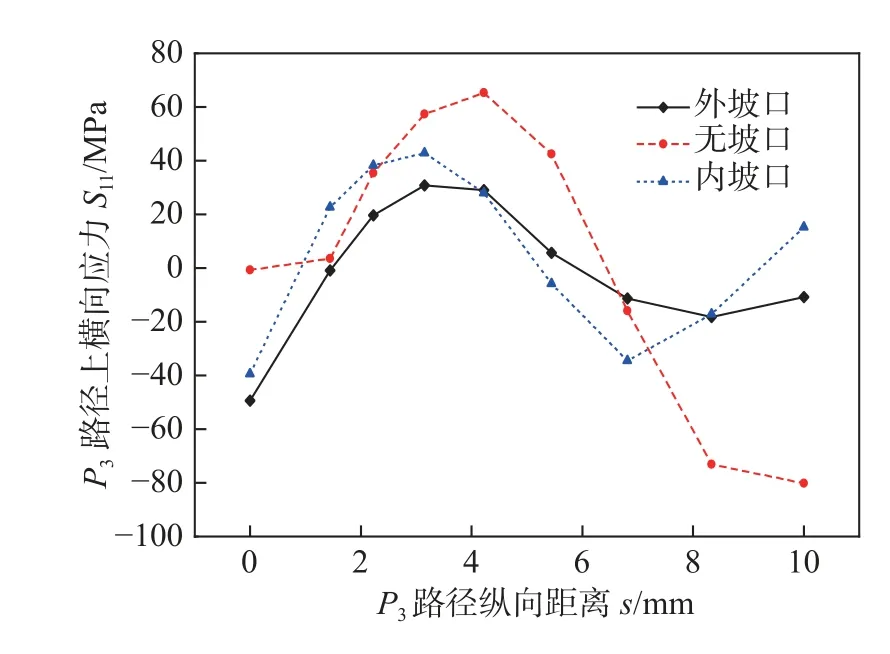
图14 P3 路径上横向残余应力
3 种模型沿着P3路径上的纵向残余应力S22趋势如图15 所示。P3路径上的纵向应力主要表现为拉应力,这是由于模型的筒体部分被固定住,弓形半管在通过焊条与筒体连接时,在纵向方向的融合对筒体产生提拉作用,因此在应力的表现为拉应力,开外坡口和内破口的模型表现出的纵向残余应力大于不开坡口的模型,可能是由于不开坡口的模型与筒体焊接时流进去的焊材更少,结合时产生的形变相对较小。
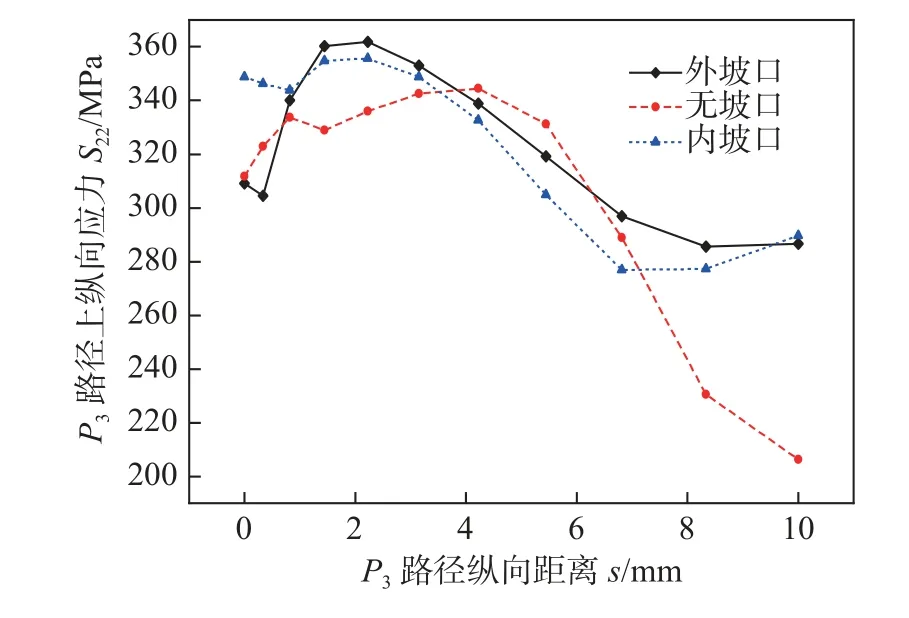
图15 P3 路径上纵向残余应力
3 结论
(1)当前工艺参数下,3 种坡口夹套模型焊缝焊材均达到了材料熔点,但是只有外角平分线坡口的根部达到焊透状态,其余坡口并未达到焊透状态,说明外坡口焊接更容易焊透。
(2)外角平分线坡口的半管夹套焊接后具有最小的Mises 应力值,焊缝厚度方向的残余应力值较小,主要表现为横向和纵向残余应力,开外坡口模型在边缘产生裂纹的概率明显小于另外2 种模型,而且在焊缝处3 条路径上的残余应力值分析说明了外角平分线坡口模型具有更好的应用性。
(3)在工程中,半管夹套的焊接时应该使夹套与筒体分开一定距离,使更多的焊材能够流进焊缝处能够减少筒体厚度方向残余应力的产生。
