低温冷风微量润滑在30CrMnSi结构钢切削加工中的应用
2023-10-24高巍刘波李长河张彦彬陶桂宝赵巍聂晓霖饶春红孙勇杨伟
高巍,刘波,李长河,张彦彬,陶桂宝,赵巍,聂晓霖,饶春红,孙勇,杨伟
1四川新航钛科技有限公司;2青岛理工大学机械与汽车工程学院;3重庆大学;4成都工具研究所有限公司;5南京科润工业介质股份有限公司
1 引言
30CrMnSi是一种中碳钢,材料硬度高,调质后具有很高的强度和韧性,常用于航空航天行业中飞机起落架的材料。在起落架产品生产加工过程中,受材料塑性变形和摩擦力的影响,切削区域会产生大量切削热,容易导致刀具的刃口变形,使产品的表面质量下降,刀具受损严重[1]。因此,加工时,需对切削区域进行充分冷却,以保障产品质量,确保尺寸精度及稳定性,同时延长刀具寿命。
目前,常用的冷却润滑方式主要为切削液浇注式冷却,即利用固体与液体间的热传导方式进行散热。而浇注式冷却润滑的使用成本相对高昂,污染严重且威胁工人的身体健康,不符合绿色制造发展需求。
微量润滑技术(MQL)是介于干切与湿切间的一种环境友好型冷却润滑技术,通过压缩空气生成微米级油雾,再通过内冷刀柄或外接喷嘴直接喷射至加工区域进行冷却润滑。在适宜的工艺参数下,微量润滑油雾的用量极低,采用可降解的微量润滑油可以确保对环境无污染。微量润滑技术还可以满足部分不能使用切削液冷却的润滑材料加工需求,如镁合金及复合材料加工。微量润滑仅依靠高压气体对切削区域进行冷却,冷却效率不足限制了其在航空航天领域的进一步应用。
低温冷风微量润滑技术(CW-MQL)兼具微量润滑技术与低温冷风技术的优点,其加工效果优于MQL[2]。冷风温度要求在-60℃~-30℃间,通过冷风装置将压缩气体降温后,再与微量润滑油混合并生成低温油雾,喷射至切削区域进行冷却润滑。低温冷风微量润滑可为切削区域带来更大的温度梯度,热传导速率更高,冷却效果更好,其低温特性可使金属材料表面发生低温脆性断裂倾向,从而提高材料的加工性能,降低切削力,进而抑制切削热的生成。
低温冷风微量润滑技术最早于1996年由日本明治大学的横川和彦教授提出,通过可行性研究并奠定了理论基础[3]。虽然我国低温冷风微量润滑技术起步较晚,但已广泛开展相关研究工作并取得不错的成果。北京航空航天大学袁松梅等[3]采用自主研发的低温冷风微量润滑设备,已完成对铝合金、钛合金及高强钢等材料的加工实验,效果良好。
