Usibor2000/DP780GI/DP780GI电阻点焊接头显微组织和力学性能研究
2023-10-21李卫红高梦鸾袁超杨毅涛倪周松郭秋彦
李卫红 高梦鸾 袁超 杨毅涛 倪周松 郭秋彦

摘 要:利用金相显微镜、电子万能试验机和维氏硬度计等设备,研究了Usibor2000/DP780GI/DP780GI电阻点焊接头的显微组织和力学性能。结果表明,熔核区心部存在明显宏观缩孔,缩孔尺寸约为1.61mm×0.70mm。由熔核区至母材,Usibor2000侧显微组织依次为马氏体、马氏体、马氏体、马氏体+铁素体、回火马氏体、马氏体,而DP780GI侧依次为马氏体、马氏体、马氏体、马氏体+铁素体、铁素体+回火马氏体、铁素体+马氏体。Usibor2000和DP780GI热影响区均存在不同程度软化,软化率分别为33.5%和10.7%。电阻点焊接头的剪切拉伸最大力、十字拉伸最大力和熔核直径分别为34.64KN、7.92KN和10.28mm。
关键词:Usibor2000 DP780GI 电阻点焊 显微组织 力学性能
汽车工业正面临着日益严苛的燃油消耗、温室气体排放和乘员安全性法规要求[1]。先进高强钢因其抗拉强度高(>1000MPa)、能量吸收率高和碰撞性能优异等优势,在保证车身原有碰撞安全性能的前提下,通过提高材料强度降低车身重量,可以达到节能减排的作用,非常适合当今社会的发展趋势。热成型钢作为一种先进高强钢,通过加热到再结晶温度以上并快速冷却,使组织转变成马氏体,材料的抗拉强度可达到1500-2000MPa,被广泛用于制造汽车安全结构件,如防撞梁和门槛梁等[2]。
电阻点焊(RSW)因其操作简便、焊接效率高和成本低廉等特点[3],成为汽车工业不可或缺的焊接方法。汽车车身上通常有5000个左右焊点,研究焊点质量的好坏对提高汽车的耐久性能和安全性能具有重要意义[4, 5]。本文以某车型机舱纵梁中后段Usibor2000 2.0mm/DP780GI 2.0mm/DP780GI 2.0mm搭接组合为研究对象,分析了其RSW接头的显微组织和力学性能,以期为工业应用提供技术参考。
1 试验材料与方法
1.1 试验材料
本研究中所使用的试验材料分别为铝硅镀层热成型钢Usibor2000和热浸镀纯锌双相钢DP780GI,两种材料的主要化学成分和力学性能如表1所示。两种材料的抗拉强度分别达到1864MPa和831MPa。
1.2 焊接工艺与试验方法
Usibor2000和DP780GI异种材料RSW在Medweld5000s/Roman-TDC-6091电阻点焊试验机上进行,RSW主要工艺参数如表2所示。RSW接头横截面的宏观形貌和各区域的显微组织利用Imager.M2m金相显微镜进行检测。RSW接头的抗剪切最大力和十字拉伸最大力利用Instron5982拉力试验机进行检测。RSW接头的显微硬度分布采用DuraScan50维氏硬度计进行测试。
2 试验结果与讨论
2.1 宏观形貌
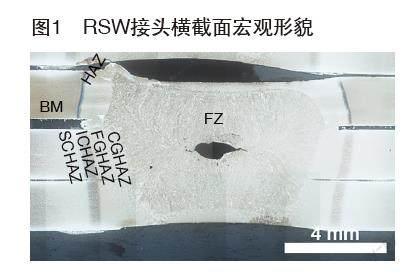
RSW接头横截面的宏观形貌如图1所示。从图中可以看出RSW接头包括熔核区(FZ)、热影响区(HAZ)和母材区(BM)三部分,且各区域之间存在明显的分界线。同时,熔核区心部存在明显的宏观缩孔,缩孔的尺寸为1.61mm×0.70mm。缩孔的产生主要是由于RSW过程中FZ热输入量较高,FZ材料熔化发生体积膨胀,但在随后的快速冷却过程中熔融材料体积急剧收缩且没有足够的压力,最终在FZ心部产生宏观缩孔。此外,RSW过程中的飞溅也会造成熔核内部金属缺失,对缩孔缺陷的形成也有一定的影响。
2.2 显微组织
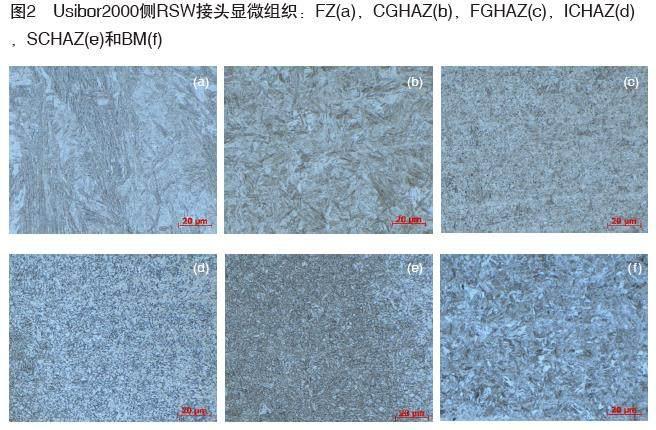
