“双碳”战略下热处理行业绿色发展的思考
2023-10-23王磊明韩永珍孙海鹏
王磊明, 韩永珍, 孙海鹏, 高 直
(1. 中机寰宇认证检验股份有限公司, 北京 102609;2. 中国机械总院集团北京机电研究所有限公司, 北京 100083)
人类活动导致全球气候变化已成为科学界的共识。世界气象组织最新发布的《全球年度至十年气候更新》指出,2022年全球平均气温比1850~1900年的平均气温高出约1.15 ℃,预计2023~2027年间至少有一年全球气温会比工业化前水平升高1.5 ℃的可能性为66%,至少有一年将成为有记录以来最热年份的概率高达98%[1]。国际社会携手应对,先后形成了《联合国气候变化框架公约》(1992年)、《京都议定书》(1997年)、《巴黎协定》(2015年)三大国际性法律文件。《巴黎协定》作为全球气候治理进程的重要里程碑,提出将21世纪全球平均气温较工业化前升幅控制在2 ℃以内,并努力限制在1.5 ℃以内的目标。
基于推动构建人类命运共同体的责任担当和实现高质量发展的内在要求,中国2020年宣布“二氧化碳排放力争于2030年前达到峰值,努力争取2060年前实现碳中和”目标。中国制定出台了“1+N”政策体系,积极推动产业结构调整、能源结构优化、重点行业能效提升,形成了各行业共同努力、全社会共同推进的良好格局。但相比欧美等发达国家,我国实现双碳目标的时间更紧、任务更重、困难更多,需要付出更大的决心、更多的努力。
热处理是机械行业基础制造工艺之一,影响着零部件的可靠性、寿命和强度,是提升我国机械行业整体水平的关键性行业之一。同时,热处理是机械制造领域的重点用能工序,用电量约占机械制造业的25%~30%。长期以来,推进节能减排、促进绿色发展一直都是热处理行业的重要工作。伴随国家双碳战略的逐步落实,热处理行业迎来了新的机遇和挑战,必将走向绿色低碳高质量发展之路。
1 热处理行业碳排放
1.1 碳排放核算
现代管理学之父彼得·德鲁克说过,“无量化,无管理;先量化,后决策”。碳排放核算是做好碳达峰碳中和工作的重要基础,为有效开展碳管理、实施碳减排提供数据支撑。
1) 核算标准
碳排放核算分为区域层面、组织层面和产品层面(见表1),分别称为“温室气体清单”“碳盘查”和“碳足迹”。
