GH4738/GH3536 异种高温合金钎焊接头的组织与性能
2023-10-27金莹刘红亮魏鑫闵慧娜王丹邰清安郑磊
金莹,刘红亮,魏鑫,闵慧娜,王丹,邰清安,郑磊
(1.中国航发沈阳黎明航空发动机有限责任公司,沈阳 110043;2.北京科技大学,北京 100083)
0 前言
作为一种在高温条件下使用的结构材料,高温合金具有优异的高温强度、耐腐蚀性和抗氧化性,常用于制造先进航空发动机及工业用燃气轮机的高温端关键部件[1]。高温合金种类繁多,其中,镍基高温合金以其较高的比强度和良好的热稳定性、高温力学性能而应用最为广泛[2-3]。不同牌号的镍基高温合金性能不尽相同,为了充分发挥各合金的特点,高温合金零部件在加工过程中需解决异种合金之间的连接问题。焊接加工可快速实现异种镍基高温合金之间的连接,且对合金部件的形状、尺寸限制小,是常用的连接工艺[4]。
为了实现镍基高温合金之间的可靠连接,目前已开发出了多种焊接方法,包括摩擦焊[5]、激光焊[6]及扩散焊[7]等。在众多镍基高温合金的焊接工艺中,真空钎焊以其经济高效的技术优点而受到人们的普遍关注[8]。该工艺的特点是将含有熔点抑制元素(例如B,Si,P)的金属(镍基钎料)填充到待焊合金之间的缝隙中,固定并组成“三明治”结构;之后在真空条件下将整个组件依次进行加热、保温、冷却,完成真空钎焊[9]。其中,钎焊温度需设定在钎料与待焊合金熔点之间。钎焊过程由几个不同的阶段组成,即钎料的熔解、钎料与合金基体之间元素的互扩散、液体的等温凝固及非等温凝固等。已有研究表明:钎料中的熔点抑制元素(尤其是低原子半径的B)会向镍基高温合金基体中扩散,形成的硼化物会降低合金基体强度[10]。此外,焊缝凝固过程中可能形成脆性相,不利于接头的力学性能[11]。需注意的是,焊后接头的组织及性能不仅与钎料的选择密切相关,而且受钎焊工艺参数影响较大[12]。因此,对采用特定钎焊工艺加工后的镍基高温合金接头微观组织特点及接头力学性能进行分析是保证钎焊处理后合金部件服役稳定性和安全性的根本方法,具有重要意义。
GH4738(Waspaloy)合金是一种γ'相析出强化型镍基高温合金,其强韧性匹配较好,裂纹扩展速率低[13];GH3536 合金是一种以Cr,Mo 为主要强化元素的固溶强化型镍基高温合金,其加工成形性能优良,耐高温氧化性能良好[14]。为了兼顾GH4738 合金与GH3536 合金的性能特点,利用真空钎焊的方法将二者连接成部件使用对于航空工业而言具有重要的实用价值。文中选用BNi-2 钎料对GH4738 与GH3536异种高温合金进行了真空钎焊,总结了钎焊接头的微观组织及元素扩散的特点,分析了钎焊接头的强度及断裂机理,为2 种合金的稳定连接及服役后高温合金部件的性能提升提供了工艺参考和技术储备。