目前,低温冷风微量润滑技术已逐渐从一种冷却技术向一种冷却工艺发展,本文针对不同产品,研究了冷却参数的相应调整工艺,并将冷却工艺参数纳入低温冷风微量润滑加工产品的加工工艺参数考虑中,以实现对冷却润滑的精确调控。
2 30CrMnSi结构钢加工实验
实验采用低温冷风微量润滑设备,由重庆大学陶桂宝教授自主研发的低温冷风微量润滑设备可实现参数化调控低温油雾的输出,可以控制冷却介质温度、低温油雾流量和压力等参数。低温冷风的最低温度为-60℃,温度及油气流量均参数化可调,可设置不同的冷却工艺参数,适配各产品的各个工序。
微量润滑油选用南京科润的清洁切削油KR-MQL15,该切削油为合成酯基微量润滑油,黏度适宜,雾化性能好,气味小、油烟少且不含重金属及硫、磷、氮等元素,在-40℃工作环境下仍可保持稳定性能。切削油的各项性能见表1。

表1 KR-MQL15微量润滑油性能
实验刀具由成都工具研究所提供,刀具设计过程中建立力学模型进行应力分析和振动分析,以计算或验证刀具的结构形式和具体尺寸。以降低惯性离心力、避免应力集中、减小弯曲变形、减少磨擦和增加疲劳强度为设计原则来精密设计刀具的各项参数,通过切削实验确定切削角度。设计有特殊的断屑槽,以控制切屑大小和排出方向,进而控制切屑飞溅,并通过高压气体实现便捷排屑,避免切屑堆积。
如图1所示,刀具刃口采用微刃带设计,圆柱刃带精准控制在0.05~0.1mm。在装夹可靠的前提下,极小的刃带可以保证刀具刃口很小的跳动,使被加工表面质量更好。同时,也保证了铣刀在高速加工中具有更好的动平衡,延长了刀具寿命,保护了机床主轴精度。由于存在极小的圆柱刃带,可在不影响刀具锋利度的情况下加强刃口强度,减小刃口崩缺的可能性和延长刀具寿命。

图1 刃口结构
以30CrMnSi结构钢的飞机起落架零件为实验对象材料,材料状态为热处理前。实验对象的切削区域不存在闭角、深腔或深孔结构,所有工序中不存在油气喷射盲区,可保证低温油气充分作用至加工区域,零件结构如图2所示。
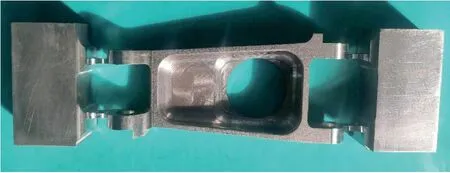
图2 实验中的被加工工件
实验主要切削参数见表2,实验参数沿用切削液浇注式冷却现行的工艺参数,未进行适配性调整。
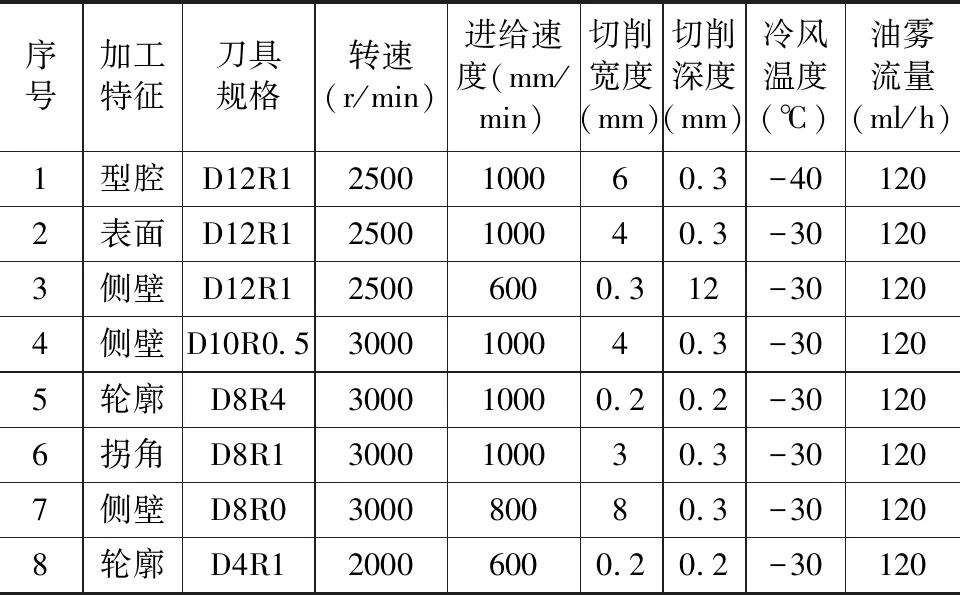
表2 工件的切削参数