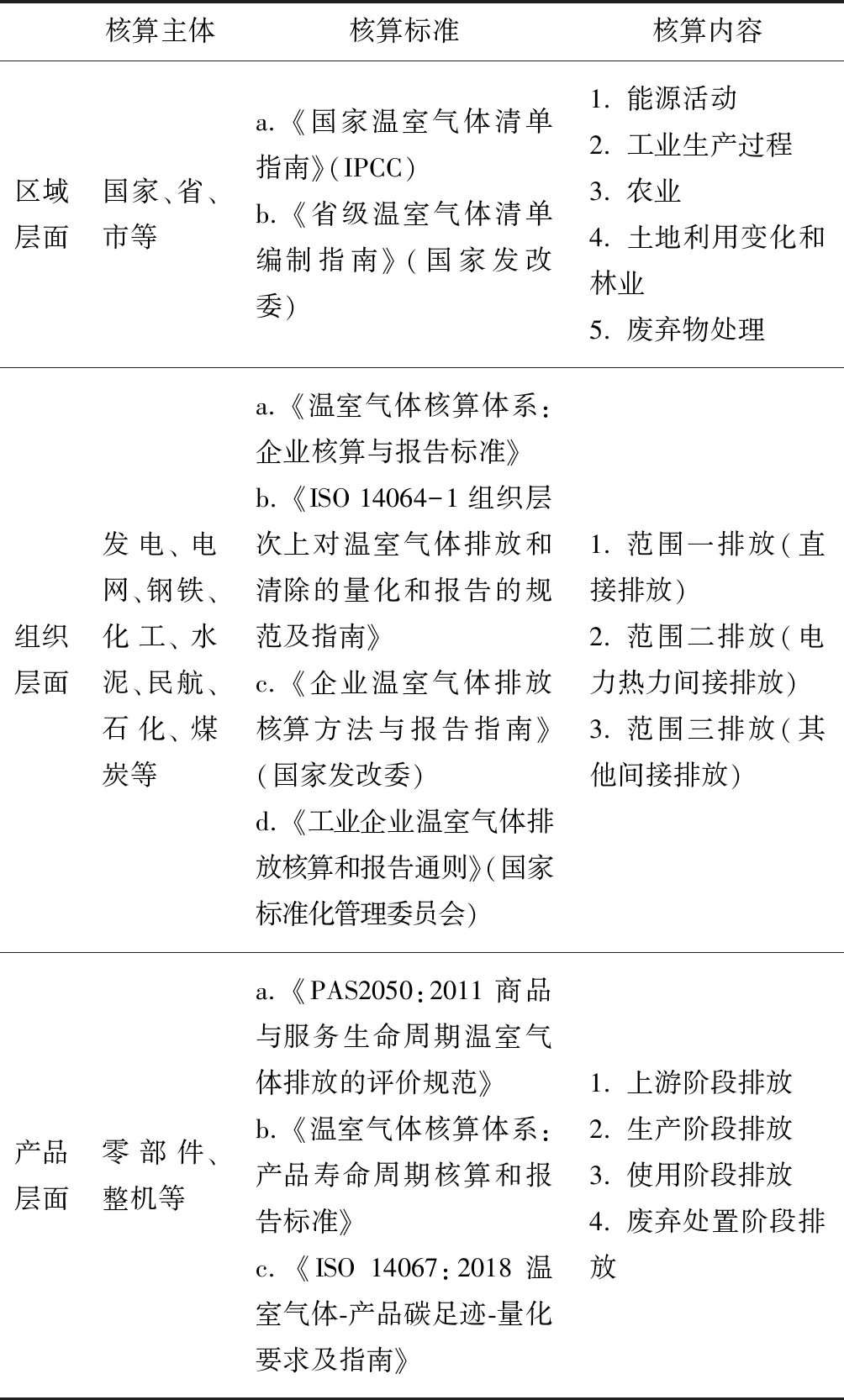
表1 不同层面碳排放核算标准及内容
世界可持续发展工商理事会(WBCSD)与世界资源研究所(WRI)共同发布的《温室气体核算体系》(GreenHouseGasesProtocol,GHGProtocol)将企业碳排放划分为范围1(燃料燃烧及生产过程的直接排放)、范围2(外购电力及热力的间接排放)、范围3(价值链上下游的间接排放),如图1所示[2]。
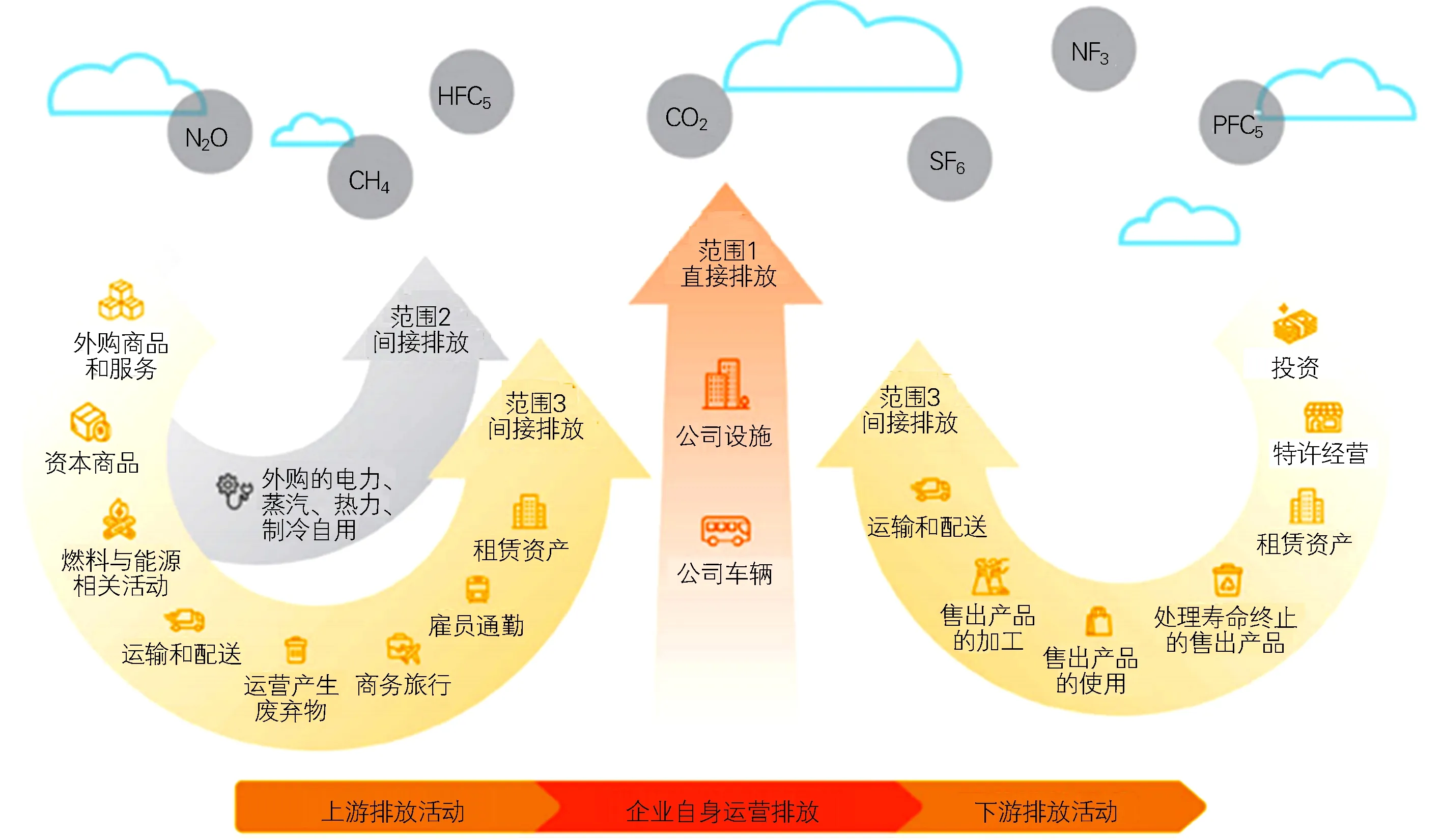
图1 企业温室气体排放范围[2]Fig.1 Scope of greenhouse gas emissions from enterprises[2]
国家发改委分别于2013年10月、2014年12月和2015年7月先后发布了三批24个行业的《企业温室气体排放核算方法与报告指南(试行)》。国家标准化管理委员会分别于2015年11月和2018年9月发布了13项温室气体排放核算国家标准,包括GB/T 32150—2015《工业企业温室气体排放核算和报告通则》以及发电、钢铁、民航、水泥、化工、煤炭等12个行业温室气体排放核算方法与报告要求。
2) 核算方法
碳排放核算主要有3种方式:排放因子法、物料平衡法、实测法。
排放因子法应用最广泛,计算公式:温室气体(GHG)排放=活动数据(AD)×排放因子(EF)。其中排放因子可以采用IPCC缺省值,瑞士Ecoinvent、欧洲ELCD、德国GaBi等数据库以及我国相关参数值(如全国电网平均排放因子)。
物料平衡法是根据质量守恒定律,对输入和输出物料含碳量的差额进行计算的方法。计算公式:二氧化碳排放=(原料投入量×原料含碳量-产品产出量×产品含碳量-废物输出量×废物含碳量)×44/12。
实测法是使用专业的计量仪器对排放源进行实地测量,确定碳排放量的方法。
1.2 热处理行业碳排放核算
根据GB/T 7232—2023《金属热处理 术语》中定义,热处理是采用适当的方式对金属材料或工件进行加热、保温和冷却以获得预期的组织结构与性能的工艺。热处理行业碳排放主要包括3个部分:化石燃料燃烧排放、过程排放、净购入的电力和热力产生的排放。
