仪表板支架组件检具设计
2023-08-05刘琴张翔
刘琴、张翔
(上汽通用五菱汽车股份有限公司,柳州 545007)
0 引言
仪表板支架组件是汽车车身件中的一个关键零件[1]。它是仪表板系统的内部骨架,仪表板大部分安装点都在仪表板支架组件上,起到支撑仪表板系统的作用。它也是仪表板系统与白车身总成的连接支架。一旦仪表板支架组件尺寸不合乎标准,要么出现仪表板系统相关零部件无法装配到仪表板支架组件上,要么是仪表板支架组件无法装配到车身上。
为避免出现上述装配问题,要求仪表板支架组件尺寸必须满足标准要求。为了快速测量仪表板支架组件的零件尺寸,零部件供应商都会开发制作仪表板支架组件专用检具。本文主要介绍仪表板支架组件检具的设计开发过程,以及仪表板支架组件检具设计制造经验教训。
1 仪表板支架组件检具设计概念
仪表板支架组件主要由左右安装端板、转向管柱安装支架、仪表板安装支架、空调箱安装支架、杂物箱安装支架、安全气囊安装支架、前隔板固定支架、一些功能模块安装支架以及连接以上支架的圆管横梁组成(图1)。而仪表板支架组件检具的设计,主要是以仪表板支架组件数模、图纸以及客户的检具设计制造标准为依据[2]。
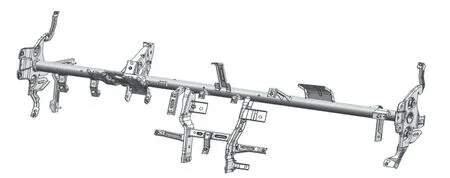
图1 仪表板支架组件结构
首先,要考虑仪表板支架组件零件与检具基座的位置关系。一般会选择零件的装车位置,这样有利于零件装配问题分析。
其次,要确定检具外形尺寸。检具的长和宽主要由零件外形尺寸确定,其中,检具的长度按零件长度左右各加上200.0 mm设计;检具宽度以前后检测机构打开不超出检具底板,并方便零件装配为原则设计;检具的高度设计要符合人机工程,为了检验员方便操作使用,检具设计高度一般为零件圆管横梁到地面高度(800.0 mm 左右)。
仪表板支架组件零件较重,且零件设计结构越来越复杂,检测取放过程难免与检测块磕碰。为了避免检具使用过程中造成变形或者碰伤,仪表板支架组件检具底板和检测块材质均选择45 号钢[3]。