1 试验材料与方法
试验用GH4738,GH3536 高温合金的化学成分见表1。GH4738 合金为标准热处理态为1 020 ℃×4 h,油冷+845 ℃×4 h,空冷+760 ℃×16 h,空冷。钎料为BNi-2 粉末状镍基钎料,使用时将粉末状钎料配制为膏状,其化学成分(质量分数)为:2.9%B,4.4%Si,6.9%Cr,3.1%Fe,余量为Ni;熔点为986 ℃。

表1 GH4738 与GH3536 合金的化学成分(质量分数,%)
采用线切割的方法将母材GH4738 和GH3536 高温合金加工成尺寸分别为5 mm×8 mm×10 mm(组织观察用)和φ10 mm×25 mm(力学性能检测用)的待焊接样品;分别用150 号、400 号、1 000 号砂纸打磨待焊接表面,露出光滑的合金基体,并将磨好的样品放入丙酮中超声波清洗10 min 后吹干。将BNi-2钎料置于GH4738 与GH3536 合金之间组成“三明治”结构,固定合金,待钎焊合金样品装配间隙控制在0.1 mm 左右,完成钎焊样品的装配(图1),钎料用量为填满焊缝所需用量的2.0~2.5 倍。

图1 钎焊装配示意图
将装配好的样品置于真空钎焊炉中进行钎焊,其中钎焊温度设定为1 040 ℃,钎焊保温时间为10 min。钎焊过程中钎焊炉内部压强控制在7×10-3~2×10-3Pa 之间。钎焊结束后,样品先随炉冷却至900 ℃,后钎焊炉内通氩气将样品快速冷却至室温。采用标准金相样品的制备方法对钎焊样品进行研磨和抛光,之后对抛光面进行化学侵蚀以观察接头的微观组织。所用侵蚀试剂为1 g 氯化铜+20 mL 盐酸+20 mL 乙醇,侵蚀时间为5~15 s。采用扫描电镜(SEM)观察样品微观组织,并使用SEM 搭配的能谱仪(EDS)分析样品的化学成分。使用高温拉伸试验机测试接头在730 ℃下的抗拉强度。
2 试验结果与讨论
2.1 接头微观组织及成分分布
图2 为GH4738/GH3536 合金钎焊接头的微观组织。图2a 显示,接头组织致密且没有明显孔洞,说明BNi-2 钎料在1 040 ℃条件下流动性良好,可润湿并充分填满焊缝间隙。根据观察的位置形貌差异可将钎焊连接后的接头分为3 个区域(在图中标记为Ⅰ,Ⅱ,Ⅲ)。