E=E燃烧+E过程+E电力+E热力
1) 化石燃料燃烧排放
化石燃料在各种类型的固定燃烧设备(如燃料炉、气氛炉)或移动燃烧设备(如汽车、叉车)中与氧气充分燃烧产生的CO2排放,包括天然气、液化石油气、汽油、柴油等。
ADi=NCVi×FCi
式中:ADi为第i种化石燃料的活动数据,单位为GJ;EFi为第i种化石燃料的二氧化碳排放因子,单位为tCO2/GJ;NCVi为第i种化石燃料的平均低位发热量,液体燃料单位为GJ/t,气体燃料单位为10-4GJ/Nm3;FCi为第i种化石燃料的消耗量,液体燃料单位为t,气体燃料单位为104Nm3;CCi第i种化石燃料的单位热值含碳量,单位为tC/GJ;OFi为第i种化石燃料的碳氧化率。
2) 过程排放
热处理过程中使用的含碳物料消耗产生的CO2排放,包括清洗剂、气氛制备所用含碳物料、淬火介质和渗剂等。
E过程=E清洗剂+E气氛制备所用含碳物料+E淬火介质+
E渗剂+E其他含碳物料
式中:E含碳物料为清洗剂、气氛制备所用含碳物料、淬火介质、渗剂或其他含碳物料等消耗产生的二氧化碳排放量,单位为tCO2;Pi为第i种清洗剂、淬火介质、渗剂或其他含碳物料等单独消耗的量,单位t;DXi为第i种含碳物料等各自单独的平均浓度,单位为%;EFi为第i种含碳物料等单独的二氧化碳排放因子,单位为tCO2/t。
3) 净购入电力、热力产生的排放
E电力=AD电力×EF电力
E热力=AD热力×EF热力
式中:AD电力为净购入使用的电量,单位为MWh;AD热力为净购入使用热量,单位为GJ;EF电力为电网年平均的二氧化碳排放因子,单位为tCO2/MWh;EF热力为热力供应的排放因子,单位为tCO2/GJ。
热处理全行业20万台(套)热处理设备中,电加热设备约占80%,燃气加热设备约占20%。年消耗电能总量达200亿千瓦时,天然气和液化气约4亿立方米(标准状态),淬火油超10万吨[3]。根据生态环境部《关于做好2023—2025年发电行业企业温室气体排放报告管理有关工作的通知》,电网平均排放因子为0.5703 tCO2/MWh;根据国家发改委发布的常用化石燃料相关参数推荐值(《机械设备制造企业温室气体排放核算方法与报告指南(试行)》附表2.1),天然气的排放因子约为21.6 tCO2/104Nm3。