从图1中可以看出,Usibor2000和DP780GI两种材料的HAZ沿熔核至母材方向均可以细分为粗晶区(CGHAZ)、细晶区(FGHAZ)、临界区(ICHAZ)和亚临界区(SCHAZ)四个区域。Usibor2000侧RSW接头显微组织如图2所示。图2a为FZ,FZ内部在点焊瞬间发生熔化,熔核内部已熔化金属与熔核边界未熔化的固相相互接触,在随后的冷却过程中,晶核从未熔化固相边界开始,呈柱状晶形式向熔核内部生长,最终形成板条状马氏体组织。图2b为CGHAZ,该区域为完全淬火区,峰值温度远超Ac3温度,组织完全奥氏体化,相变时间长,晶粒有足够时间形核长大,最终转变为粗大的板条状马氏体组织。图2c为FGHAZ,该区域同样为完全淬火区,且峰值温度在Ac3以上,但相比CGHAZ相变时间短且冷却速度更快,该区域形成的马氏体更加细小,且存在少量铁素体等其它组织。图2d为ICHAZ,该区域属于不完全淬火区,峰值温度在Ac1和Ac3之间,奥氏体转变为大量细小的马氏体组织和少量的铁素体组织。图2e为SCHAZ,峰值温度小于Ac1,低于奥氏体化温度,因热输入量不足以发生相变,组织仅发生回火转变,最终得到回火马氏体组织。图2f为BM,组织未发生变化,为细小的板条状马氏体。
DP780GI侧各区域显微组织如图3所示。DP780GI侧各区域热循环特征与Usibor2000侧基本一致,DP780GI侧沿FZ至BM各区域的显微组织分别为粗大的板条状马氏体柱状晶、粗大的马氏体组织、细小的马氏体组织、细小的铁素体和马氏体混合组织、铁素体和回火马氏体混合组织、铁素体和马氏体混合组织。
2.3 力学性能
RSW接头的显微硬度分布如图4a所示。从图中可以看出, FZ心部的显微硬度约为452.8HV5,低于Usibor2000母材的硬度(600.3HV5),高于DP780GI母材的硬度(267.4HV5)。Usibor2000側HAZ存在明显的软化区,该软化区对应SCHAZ,软化点的平均显微硬度约为399.1HV5,较母材硬度(600.3HV5)下降约33.5%,此软化现象主要由马氏体的回火转变导致。同时,HAZ也存在显微硬度峰值,峰值点显微硬度略高于母材硬度,约为622.5HV5。而DP780GI侧显微硬度呈现明显的梯度变化,从FZ到BM显微硬度逐渐降低,在SCHAZ也存在软化,但软化不明显,软化点的平均显微硬度约为238.7HV5,较母材硬度(267.4HV5)下降约10.7%。
RSW接头剪切拉伸最大力、十字拉伸最大力和熔核直径检测结果如图4b所示。从图中可以看出,剪切拉伸最大力、十字拉伸最大力和熔核直径分别为34.64KN、7.92KN和10.28mm。
3 结论
(1) Usibor2000和DP780GI两种材料的抗拉强度分别为1864MPa和831MPa,母材的显微组织分别为板条状马氏体和铁素体+马氏体双相组织。
(2) RSW接头熔核区内部存在明显的宏观缩孔,缩孔尺寸约为1.61mm×0.70mm。
(3) RSW接头包括FZ、HAZ和BM三部分,HAZ又细分为CGHAZ、FGHAZ、ICHAZ和SCHAZ四個区域。由FZ至SCHAZ,Usibor2000侧显微组织依次为柱状晶马氏体、粗大板条状马氏体、细小马氏体、细小马氏体+少量铁素体、回火马氏体,而DP780GI侧依次为柱状晶马氏体、粗大板条状马氏体、细小马氏体、细小马氏体+铁素体、铁素体+回火马氏体。
(4) Usibor2000母材、FZ心部和DP780GI母材的显微硬度依次为600.3HV5、452.8 HV5和267.4 HV5。Usibor2000和DP780GI热影响区均存在不同程度软化,软化率分别为33.5%和10.7%。
(5)RSW接头的剪切拉伸最大力和十字拉伸最大力分别为34.64KN和7.92KN,熔核直径约为10.28mm。
参考文献:
[1]袁超, 张铭洁, 李华鑫, 等. Al-Si镀层热成形钢热填丝激光焊接接头的性能研究 [J/OL]. 热加工工艺: 1-4. DOI:10.14158/j.cnki.1001-3814.20211538.
[2]袁超, 李华鑫, 冯婷婷, 等. 热成型钢板、铝硅镀层钢板和热镀纯锌镀层钢板的耐蚀性研究 [J]. 材料保护, 2022, 55(03): 14-18.
[3]孙浩, 刘成杰, 毕文珍, 等. B1500HS热成形钢与DP钢的点焊接头拉剪性能 [J]. 焊接, 2022(05): 29-35.
[4]凌华, 孙浩, 郭亚洲, 等. B1800HS/DP1180电阻点焊接头组织研究 [J]. 电焊机, 2020, 50(08): 62-66.
[5]孟根巴根, 赵光, 许晓, 等. 热冲压成形钢与双相钢点焊接头组织及显微硬度分析 [J]. 四川冶金, 2022, 44(01): 50-53.