区域Ⅰ是由BNi-2 钎料的元素向高温合金基体扩散并发生化学反应而形成的元素扩散区,厚度为40~50 μm;区域Ⅱ为等温凝固区,厚度为20~30 μm,是由于钎焊保温过程中该区域的熔点抑制元素向合金基体中扩散导致液相线升高后发生等温凝固而形成的;区域Ⅲ为非等温凝固区,厚度为40~50 μm,是在钎焊保温结束后的冷却过程中形成的[11]。图2b 表明,焊缝与母材合金界面处结合良好,焊合充分。此外,与等温凝固区的单相、均匀组织特点不同,非等温凝固区由形状不规则的多种物相组成。
图3 为接头中心区域的形貌及元素面分布。根据表面形貌及元素分布特点,将钎焊接头中心分为4 个不同区域。为进一步确认各区域物相组成,选择4 个特征位置(如图3a 所示)分别代表各自区域进行了成分分析,其中位置1 位于等温凝固区,位置2~4 位于非等温凝固区。成分分析结果见表2。图3b 及位置1,2 的成分分析结果显示,此处物相均为镍基固溶体,且位置2 的Ni 含量更高。图3c 及图3e 显示非等温凝固区形成了小块的富含Cr,Mo 的析出相,且不含Ni,Si 元素。Ghasemi 等学者[15]发现:Cr,Mo 作为强的硼化物形成元素,在非等温凝固时倾向于与液态钎料中的B 原子发生反应进而形成硼化物。结合表2 的成分分析结果可知:位置4 处应为富含Cr,Mo 的硼化物。由于钎料中不含Mo,因此,此处的Mo 来自母材合金。此外,从图3f 可以看出,Si 在中心区域大量富集,说明此处硅元素来不及向母材合金中扩散而在焊后冷却过程中生成了富Si 的化合物。根据位置3 成分分析结果推断此相为Ni3Si 金属间化合物[16]。因此,在钎焊过程中形成的等温凝固区主要由镍基固溶体组成,而接头内部区域的熔点抑制元素由于来不及向母材中扩散,在生成镍基固溶体的同时,还产生了大量的Ni3Si 相及少量的富含Cr,Mo 的硼化物。
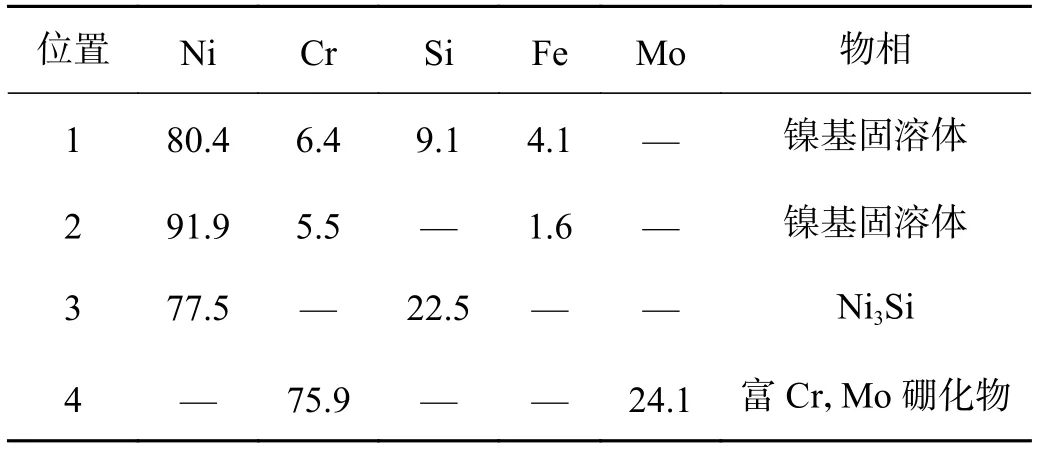
表2 接头中心区域化合物成分分析结果(质量分数,%)
2.2 接头力学性能测试
根据合金部件的应用情况,对GH4738/GH3536钎焊样品在730 ℃条件下进行高温拉伸强度测试。在1 040 ℃×10 min 钎焊条件下,3 组测试结果显示接头高温抗拉强度分别为250 MPa,255 MPa,272 MPa,平均值为259 MPa,接头强度明显低于母材自身的强度值[17]。观察钎焊样品的拉伸断口形貌(图4a),发现断口主要由大面积的解理面构成,证实在拉伸过程中接头塑性差,呈现出明显的脆性开裂特征。此外,断口上有明显的微裂纹存在(如图中箭头所示)。对图4a 中方框所示区域进行成分分析(图4b),可见断口表面物相成分主要由Ni,Cr,Si,Mo 组成,这也是接头中心区域非等温凝固区物相的主要成分。