粗略计算可得,热处理行业电力消耗碳排放约1140万吨,天然气消耗碳排放约90万吨,工艺过程中淬火油、含碳气氛、清洗剂等消耗排放约650万吨[4]。
2 热处理行业绿色发展之道
伴随绿色发展理念的不断深入和国家双碳战略的逐步实施,绿色热处理应运而生,初步形成了绿色政策、绿色标准、绿色技术、绿色管理、绿色制造等五大体系。
2.1 绿色政策指引
《国民经济和社会发展第十四个五年规划和2035年远景目标纲要》将“2025年单位GDP二氧化碳排放较2020年降低18%”作为约束性指标,构建完成“1+N”政策体系,这为热处理行业的绿色低碳发展提供了政策指引。《“十四五”工业绿色发展规划》提出,“重点推广可控热管式节能热处理炉等新型节能设备”,“实施清洁铸造、精密锻造、绿色热处理、先进焊接、低碳减污表面工程、高效切削加工等工艺技术和装备改造”;《工业领域碳达峰实施方案》提出,“加强先进铸造、锻压、焊接与热处理等基础制造工艺与新技术融合发展”,“到2025年,激光热处理等先进近净成形工艺技术实现产业化应用”;《推动铸造和锻压行业高质量发展的指导意见》提出,“鼓励企业采用高效节能熔炼、热处理等设备,提高余热利用水平”。
目前,国家主管部门还未针对热处理行业出台专门的政策措施,主要依靠中国机械工程学会热处理分会、中国热处理行业协会等行业自律组织推动绿色低碳工作。《中国热处理行业“十四五”发展规划纲要》提出,“到2025年,规模以上企业的热处理综合平均能耗降到350 kWh /t以下,万元产值电耗降到2300 kWh以下,温室气体排放减少50%,热处理生产污染物实现零排放”。实现这一目标还面临着不小的困难和挑战。
2.2 绿色标准体系
标准是热处理行业高质量发展的基础性制度,发挥着引领性作用。绿色发展理念提出以来,全国热处理标准化技术委员会大力推进热处理行业绿色发展,发布了GB/T 36561—2018《清洁节能热处理装备技术要求及评价体系》、GB/T 38749—2020《可控气氛热处理技术要求》、GB/T 38819—2020《绿色热处理技术要求及评价》、GB/T 39194—2020《真空低压渗碳高压气淬热处理炉技术要求》等综合性标准及装备标准,《温室气体碳核算方法与报告要求 第XX部分:热处理企业》也在制定中,基本建成了绿色热处理标准体系,实现“有标可依”,如图2所示[5]。
