化阳公司汽车零件“0071”长度测量系统分析
2023-10-21周旭宗韦冰
周旭宗 韦冰

摘 要:测量系统分析(MSA)是IS0/TS16949标准中的五大工具之一。本研究通过对化阳公司汽车零件“0071”的长度特性进行测量系统分析,分析在该测量系统下获得测量数据的可靠性。研究结果表明,该测量系统分辨力充足,测量系统处于统计受控状态,偏倚和线性误差在可接受范围内,重复性和再现性误差小于10%说明系统测量误差较小,从而确保了化阳公司在该长度测量系统下获得的测量数据是真实可靠的。
关键词:测量系统分析 稳定性 偏倚 线性 重复性和再现性
1 引言
信息技术的不断发展带动了企业自动化水平的提高,数据的使用也随之越来越频繁和广泛。企业的绝大多数重要控制过程,如进料和成品检验、过程能力分析过程的稳定性、各变量间逻辑关系的推理等,都需要依赖数据的支持来进行决策。IS09000质量体系标准中强调指出基于事实的决策方法,在分析的基础上依赖大量的统计数据,可以做出更为科学有效的决策。测量所获得数据不仅是企业领导层制定经营决策的依据,也是企业决定是否需要调整生产控制流程的依据。因此,获得真实可靠的测量数据十分重要。
测量系统分析是一种数据分析方法,即通过有目的、有方法、有规律的采集数据后,对获得的数据进行可靠性,置信度等分析研究,从而判断测量系统的状态,评估测量系统的能力,做出是否要进一步采取措施减小或者消除误差的结论,以保证数据的准确性和可靠性。通过对测量系统六大特性的定量计算,可以得到由测量系统带来的测量误差(简称R&R)。当R&R占总变差,即R&R%,不超过10%时,认为测量误差较小,测量数据有较高的可信度,为较理想的测量系统。
早期,很多企业都将测量设备当作关注的焦点,倾向于选取更加高精度的测量设备去获得测量结果,这不仅会增加仪器购置成本,也忽略了对测量设备与测量过程、测量环境、测量人员等因素及其交互作用影响的研究,导致测量结果不尽理想。目前我国很多行业尤其汽车行业的管理者都将测量系统分析作为保证数据可靠性、提升质量管理水平的重要手段[1-8]。其中,化阳公司是一家专业从事汽车关键部件的高精密锌合金/铝合金压铸、高精密注塑机械加工、精密模具等开发、生产制造和销售的高新技术企业,生产控制过程中,关键重要工序均开展测量系统分析。本研究以该公司某一汽车零件的长度测量系统展开研究。
2 材料与方法
2.1 材料
零件“0071”是化阳公司为客户生产的汽车零件产品。交付客户前需对其包含的56个尺寸进行测量,并做出是否合格的全尺寸报告。其中54个尺寸的测量包含了长度的测量,测量范围为0.03mm-63.3mm。
2.2 仪器与设备
海克斯康公司生产的Global Advantage系列的活动桥式三坐标测量机,型号为“07.10.07”,外形尺寸为1250mm×1910mm×2696mm,量程范围:X=700mm,Y=1000mm,Z=6600mm,测量的温度要求为:20℃± 2℃,空气湿度要求在40%-60%,气压要求6-8bar,电压要求220V±10V。
2.3 试验方法
测量系统六大特性研究顺序为:分辨力、稳定性、偏倚和线性、重复性和再现性。各特性研究方案设计要点如下:
稳定性分析:1名检测人员,选取一个合格 “0071”零件的33#(55.5mm±0.1mm)号尺度进行测量,随机选择以一天为时间间隔的25个工作点进样测量,子组大小为3。
偏倚和线性分析:1名检测人员,选取覆盖该零件测量范围的五个尺寸,分别为:44#(0.5mm±0.1mm)、38#(3mm±0.1mm)、10#(18.0mm±0.1mm)、21#(24.3mm±0.1mm)、33#(55.5mm±0.1mm),对每个尺寸重复测量15次。
重复性和再现性分析:3名检测人员,选取覆盖6#(57.5mm±0.05mm)尺寸變异过程的10个“0071”汽车零件的,每个零件重复测量3次。
2.4 数据分析软件
Minitab 18。
3 结果与分析
3.1 分辨力
本研究选择“0071”汽车零件最小尺度为44#(0.5mm±0.1mm),最大尺度为6#(57.5mm±0.05mm),其过程变差范围为57.15mm,单个零件公差最小为0.10mm。本研究选择的三坐标分辨力为0.0001mm,小于制造过程变差或者公差的十分之一[9-10],测量系统的分辨力满足要求。
3.2 稳定性
