响应面设计分析法优化挤压干式粥的生产工艺
2023-08-18马喜山刘士伟王成祥赵鑫燕孙锋锋段盛林
马喜山 ,刘士伟 ,王成祥,赵鑫燕,孙锋锋,段盛林 *
1. 中国食品发酵工业研究院有限公司(北京 100015);2. 功能主食创制与慢病营养干预北京市重点实验室(北京 100015);3. 河北同福健康产业有限公司(石家庄 051430)
粥作为我国的传统食品,千百年来始终备受青睐。无论古今,粥以其平淡绵长、不温不火、营养养生的特点始终在中国人心目中存有美好形象,经历了生活观念、饮食特色的千回百换,在快节奏的吃吃喝喝中,喝粥不仅久立不倒,而且历久弥新,经受住时间、观念的考证,以绝对优势重新胜出于饮食舞台。
但是,由于人们生活节奏的加快及其工作环境的改变,快餐文化不断加剧,这使得熬煮粥在食用上受到了一定限制。同时,快节奏与宅生活也推进了“方便食品”产品种类的需求。目前,方便面是上班族们喜欢的一种食品,它既可以当点心、宵夜,又可以当正餐,而且食用方便,非常适合繁忙的上班族和出差在外的商旅人士等[1]。据中国食品科学技术学会面制品分会统计,2011年方便面行业总产量为483.83亿包,销售额达到557.76亿元,中国已成为世界方便面第一大国[2]。目前很多消费者已经认识到方便面给人们带来的健康隐患。这时,带着中国粥文化气息的干式粥就可以踏上历史舞台,作为市场的新宠,其代表了最平民化的健康速食产品。干式粥冲泡后与家庭后厨熬煮出的粥米具有相似的颗粒,同样的咀嚼感,同样的米香味,更重要的是它能够满足人们一般饮食的营养需求,这使得干式营养粥既可缩短消费者的食用时间,实现快节奏生活,又能够满足消费者的正常饮食需求,另外还提高了农副产品的综合利用率。
目前,对于市场上可购买的方便粥产品,部分是以普通大米为原料,经过熬煮、干燥,或直接膨化,不需要米粒成型工序,其产品的复水性不好。其他多数产品则采用挤压成型技术将米粉等原辅料挤压为米粒状态,进一步经过膨化处理[3],生产出冲泡性相对较好的粥体,但由于后期的膨化工艺的原因,产品的口感和风味不好。此试验是以米粉为原料,主要考察物料水分添加量、挤压机螺杆转速和挤压机模头温度单个因素对干式粥品质的影响[4],通过响应面试验设计和分析得出最佳的生产工艺。