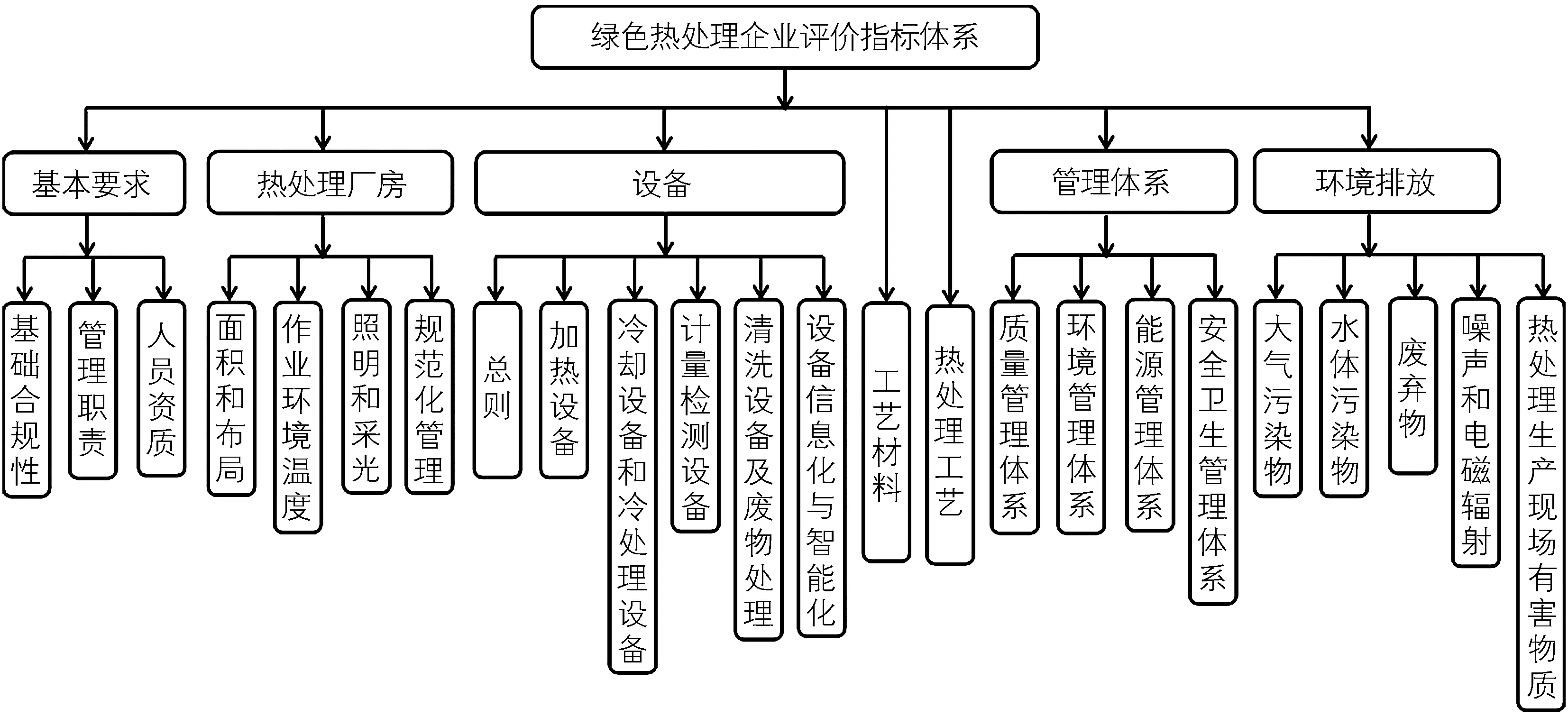
图2 绿色热处理评价指标体系[5]Fig.2 Evaluation index system for green heat treatment[5]
2.3 绿色技术体系
绿色热处理综合考虑了环境影响和能源资源效率,通过科技创新和技术提升,解决传统热处理能耗高、资源消耗大、污染严重的问题。党的十八大以来,真空热处理、可控气氛热处理、感应热处理等少无氧化热处理技术设备得到快速发展,水溶性淬火剂、环保清洗剂、稀土催渗剂等环保型工艺材料得到广泛应用。
1) 真空热处理工艺
真空热处理技术是公认的高效、节能、无污染的绿色热处理技术,主要包括真空低压渗碳技术、真空高压气淬技术等。真空低压渗碳具有高温高速渗碳、无氧化无污染、节能节气等优点,是可控气氛渗碳的良好替代方案;真空高压气淬具有生产效率高、工件畸变小、无污染、无需清洗等优点,省去了淬火油、盐浴、清洗液等工艺材料消耗,将逐渐取代传统的油淬和盐浴热处理[6]。
2) 绿色淬火冷却介质
绿色淬火介质在满足生产需求的前提下,对生态环境不产生损害或损害较小。目前,水溶性淬火剂是应用最广的环保热处理冷却介质,可替代水、油、盐等传统淬火介质,克服了水冷却速度快、工件易开裂,油冷却速度慢、油烟污染且易燃,盐冷却易使工件、设备产生锈蚀等缺点。水溶性淬火剂以聚烷撑乙二醇(PAG)为主,具备无烟、无毒、无腐蚀等安全环保特征,广泛用于碳钢、低合金钢等淬火冷却。
2.4 绿色管理体系
管理创新和技术创新同等重要,二者相互促进、有效协同,是企业推进绿色发展的两大动力。绿色管理体系涵盖了环境管理体系(ISO 14001)(GB/T 24001)和能源管理体系(ISO 50001)(GB/T 23331),前者引导企业实施清洁生产、节约资源、减少污染,实现经济、社会、环境的平衡发展;后者引导企业使用清洁能源、降低能耗、提高能效,实现节能减排、降本增效的协同优化。