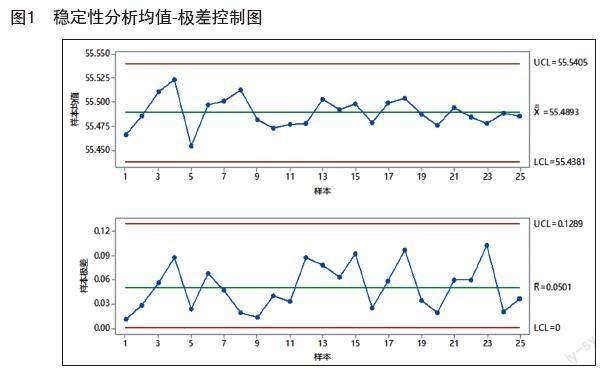
稳定性是测量系统分析的前提条件之一,本研究采用均值-极差控制图对该测量系统进行稳定性分析,结果如图1所示。
根据八项判异准则,图1未出现任何一项异常情况,表明该测量系统处于统计受控状态。
3.3 偏倚和线性
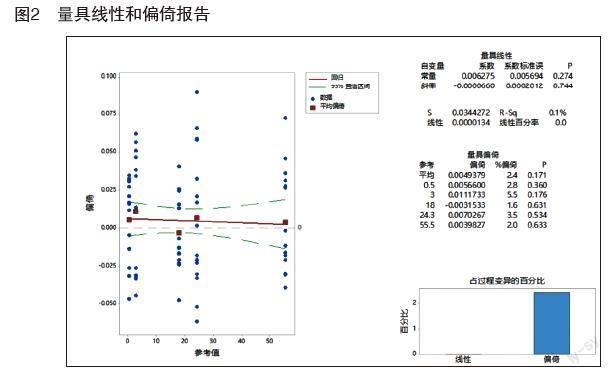
由于线性是量具在正常工作(测量)的量程内的偏倚变化量,而且偏倚和线性分别衡量量具的准确性和在量程范围内的偏倚趋势,所以二者在分析时可以结合分析。本研究测量系统线性、偏倚分析结果如图2所示。
由图2可知,“偏倚=0”线完全落在95%置信区间以内,且线性斜率P值=0.744>0.05,说明该测量系统的线性误差在α=0.05水平内可接受。系统的平均偏倚=0.0049379,P值=0.171>0.05,说明平均偏倚可接受;各零件偏倚的P值均大于0.05,说明测量系统偏倚满足要求。综上,该测量系统的线性和偏误差均满足要求。
3.4 重复性和再现性
重复性是由同一检测人员,使用同一种仪器设备,多次检测同一种产品的同一特性,得出的测量误差。再现性是由多个检测人员,使用同一种仪器设备,检测同一产品的同一特性,并进行多次检测,得出的观测平均值变差。重复性和再现性通常联合分析,也称为测量系统R&R分析。本研究R&R分析采用方差分析方法,Minitab输出的测量系统研究变异分析情况如表1所示。
由表1可知,测量系统量具R&R研究變异占比为3.68%,公差占比为5.72%,均小于10%,说明该测量系统误差较小,在可接受范围内。可区分的类别数NDC=38>5,“量具R&R(方差分析)报告”(见图3)中Xbar 控制图也表明了该测量系统有很高的分辨力。图“测量值x测量员”和“零件号乘测量员交互作用”表明了测量员之间的结果有较好的一致性,且不存在交互作用。
4 结论
本研究对化阳公司“007”汽车零件长度测量系统进行研究,根据“十分之一法则”得出该测量系统的分辨力是充足的。运用Minitab软件分析了对测量系统其他五大特性开展定性和定量研究,结果表明,测量系统处于稳定受控状态,其偏倚和线性误差在可接受范围内是满足要求,重复性和再现性联合误差(小于10%)满足要求,表明了化阳公司在该测量系统下得到的数据是可靠、有效的,从而为过程控制等分析决策提供了数据保障。
参考文献:
[1]祝世兴, 胡兴, 郝杰. 基于航空发动机装配测量的MSA研究与分析[J]. 自动化与仪表, 2018, 33(03): 5-8.
[2]江丹平, 张向军, 陈万朋, 等. 应用Minitab进行实验测量系统分析改进实例[J]. 计量技术, 2019(09): 43-47.
[3]Aslam M, Bantan R A. A study on measurement system analysis in the presence of indeterminacy[J]. Measurement, 2020(166): 1-6.
[4]Kumar A, Saxena A, Ram M. Multi-State Reliability Measures Analysis of Nuclear Power Plant (NPP) System[J]. International Journal of Reliability, Quality and Safety Engineering, 2020, 27(02): (2040007-1)- (2040007-16).
[5]马丽莎. 测量系统分析(MSA)在齿轮生产过程中的应用[J]. 内燃机与配件, 2021(01): 162-163.
[6]潘涛, 吴国新, 何小妹, 等. MSA 在航发叶片型面参数测量系统上的应用[J]. 制造技术与机床, 2021 (05): 115-118.
[7]高军呢, 谭卫红, 李晓鑫. 应用Minitab进行测量系统分析及评价[J]. 设备管理与维修, 2021(12): 39-40.
[8]孙国峰, 黄周杰, 崔喆珉. 测量系统分析在紧固件生产过程中的应用[J]. 内燃机与配件, 2022(02): 182-184.
[9]杨朝盛. 测量系统分析[M]. 北京:机械工业出版社,2020.
[10]克莱斯勒集团公司, 福特汽车公司, 通用汽车公司. 测量系统分析参考手册(第四版), 2010.