2 仪表板支架组件定位设计分析
2.1 仪表板支架组件主副定位设计
仪表板支架组件检具的主副定位主要有2 种结构[4]:一种是2 个基准孔定位,另一种是2 个定位销定位。目前一般商用车仪表板支架组件的主副定位设计采取孔定位,乘用车仪表板支架组件主副定位设计采取销定位。
孔定位检具设计结构有2 种:第1 种是2 个基准孔均设计成固定结构;第2 种是1 个基准孔设计成固定结构,另一个基准孔设计成活动插销。固定结构锁紧形式也有2 种结构(图2),考虑到零件本身重量,推荐使用螺母背面锁紧的结构;而活动插销结构为前导向销(图3)。
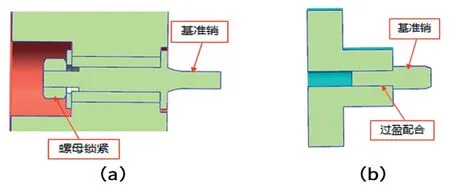
图2 基准孔固定销设计结构
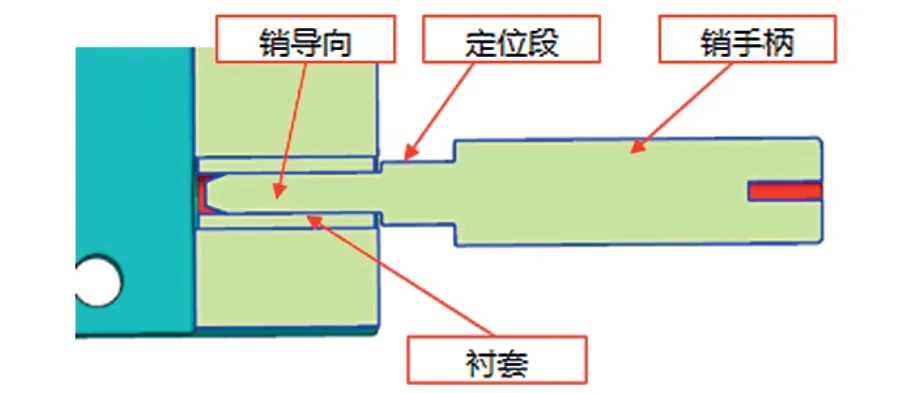
图3 基准孔活动插销销设计结构
销定位检具设计结构基本上都是统一的。主定位销控制2 个方向,主定位销设计为圆形衬套;副定位销控制一个方向,衬套设计成腰形衬套。定位销有效定位长度要求会在几何公差图(GD&T 图)上有要求,基本统一为5.0 mm,有一些设计要求有效定位长度为1.5 mm 或10.0 mm。
2.2 仪表板支架组件面定位设计
基准面都设计在仪表板支架组件左右安装端板上,基准面大小根据零件装配配合面大小设计成正方形或长方形。夹紧方式基本都是快速夹钳,除了少数车型由于两端支架结构不同,操作空间限制,采用螺纹拧紧方式。
由于孔定位和销定位结构不一样,快速夹钳的夹紧设计结构也会不一样。目前设计有5 种结构:①为避让开基准销或检测销,夹头设计成马蹄形结构(图4a);②为避让开检测销,夹头设计成套筒结构(图4b);③夹头套筒增加了观察孔,方便观察(图4c);④为避让开检测销,夹头设计成卡爪形结构(图4d);⑤基准面设计成中间避空的正方形结构,由于零件结构限制,所以采用了螺纹拧紧方式夹紧(图5)。