根据《中国热处理行业“十四五”发展规划纲要》,我国已有超过20%的热处理企业通过了环境管理体系认证,能源管理体系也被纳入GB/T 38819—2020《绿色热处理技术要求及评价》指标体系中,相关认证稳步推进中。
在双碳战略目标下,碳管理体系也在探索建立中,如图3所示[7]。碳管理体系以“监测、报告、核查(MRV)”碳管理理念为基础,借鉴环境管理体系和能源管理体系的核心要素和条款设计,为各类组织开展碳管理活动、提升碳管理绩效提出规范性要求,比较有代表性的有中国认证认可协会发布的团体标准《碳管理体系要求》(T/CCAA 39—2022)、中国工业节能与清洁生产协会发布的团体标准《碳管理体系要求及使用指南》(T/CIECCPA 002—2021)、北京市地方标准《北京市碳排放管理体系实施指南》(DB11T 1559—2018)、广东省地方标准《碳排放管理体系要求及使用指南》(DB44/T 1944—2016)等。
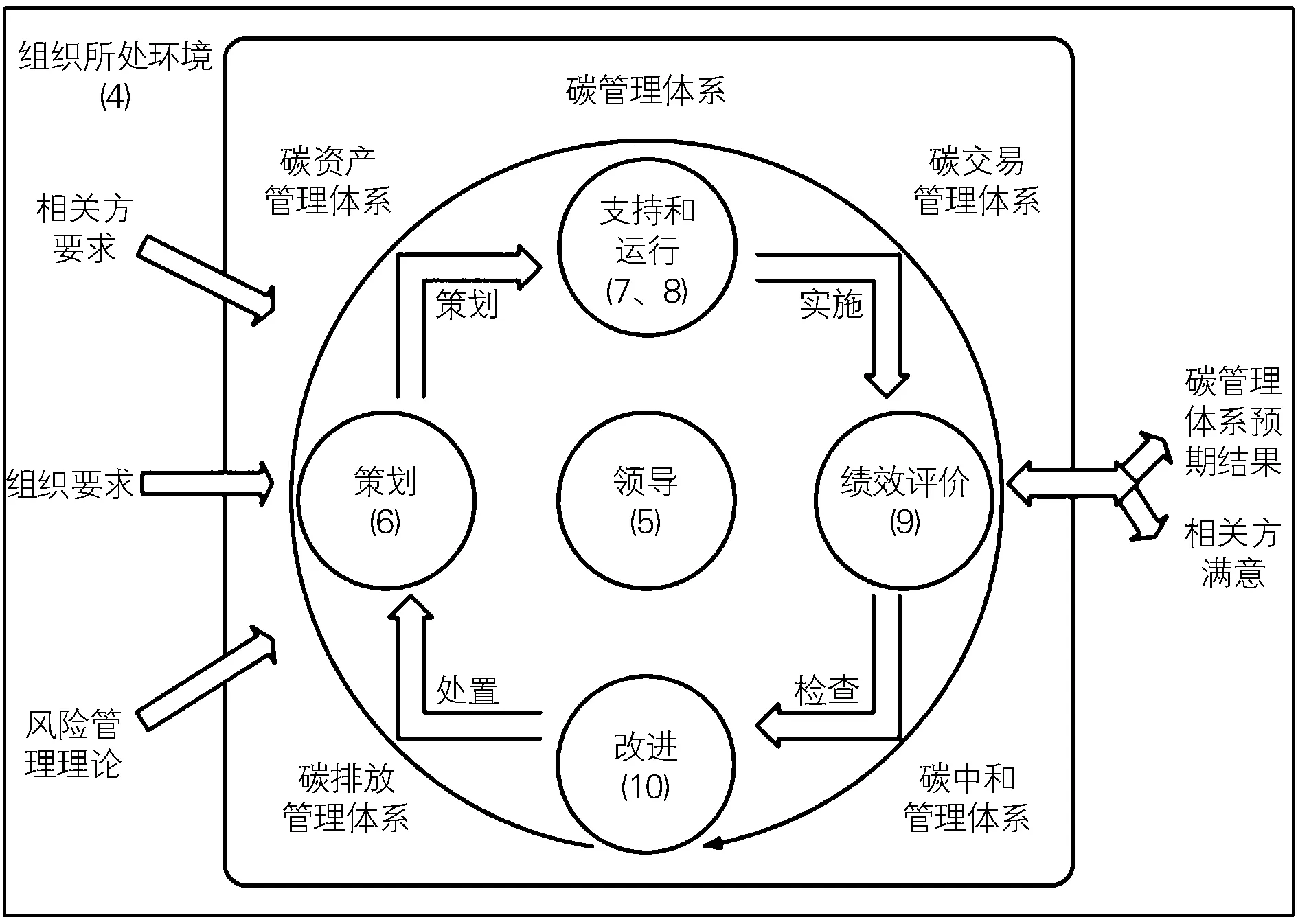
图3 碳管理体系结构示意图[7]Fig.3 Schematic diagram of carbon management system structure[7]
2.5 绿色制造体系
绿色制造体系以促进全产业链和产品全生命周期绿色发展为目的,以绿色工厂、绿色产品、绿色园区、绿色供应链为主要内容。自2017年以来,工信部已认定了七批绿色制造企业,包括3616家绿色工厂、3730种绿色设计产品、268家绿色园区、403家绿色供应链管理示范企业。其中,绿色工厂是绿色制造的实施主体,侧重于生产过程的绿色化;绿色产品是绿色制造的最终表现,侧重于产品全生命周期的绿色化。
热处理产业链包括“原材料→生产加工→下游应用”。原料端,推进绿色供应链管理。根据全生命周期评价(LCA)理论,钢铁、铝、化工产品等原材料的获取是热处理设备碳足迹的重要组成部分。全球平均每生产1 t粗钢排放1.91 tCO2[8],生产1 t原铝排放16.8 tCO2[9];根据有关资料,使用1 t淬火油/真空泵油排放3.1 tCO2。生产端,沿着“绿色设计→清洁生产→循环利用”,推进绿色工厂创建。应用端,从减少能源消耗、提升能源效率、推进清洁能源替代等方面,成为能效“领跑者”、碳效“领跑者”。伴随我国能耗“双控”向碳排放总量和强度“双控”转变,绿色制造有望向零碳制造提标升级。