1 材料与方法
1.1 材料及设备
大米(湖北新美香食品有限公司);GY-06A粉碎机(赣云江西赣云食品机械厂);MA150水分测定仪(德国Sartorius公司);80目标准分选筛(约0.180 mm孔径,上海丰行筛网制造有限公司);CY-II拌粉机(济南晨阳科技有限公司);CY65-II双螺杆挤压机(济南晨阳科技有限公司)。
1.2 试验方法
1.2.1 挤压方法
利用双螺杆挤压机加工干式粥的工艺流程:大米→粉碎→混合→喂料→挤压→干燥→干式粥。
具体操作流程:(1)将原料大米用粉碎机进行粉碎,使用0.250 mm分选筛进行分选,取大于0.250 mm的米粉备用[5];(2)按照设计好的试验加水量,在米粉进行搅拌过程中进行添加,混合5 min后放置10 min待水分充分被物料吸收后取出备用[6-7];(3)使用喂料机向挤压机腔体内进行喂料,并同时进行挤压;(4)试验阶段,挤压出的干式粥可以采用自然晾干的方式进行干燥,水分控制在5%以下[8]。
1.2.2 水分测定
混合后的物料水分和干式粥成品的水分含量采用快速水分测定仪进行测定。
1.2.3 干式粥的评分方法
选定10人进行品尝评定,为了折中南北方人的生活饮食习惯,所选的人中有北方人5名,有南方人5名。使用不小于80 ℃的开水浸泡试验所得的干式粥10 min,每人按照干式粥感官评定方法(见表1)进行打分,结果取10人所打分数的平均分为产品最终得分,并作为试验结果的参考[9]。
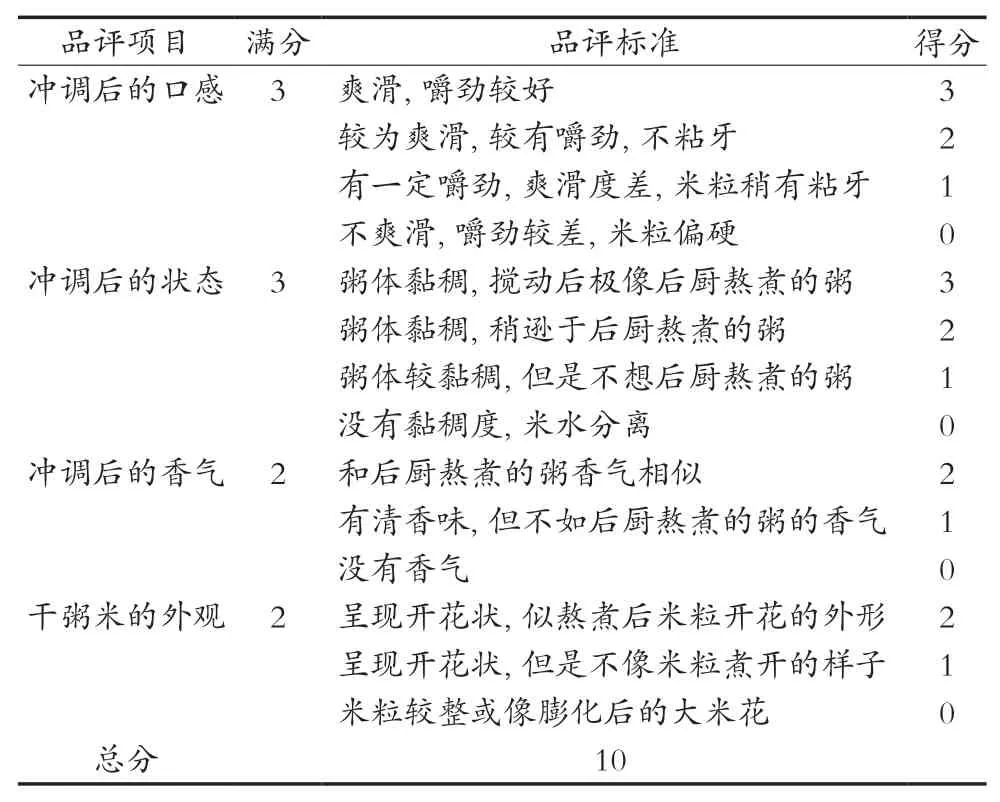
表1 干式粥感官评定方法 单位:分
1.2.4 单因素试验
