BGL气化炉连接短节排液调节阀内件损伤原因分析及改造
2023-08-06田志伟
田志伟

摘 要 针对BGL气化炉连接短节排液调节阀LV3100-01在实际运行中遇到的问题,分析阀内件的损伤原因并提出维修方案,解决了阀门在阻塞流工况下的闪蒸和气蚀问题,延长了阀门使用寿命。
关键词 阀内件 阻塞流 闪蒸 气蚀 改造
中图分类号 TP214 文献标识码 B 文章编号 1000-3932(2023)04-0587-05
BGL气化炉采用英国ADVANTICA碎煤加压熔渣气化技术,为年产50万吨合成氨装置提供合成气。在BGL碎煤加压熔渣气化技术工艺流程中,气化炉短节液位控制尤为重要,如果液位控制不当,会导致使连接短节液位升高后激冷水通过排渣口进入气化炉,进而触发气化联锁停车。调节阀LV3100-01的作用是调节短节液位,但是在实际使用过程中,该阀门频繁出现无法调节、内漏等现象。为此,笔者针对短节液位调节阀存在的问题,分析其损坏原因并提出解决措施,以保障BGL气化炉的长周期稳定运行。
1 工艺流程
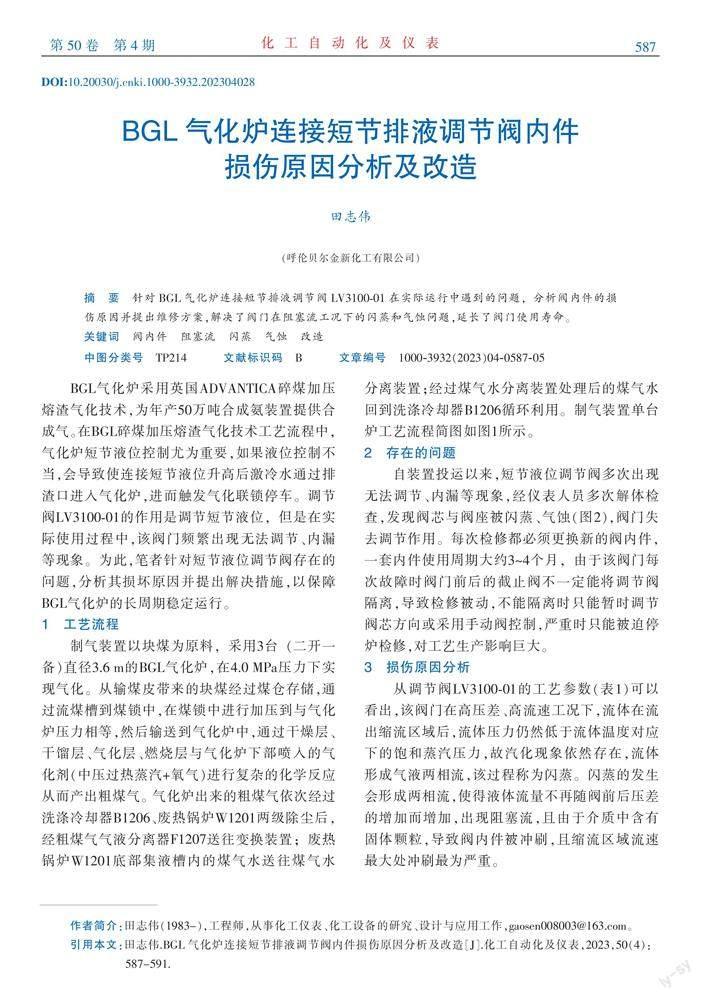
制气装置以块煤为原料,采用3台(二开一备)直径3.6 m的BGL气化炉,在4.0 MPa压力下实现气化。从输煤皮带来的块煤经过煤仓存储,通过流煤槽到煤锁中,在煤锁中进行加压到与气化炉压力相等,然后输送到气化炉中,通过干燥层、干馏层、气化层、燃烧层与气化炉下部喷入的气化剂(中压过热蒸汽+氧气)进行复杂的化学反应从而产出粗煤气。气化炉出来的粗煤气依次经过洗涤冷却器B1206、废热锅炉W1201两级除尘后,经粗煤气气液分离器F1207送往变换装置;废热锅炉W1201底部集液槽内的煤气水送往煤气水分离装置;经过煤气水分离装置处理后的煤气水回到洗涤冷却器B1206循环利用。制气装置单台炉工艺流程简图如图1所示。
2 存在的问题
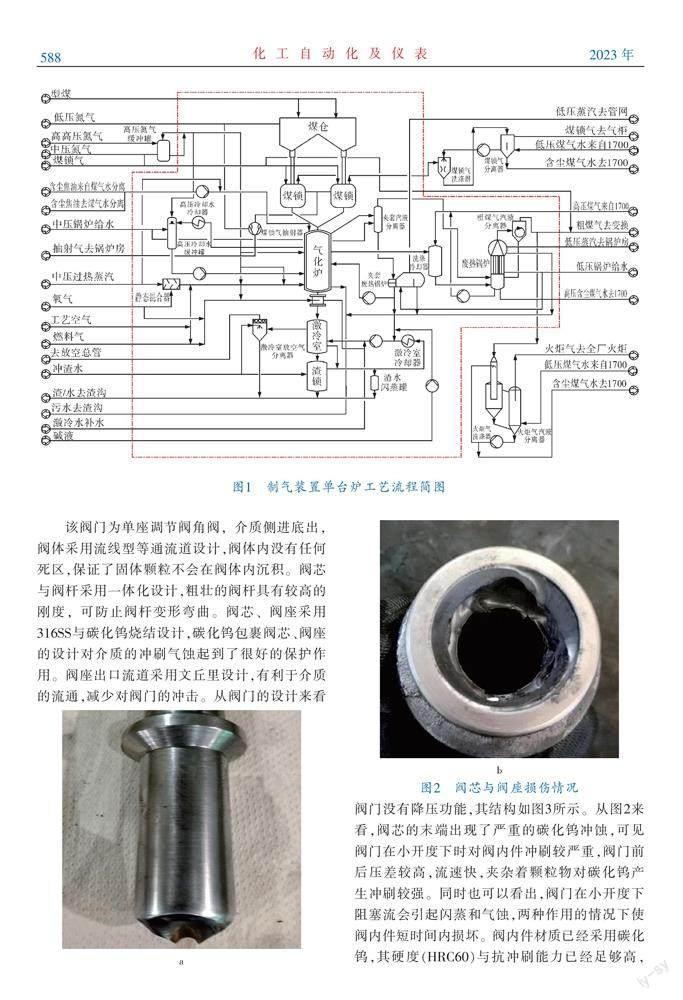
自装置投运以来,短节液位调节阀多次出现无法调节、内漏等现象,经仪表人员多次解体检查,发现阀芯与阀座被闪蒸、气蚀(图2),阀门失去调节作用。每次检修都必须更换新的阀内件,一套内件使用周期大约3~4个月,由于该阀门每次故障时阀门前后的截止阀不一定能将调节阀隔离,导致检修被动,不能隔离时只能暂时调节阀芯方向或采用手动阀控制,严重时只能被迫停炉检修,对工艺生产影响巨大。
3 损伤原因分析
从调节阀LV3100-01的工艺参数(表1)可以看出,该阀门在高压差、高流速工况下,流体在流出缩流区域后,流体压力仍然低于流体温度对应下的饱和蒸汽压力,故汽化现象依然存在,流体形成气液两相流,该过程称为闪蒸。闪蒸的发生会形成两相流,使得液体流量不再随阀前后压差的增加而增加,出现阻塞流,且由于介质中含有固体颗粒,导致阀内件被冲刷,且缩流区域流速最大处冲刷最为严重。