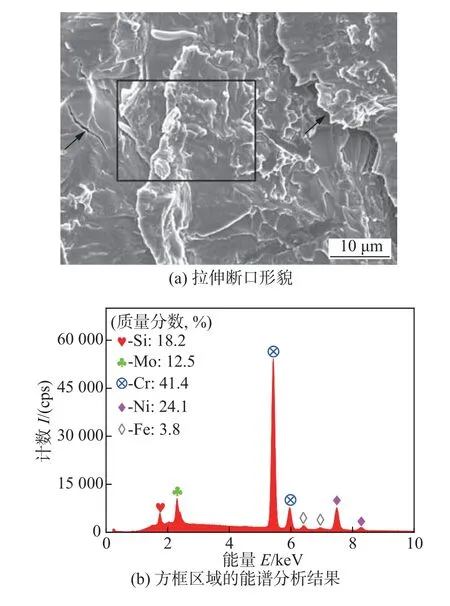
图4 钎焊样品的拉伸断口形貌及断口表面成分分析
为确定钎焊样品的开裂机制,沿纵截面对断口附近微观组织进行观察,如图5 所示。从图5a 可以看出,焊缝与母材连接良好,二者之间并未开裂;拉伸过程中钎焊样品沿焊缝内部开裂。图5b 表明开裂位置为接头中心的非等温凝固区,进一步证实了该区域是钎焊接头的强度薄弱区,这也与图4 所示结果一致。
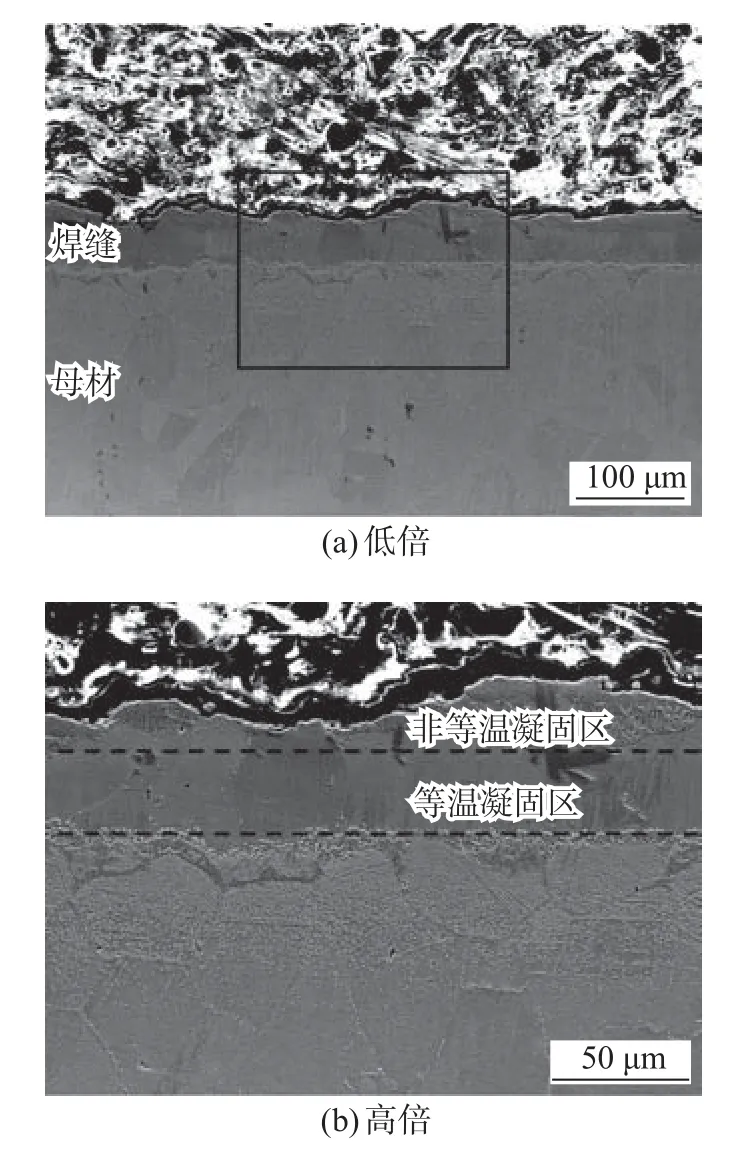
图5 GH4738/GH3536 钎焊样品高温拉伸断口SEM 组织
成分分析结果表明,接头中心区域(非等温凝固区)除了存在镍基固溶体外,还存在硼化物及Ni3Si 金属间化合物。这两相属于硬脆相,与镍基固溶体相比其硬度值更高[18]。已有研究表明[19]:合金的硬度值与强度值之间一般呈正比关系,即
式中:HV为维氏硬度;σ为抗拉强度。因此,Ni3Si 及硼化物的分布应有利于接头强度的提升,但在该研究中发现这两相的存在并没有提高其所在区域的强度值,反而促进了接头在拉伸过程中的断裂。这主要是因为Ni3Si 及硼化物主要在焊后冷却过程中析出,此阶段接头温度的快速降低不利于焊接应力的释放[20],加上这2 种物相较脆,韧性差,导致容易形成焊接微裂纹。图3a 证实了在拉伸试验前,钎焊的接头中心部分已存在少量的微米级别裂纹。这种微裂纹的形成及脆性相的析出是接头脆性断裂的直接原因(图4a)。因此,虽然当前钎焊条件实现了钎缝与母材的良好焊合,但接头中心区域生成的Ni3Si 相及硼化物较脆,对接头力学性能不利。对于采用BNi-2 钎料连接GH4738,GH3536 高温合金时,钎焊及焊后冷却过程中接头内部物相的组成是决定接头性能的关键因素。
3 结论
(1)在1 040 ℃×10 min 条件下,采用BNi-2 镍基钎料对GH4738 与GH3536 合金进行真空钎焊,焊缝与母材界面结合良好,且焊缝组织致密。
(2)钎焊接头由元素扩散区、等温凝固区和非等温凝固区构成。等温凝固区由镍基固溶体组成;非等温凝固区由于靠近焊缝中心,钎焊过程中溶质原子来不及向母材扩散,导致该区域除了镍基固溶体外,还存在大量的Ni3Si 相及少量的富含Cr,Mo 的硼化物。
(3)钎焊接头在730 ℃条件下抗拉强度为259 MPa。钎焊样品在拉伸过程中沿非等温凝固区开裂,这是因为钎焊接头中心非等温凝固区生成的Ni3Si 相及硼化物较脆,易萌生微裂纹,对钎焊接头力学性能不利。