根据文献报道及具体试验所得[10],米粉水分含量控制在12%,固定喂料量150 kg/h、模头温度90 ℃、螺杆转速200 r/min,分别考察物料水分添加量(水/干重)8%,9%和10%对干式粥品质的影响。固定喂料量150 kg/h、水分添加量(水/干重)8%、模头温度90℃,分别考察螺杆转速190,200和210 r/min对干式粥品质的影响。固定喂料量150 kg/h、水分添加量(水/干重)8%、螺杆转速200 r/min,分别考察模头温度90,95和100 ℃对干式粥品质的影响。
1.2.5 响应面试验设计及分析
通过分析单因素试验结果,选取水分添加量(水/干重)、模头温度、螺杆转速三个因素,品评得分为因变量,按照Box-Behnken模型,利用统计软件Design-Expert进行三因素三水平的响应面试验设计。
2 结果与分析
2.1 单因素试验结果
2.1.1 物料水分添加量(水/干重)对干式粥品质的影响
如图1所示:不同水分添加量对干式粥品质的影响较大,在水分添加量较低时,即在5%~9%范围内,随着水分添加量的不断增加,干式粥的品质也越来越好,但是当水分添加量超过9%以后,干式粥的品质越来越差并呈现出较快的下降。这可能与在挤压过程中,水分含量过高影响淀粉的糊化及熔融程度,并降低挤压腔体内外的温差而抑制干式粥被挤出瞬间时的膨化有关系。由此可见,最佳的物料水分添加量(水/干重)为9%。
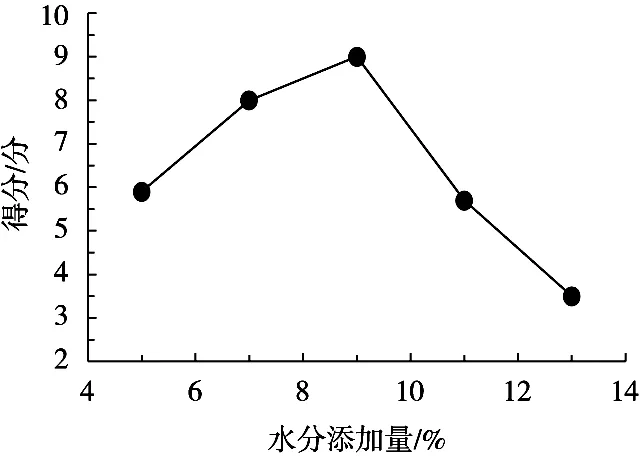
图1 物料水分添加量(水比干重)对干式粥品质的影响
2.1.2 挤压机螺杆转速对干式粥品质的影响
如图2所示:不同螺杆转速对干式粥品质也有着不同的影响,但是没有水分添加量的变化对干式粥品质的影响明显。当螺杆转速较低时,即在160~180 r/min范围内,随着螺杆转速的增加,干式粥品质越来越好且变化较为明显,但是当螺杆转速继续增加时,干式粥品质的变化变得较为缓慢,在达到200 r/min后,干式粥品质开始变差并较为缓慢。这可能与起始阶段主机转速较低时,没有达到物料在腔体中熔融所需要的能量有关。而主机转速增加到一定数值时,能量满足了物料在腔体内熔融的条件,同时由于受到螺杆前端温度及增压组件使用与否的影响,即使继续增加螺杆转速,在一定范围内,其对产品品质的影响也较小,从而得出最佳的螺杆转速为200 r/min。