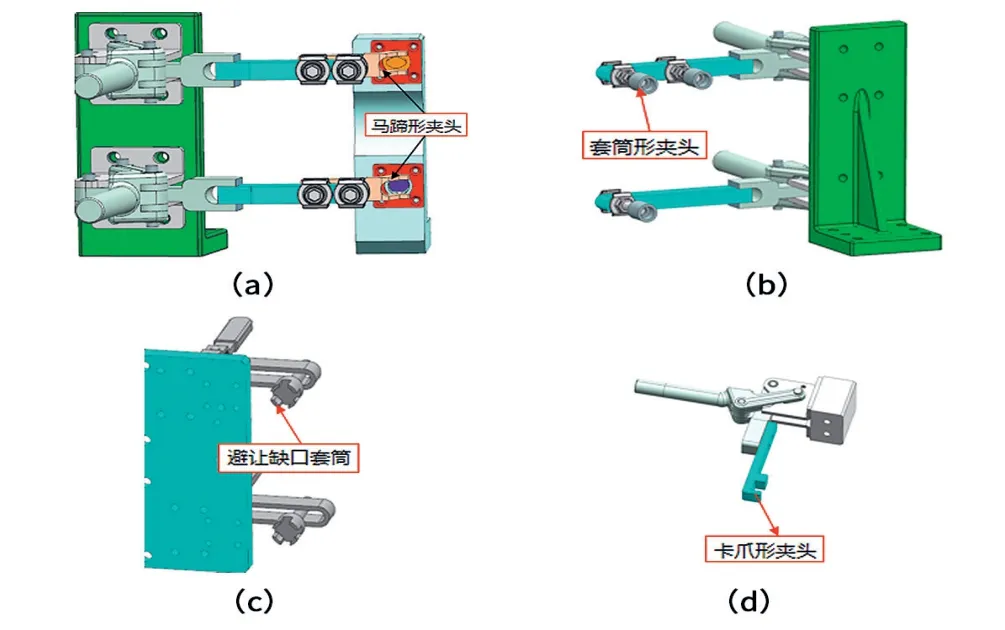
图4 基准面夹钳设计结构
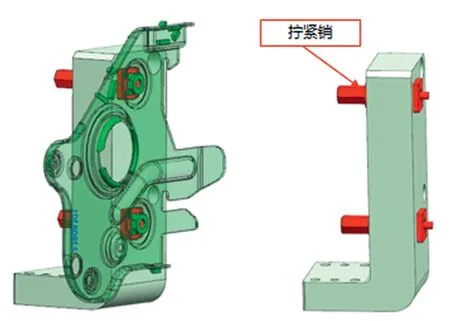
图5 基准面采用螺纹拧紧方式夹紧
3 仪表板支架组件检测设计分析
仪表板支架组件是乘用车结构中非常重要的部分,它很大程度上决定了仪表板的功能性要求,装配尺寸精度要求比较高。仪表板支架组件检具可实现仪表板支架骨架结构以及关键孔位的检测,仪表板支架组件焊接完成后成品的安装面轮廓度以及关键孔位的位置度检测。
3.1 转向管柱区域检测
目前根据车型不同,仪表板支架组件上转向管柱的支架有2种结构:一是转向管柱安装在1 个支架上;二是转向管柱安装在2 个支架上。
3.1.1 转向管柱安装在1 个支架上
对于1 个支架的转向管柱支架结构,图纸要求对其检测项目有4 个螺母孔位置度检测、4 个螺母孔相对位置检测以及4 处转向管柱安装面检测。因此,对于该种支架的检测结构有3 种设计方案,分别为滑移机构、翻转结构和固定结构。
滑移结构设计如图6a 所示,检测块通过滑轨滑到工作状态,限位固定开始检测。检测销、划线销采用插拔销机构,面检测块到零件表面标准间隙为5.0 mm。目前车型仪表板支架组件结构越来越复杂,因此从操作使用便利性方面,推荐使用滑移机构检测。
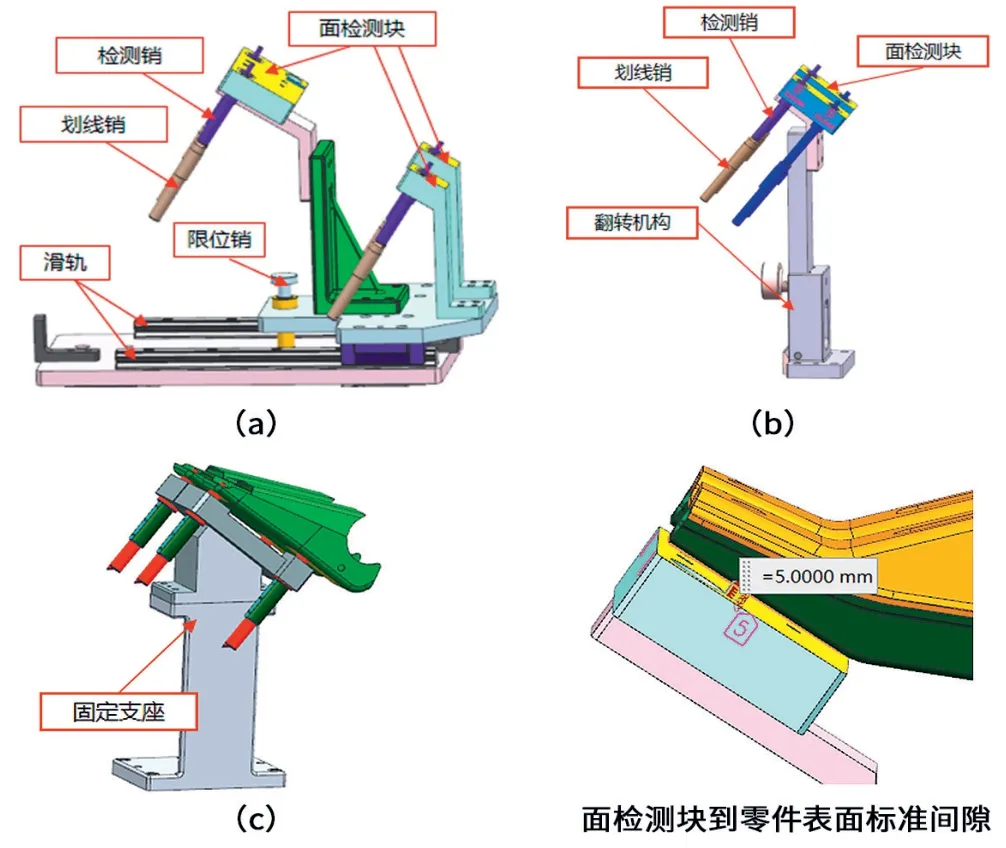
图6 1 个支架的转向管柱支架检测设计结构
翻转结构设计如图6b 所示,检测块通过翻转机构连接,翻转锁紧到工作状态。检测销、划线销采用插拔销机构,面检测块到零件表面标准间隙为5.0 mm。翻转结构相对滑移机构操作复杂,其优点是耐用性好。
固定结构设计如图6c 所示,检测块固定在支座上,检测销、划线销设计在一起,一端作为检测销,一端作为划线销。某些车型的仪表板支架组件结构比较简单,因此将转向管柱支架检测机构设计成固定结构,不影响取放零件。考虑到操作安全性,目前已经很少使用此种结构。