使用低温冷风微量润滑技术顺利完成了实验件的初次加工,但由于切削参数未进行适配,局部区域冷却不到位,导致表面粗糙度较差。加工过程中,由于压缩空气气源湿度较高且未及时处理,喷管处出现冷凝结冰,影响低温油气喷射效果。低温油气喷射后,工件表面局部区域出现冷凝水,因处理不及时导致零件出现锈斑,实验过程如图3所示,加工后实验件表面如图4所示。

图3 实验加工过程

图4 加工后的表面
根据实验结果对切削参数进行优化,参数优化主要遵循以下原则:当加工工序中存在切削量较大、冷却不充分时,可适当降低冷风温度,提升油雾喷射流量;在保障相同加工效率的前提下,可以选择小切深、大进给的切削参数优于大切深、小进给的切削参数;在不影响表面质量的前提下,可适当降低转速;对腔、孔等特征进行加工时应考虑走刀方式是否能保证低温油雾有效喷射至加工区域。
对压缩空气进行除湿处理后,冷凝结冰现象得到缓解,表面锈斑问题得到解决。根据上述原则进行参数优化并适配工艺参数,冷却润滑效果更佳,表面质量得到相应改善。优化后的切削参数见表3。
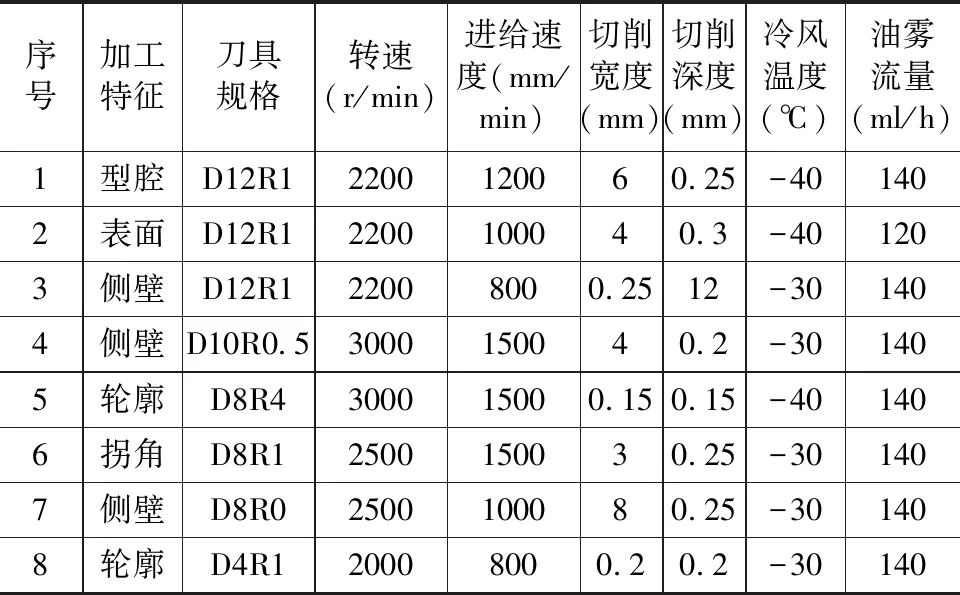
表3 优化后的切削参数
优化参数后进行实验,工件的表面质量如图5所示,切削液浇注式冷却润滑获得的加工表面粗糙度为Ra3.2,低温冷风微量润滑实现的表面粗糙度为Ra0.44,可见,优化后的工艺对加工表面质量有显著提升。
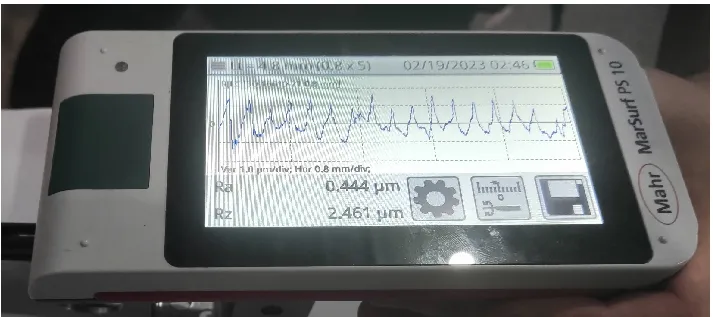
图5 采用优化参数后的工件表面质量
3 低温冷风微量润滑冷却工艺应用
随着航空航天技术发展,高性能材料逐渐推广应用,传统浇注冷却方式受限于冷却介质本身及冷却效率,难以满足航空航天高性能材料的加工需求。
钛合金具有比强度高、耐腐蚀性好、耐热性高等优良综合性能,在航空航天领域中广泛应用于飞行器机体、发动机叶片、机匣等关键耐疲劳结构件。但是,钛合金导热率低,加工时刀具吸热严重,刀具磨损加快并使切削热上升,影响加工效率和成品最终尺寸,且钛合金在加工过程中若产生切削过热形成蚀点,则极易与空气中的氢元素产生反应形成氢脆。镍基合金具有良好的热导性、热稳定性和热疲劳性,已成为航空航天发动机、燃气轮机叶轮、叶片、机匣燃烧段的主要材料,但镍基合金的硬度高,加工过程中存在切削力大、切削温度高的问题,会导致刀具磨损严重,切削效率低,难以稳定保证尺寸精度。镁合金具有密度低、重量轻、比强度好、比刚度高、阻尼性及导热性好、电磁屏蔽能力强等优良综合性能,在航空航天及军事工业领域中,一般应用于导弹舱段、雷达罩体等轻质高强度结构件[4],由于镁合金的化学活性高,易与切削液中的极性添加剂反应,导致切削液失效及零件表面腐蚀。同时镁合金的燃点低(520℃),采用干式切削易出现切削热堆积达到燃点,引发火灾导致事故。