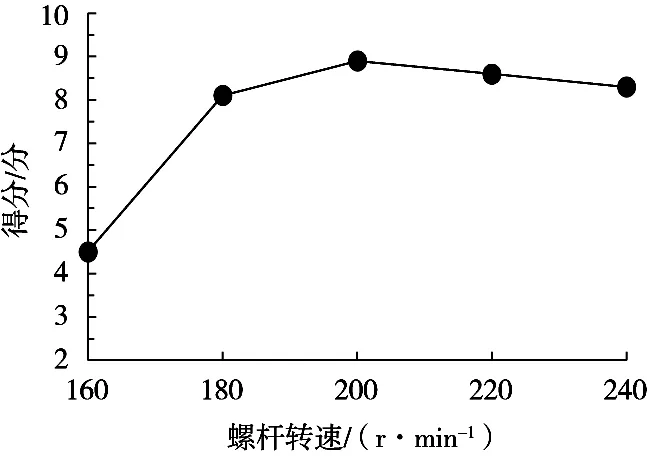
图2 螺杆转速对干式粥品质的影响
2.1.3 模头温度对干式粥品质的影响
如图3所示:不同模头温度对干式粥品质的影响较大,在模头温度较低时,即在75~95 ℃范围内,随着模头温度的增加,干式粥品质越来越好,但是当模头温度达到95 ℃后,品质呈现出缓慢的下降。这可能与在物料被挤出的过程中,较低的模头温度使挤压腔体内外压差变小,能量出现一定程度的迫降有关系,而较高的温度可能会使得物料具有较高的能量而膨化过度,这也会使得干式粥的品质下降,进而得出最佳的模头温度为95 ℃。
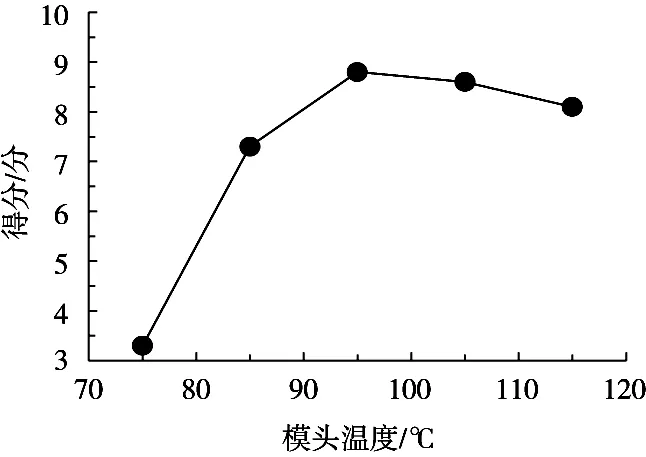
图3 模头温度对干式粥品质的影响
2.2 响应面试验设计及结果
2.2.1 响应面试验设计及结果分析
按照Box-Behnken模型,利用统计软件Design-Expert. V8.0.6进行的三因素三水平响应面试验设计方案,结果见表2,其中试验点17个,分析因点12个,考虑到试验的准确性,零点试验设计进行5次。
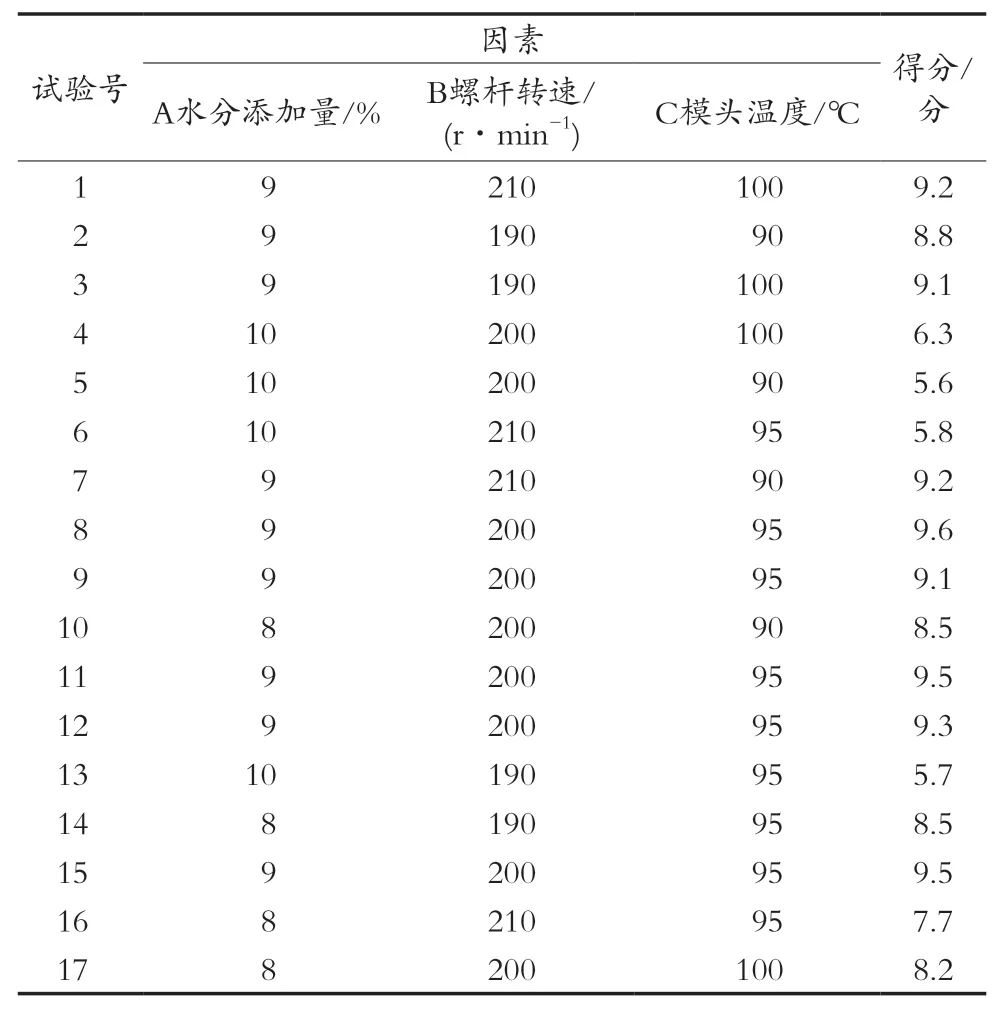
表2 试验设计方案与结果
运用Design-Expert. V8.0.6软件对表2中的响应面试验结果进行二次回归分析,拟合得到回归方程:
为了检验方程的显著性,对干式粥生产工艺的数学模型进行方差分析,分析结果见表3,模型系数显著性检验见表4。
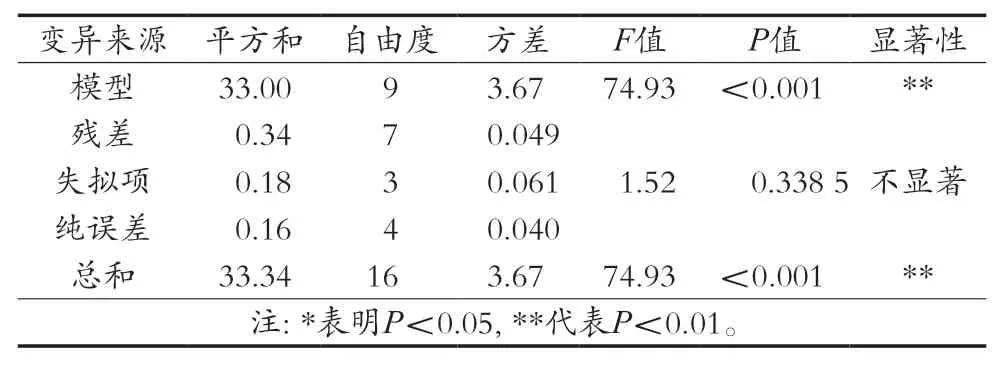
表3 二次响应面回归模型方差分析表
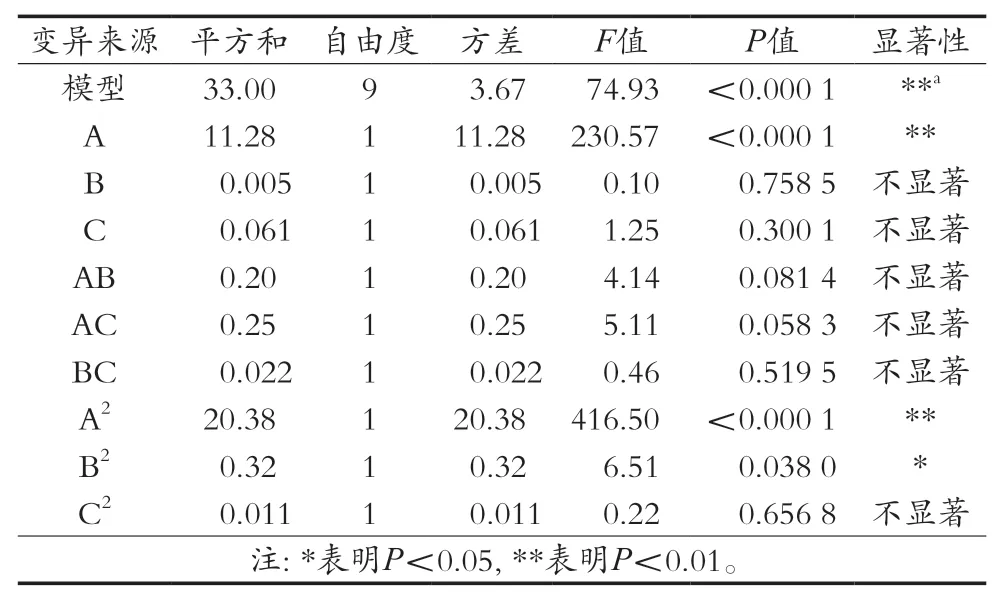
表4 二次响应面回归模型系数显著性检验结果