为推动热处理行业的绿色制造,全国热处理标准化技术委员会已完成《热处理行业绿色工厂评价》和《真空热处理炉制造业绿色工厂评价要求》等行业标准的制定,从生产、制造和使用先进节能环保的热处理装备入手,构建高效、清洁、低碳、循环的绿色制造体系。
3 热处理行业双碳发展路径
党的二十大报告指出,实现碳达峰碳中和是一场广泛而深刻的经济社会系统性变革。当前,我国双碳工作尚处起步阶段,必将经历一个从认识到行动、从全面到深化的持续过程。长期以来,热处理行业坚持绿色发展,投入大量资源和资金开展工艺优化、设备改造、介质替代等,节能减排取得显著成效,能源利用效率明显提升。碳达峰碳中和作为我国未来数十年经济社会发展的主基调,为了推动其在热处理行业高效落实、落地生根,应重点关注以下4个方面的内容。
1) 加快建立科学规范的热处理行业碳排放核算体系。2022年8月,国家发改委、国家统计局、生态环境部联合印发了《关于加快建立统一规范的碳排放统计核算体系实施方案》,提出“加快建立覆盖全面、算法科学的行业碳排放核算方法体系。企业碳排放核算应依据所属主要行业进行,有序推进重点行业企业碳排放报告与核查机制”。热处理作为机械行业基础工艺之一,建立科学规范的碳排放核算体系,摸清碳排放“家底”,不仅是热处理行业推进双碳工作的当务之急,还可为机械行业绿色低碳转型提供基础支撑和数据支持。热处理行业碳排放核算体系涉及企业碳盘查和产品碳足迹两个层面,包括企业碳排放核算、设备碳足迹核算、工艺材料碳足迹核算等。
2) 探索建立智能高效的热处理碳排放监测管理体系。对重点用能设备和排放环节进行有效监控,是企业推进节能降碳的基础和前提。2022年6月,国务院发布《关于加强数字政府建设的指导意见》,提出“加快构建碳排放智能监测和动态核算体系,服务保障碳达峰、碳中和目标顺利实现”。碳排放智能监测管理系统应用大数据、云计算、物联网、区块链等技术手段,可实现碳排放的可视化、可量化、精准化管理,集碳数据监控、碳足迹追溯、碳资产管理等功能于一体,对于企业挖掘减碳空间、降本增效等具有重要意义。当前,很多机械制造企业都在探索建设能耗及碳排放智能监测系统,热处理是机械制造领域的重点用能工序,是系统建设不可获缺的重要环节。但热处理工艺较为复杂、排放环节较多,数据如何搜集全面和精准量化,则是亟需解决的现实问题。