低温冷风微量润滑中的低温气体具有高效对流换热机制,切削油有优异的润滑性能,可以为航空航天领域金属加工的冷却方式提供更多选择[5]。加工中需根据具体条件选择适宜的冷却润滑技术。例如在先进的刀具材料及自润滑涂层支持下,干式切削是部分钢件环保经济的冷却润滑方案选择;切削液浇注式冷却润滑具有更强的通用性,使用便捷,应用范围广;相较于切削液浇注式冷却润滑,微量润滑技术及低温冷风微量润滑技术更环保,其喷射的高压气体有很好的排屑效果,在部分工况下(如深孔加工)有独特优势,可以高效排屑,避免切屑挤压划伤孔壁,作为切削液的替代品,加工油也可以避免金属表面腐蚀[6]。
在了解低温冷风微量润滑技术特点的前提下,根据所加工产品的工艺,将冷却工艺参数纳入整体加工工艺协同研究,将冷却温度、油雾流量、转速、进给速度、背吃刀量以及刀路轨迹规划纳入工艺考量,最终实现绿色环保、高效和高质量加工。例如在批量生产某重型离心机中的30CrMnSi材质精密定位销时,通过借鉴上述实验件工艺参数及冷却润滑手段,改善了工件表面粗糙度,保障了批产件的尺寸稳定。
4 结语
目前,低温冷风微量润滑技术发展已经相当成熟,而低温冷风微量润滑的工作机理与浇注切削液式冷却不同,低温冷风微量润滑技术的作用区域有更明确的指向性,这种指向性在实现环保的同时,也要求其切削工艺参数需进行相应的优化调整,即将低温冷风微量润滑的冷却参数(温度及介质流量等)与转速、进给速度及背吃刀量进行适配性研究,是低温冷风微量润滑技术在工程应用阶段的技术关键,而工艺参数的适配也是低温冷风微量润滑技术进一步推广应用的必然方向。
通过对30CrMnSi结构钢件加工工艺参数进行适配性研究,以小切深、高进给加工策略保障加工效率,相较于浇筑切削液式冷却润滑,加工效率提升20%以上。切削油润滑效果优良,局部区域表面粗糙度由Ra3.2提升至Ra0.44。加工过程仅使用少量可降解的润滑油,加工后无任何废液产生,无需进行危废处理,真正实现了绿色环保、高效和高质量加工,是低温冷风微量润滑技术在航空航天领域的典型应用。
低温冷风微量润滑对30CrMnSi结构钢等高性能材料精密加工有很高的应用价值,冷却润滑环节高效可控,将生产制造中冷却润滑环节纳入可考量控制的范围,显著提升了工艺稳定性和可靠性。