由表3可知,总的模型的P值小于0.01,表明二次方程模型极显著。回归方程的失拟项的检验P=0.338 5>0.05,不显著,这表明未知因素对试验结果干扰很小,同时回归方程的复相关系数R2=0.989 7,这说明了因变量与所有自变量之间的回归关系显著,表明该回归方程与实际情况拟合得很好。这较好地反映了干式粥的品质与水分添加量、螺杆转速及模头温度的关系,因此可以说该回归方程能较好地预测干式粥的品质随这三个影响因素的变化规律。
由表4可知:模型一次项A和二次项A2影响极显著(P<0.01);二次项B2影响显著(P<0.05);一次项B、C与交互项 AB、AC、BC和二次项C2影响均不显著。即:物料水分的添加量对干式粥品质的影响极显著;螺杆转速的二次项对干式粥品质的影响显著;三个因素的交互项及模头温度的二次项对干式粥品质的影响不显著。
2.2.2 响应曲面的分析与优化
为了更直观地看出所有因素中的两个因素同时对干式粥品质的影响,可设除了要观察的两项外的其他因素水平值为0,这样可以得到两个因素的交互影响的效果图,经过对得到的二元二次方程的分析,可以绘制出相应的等高线图和响应面图。
如图4所示:该响应面开口向下,干式粥的品质先是随着水分添加量和螺杆转速的增加而变好,二者有着一定的交互作用,但不是很明显。从整个曲面来看,干式粥的品质随着水分添加量的变化而呈现的曲线较陡,而随着螺杆转速的变化呈现的曲线较为平缓。这说明水分添加量的变化相对于螺杆转速的变化来讲,其对干式粥品质的影响较为明显。
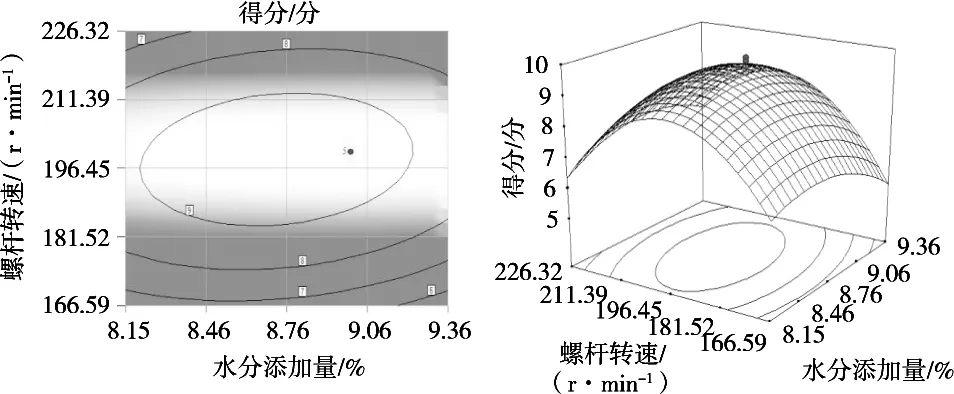
图4 水分添加量和螺杆转速的交互作用对得分影响的等高图和响应面图
如图5所示:该响应面开口向下,干式粥的品质随着水分添加量的增加而变好,但随着模头温度的升高变化不明显。另外,二者的交互作用较差。从整个曲面来看,干式粥的品质随着水分添加量的变化而呈现的曲线较陡,而随着模头温度的变化呈现的曲线变化不是很明显,这可能与模头温度的选取变化较小有一定的关系。总体上,水分添加量的变化相对于模头温度的变化来讲,其对干式粥品质的影响更为明显。