3) 构建完善先进适用的热处理低碳零碳技术体系。党的二十大报告强调,科技是第一生产力、人才是第一资源、创新是第一动力。技术创新是工业降碳的关键推动力,也是处理好发展与减排、短期与中长期关系的重要支点。近十多年来,在创新驱动战略引领下,在国家发改委、工业和信息化部、科技部等政策支持下,我国绿色热处理技术、清洁节能装备技术、余热利用技术、数字化智能化技术等热处理低碳零碳技术快速发展并得到广泛应用。但目前我国热处理的人才供给、技术含量、能源效率、环境治理水平与发达国家仍存在着不小的差距,热处理低碳零碳技术体系构建任重而道远。
4) 研究并积极参与碳交易市场。2013年起,北京、天津、上海、广州、湖北、深圳、重庆、福建8省市启动了碳排放权交易试点工作。2021年7月,全国碳排放权交易市场启动上线交易,发电行业成为首个纳入全国碳市场的行业。碳市场可分为强制碳市场和自愿碳市场(CCER),前者主要面向高排放行业,以配额为基础产品,扩容在即;后者面向没有强制减排任务的主体,以减排项目为基础产品,重启在即。热处理工艺能耗高,节能降碳空间也大,通过碳减排项目的开发,可将碳成本转变为碳资产,既为企业自身带来经济效益,也可为高载能行业降碳及配额清缴履约提供支持。
4 结束语
碳达峰碳中和是中国向世界作出的庄严承诺,也是推进经济社会高质量发展的内在要求。热处理行业既是机械行业的基础制造工艺,也是机械制造的重点用能工序,始终坚持高端化、绿色化、智能化方向,通过数字化智能化技术应用提升绿色发展水平,通过绿色管理体系和绿色技术体系建设提升工件可靠性、寿命和强度,最终实现降本增效、节能减排、强基固本的高效协同。从目前的情况看,热处理行业在减污、降碳、增长方面具备了一体推进的基础,在高质量发展的新征程上需要进一步探索相关实现和优化路径。值得注意的是,双碳工作是一项长期而复杂的工作,热处理企业低碳零碳转型绝非一朝一夕可成,必须立足客观实际、循序渐进、久久为功,优先做好数据高效采集、科学核算工作,矢志不移自主创新技术降碳,并以长远眼光,积极布局碳市场、主动管理碳资产。