该阀门为单座调节阀角阀,介质侧进底出,阀体采用流线型等通流道设计,阀体内没有任何死区,保证了固体颗粒不会在阀体内沉积。阀芯与阀杆采用一体化设计,粗壮的阀杆具有较高的刚度,可防止阀杆变形弯曲。阀芯、阀座采用316SS与碳化钨烧结设计,碳化钨包裹阀芯、阀座的设计对介质的冲刷气蚀起到了很好的保护作用。阀座出口流道采用文丘里设计,有利于介质的流通,减少对阀门的冲击。从阀门的设计来看
阀门没有降压功能,其结构如图3所示。从图2来看,阀芯的末端出现了严重的碳化钨冲蚀,可见阀门在小开度下时对阀内件冲刷较严重,阀门前后压差较高,流速快,夹杂着颗粒物对碳化钨产生冲刷较强。同时也可以看出,阀门在小开度下阻塞流会引起闪蒸和气蚀,两种作用的情况下使阀内件短时间内损坏。阀内件材质已经采用碳化钨,其硬度(HRC60)与抗冲刷能力已经足够高,所以需要通过降低阀门两端的压差来延长阀门使用寿命。
4 解决措施
4.1 控制壓力降
由上述分析可知,降低压差,减小流速,消除阻塞流是解决阀内件故障的关键所在。经研究,降低压差、减小流速的最佳方案是增加阀门的降压等级。由于在阀体内增加阀笼的方法在角阀阀体上难以实现,所以考虑在阀门前后增加限流孔板的方式。在阀前增加孔板,能够有效降低进入阀体的流速,阀后增加孔板可有效降低阀芯与阀座的压差,同时在相同负荷下可有效提高阀门开度,减小阀芯与阀座之间的流速。经过计算与试验,具体解决方案为:在阀门入口处增加两块14 mm的限流孔板,在阀门出口处增加一块17 mm的限流孔板(图4),从而减小压差,降低流速,防止阻塞流的产生,达到减小冲刷、气蚀,减少阀门故障率,延长使用寿命的目的。
4.2 改变阀内件材质
阀门阀芯材料为316+喷涂碳化钨,但在实际应用过程中,渣水成份中含有渣颗粒且硬度较高,阀内件材质抗冲击、冲刷力不足,运行较长时间后碳化钨喷涂层会被破坏,基材易被高压差渣水冲蚀,导致阀门内漏。
通过分析,将原分体式阀座改为一体式阀座(图5),阀座阀芯材质改为整体碳化钨烧结,不仅增加了硬度且抗冲刷能力增强。
5 结束语
BGL气化装置连接短节液位控制调节阀LV3100-01完成改造与维修后,交付工艺使用,阀门投用至今未出现因阀内件冲蚀而失效的故障,阀门运行情况良好,满足工艺工况要求。该阀门较未改造、修复前相比,极大地延长了阀门的使用周期,减少了日常维护工作量,降低了维修成本,可使单台维修成本每年降低1.2万元。实践证明,阀门内件的形式、材质的优化、降压孔板压力降的设计是合理的、成功的,可为日后类似阀门改造提供宝贵经验。
(收稿日期:2022-12-04,修回日期:2023-05-29)