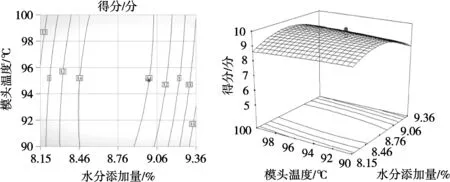
图5 水分添加量和模头温度的交互作用对得分影响的等高图和响应面图
如图6所示:该响应面开口向下,干式粥的品质随着主机螺杆转速的增加和模头温度的升高而变好,二者有着一定的交互作用。从整个曲面来看,干式粥的品质随着主机螺杆转速的增加和模头温度的升高而呈现的曲线都较缓,主机转速在升高到一定程度后又呈现出了下降趋势,而随着模头温度的变化呈现的曲线变化基本是一直在增加。总之,在该水平条件下,二个因素对干式粥品质的影响都不大。

图6 螺杆转速和模头温度的交互作用对得分影响的等高图和响应面图
2.2.3 干式粥生产工艺条件的优化和验证
采用Box-Behnken模型进行响应面设计得到回归方程,再对该模型进行二次回归分析,各因素对品质得分的影响大小顺序为A>C>B,即水分添加量>模头温度>螺杆转速。由回归方程计算得出生产干式粥的最佳工艺条件:水分添加量(水/干重)为8.54%,螺杆转速为197.01 r/min,模头温度为95.37 ℃,理论得分为9.489 93分。
根据得到的最佳工艺条件数值进行取整处理,即水分添加量(水/干重)为8.5%,螺杆转速为197 r/min,模头温度为95 ℃。按照调整后的工艺条件进行重复试验,实际得分为9.6分,比理论分值高约1.2%,说明该回归模型具有较好的可靠性。
3 结论
此试验利用响应面设计分析法对干式粥的生产工艺条件进行优化,得到了实际生产的操作参数,即水分添加量(水/干重)为8.5%,螺杆转速为197 r/min,模头温度为95 ℃。另外,在生产过程中,对干式粥品质的影响因素还有很多,如物料粉碎细度、物料纯度、拌粉均匀度、喂料速度及挤压机的配置等。所以,此试验所得到的操作参数应该还会得到更好的优化,进而进一步提升干式粥的品质,使得该产品一进入市场即会拥有较好的市场认可度。