3.1.2 转向管柱安装在2 个支架上
对于2 个支架的转向管柱支架结构,图纸要求检测项目有4个孔位置度检测、2 个螺母孔相对位置检测、2 个孔同轴度检测和转向管柱安装面检测。因此,对于该种支架的检测结构有2 种:滑移机构和翻转结构。
2 个支架的转向管柱支架检测滑移结构设计如图7a 所示,检测块通过滑轨滑到工作状态,限位固定开始检测。检测销、划线销采用插拔销机构,面检测块到零件表面标准间隙5.0 mm。
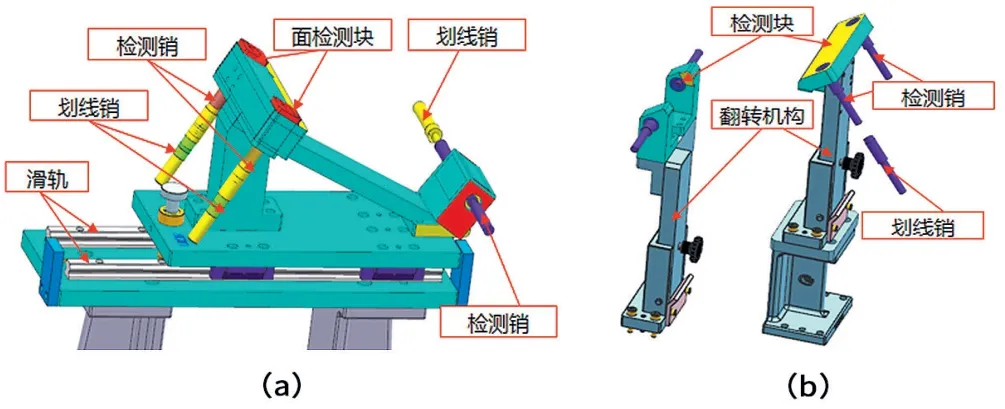
图7 2 个支架的转向管柱支架检测设计结构
2 个支架的转向管柱支架检测翻转结构设计如图7b 所示,检测块通过翻转机构连接,翻转锁紧到工作状态。检测销、划线销采用插拔销机构,面检测块到零件表面标准间隙5.0 mm。翻转结构相对滑移机构操作复杂,优点是翻转机构耐用。
不管是滑移结构还是翻转机构,与转向管柱总成匹配面检测块设计有一些差异。检测块有设计在零件内部的,也有设计在零件外侧的(图8)。2 种结构比较,检测块设置在零件内部,可以连接在滑移机构上,操作方便。
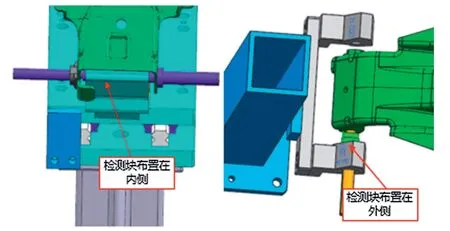
图8 转向管柱总成匹配面检测块设计结构
3.2 其他区域检测
仪表板支架组件都是在横梁上焊接各种功能的小支架,其检测结构的设计基本与转向管柱支架的检测结构一致,因此检测结构主要设计有滑移机构、翻转结构和固定结构3 种。检测面大小设计按支架装配面大小设计,要求不能超出装配面,也不能小于装配面。各种位置度的检测结构设计简介如下。
螺母孔/光孔位置度检测:检测销、划线销分开设计,结构如图9 所示。
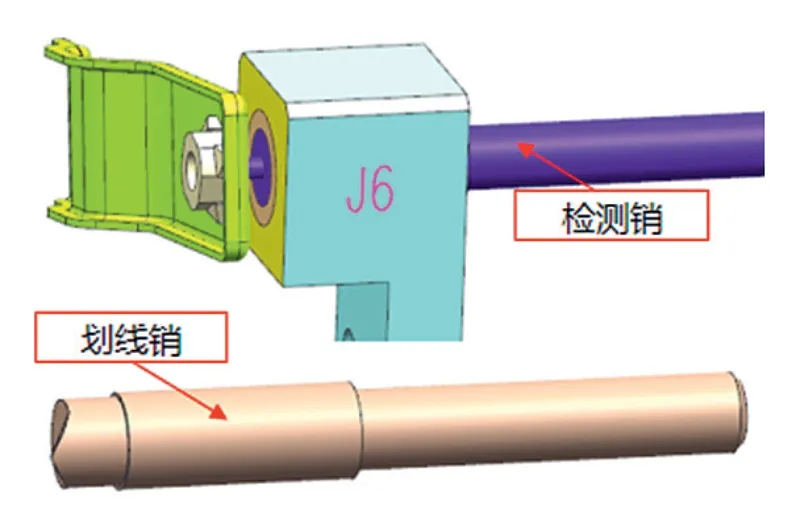
图9 检测销、划线销分体设计结构
刺破孔/异型孔检测:不需要划线销检测,只需要检测销检测,采用弹簧销方便操作(图10)。需要注意的是,检测销检测方向与冲孔方向一致。
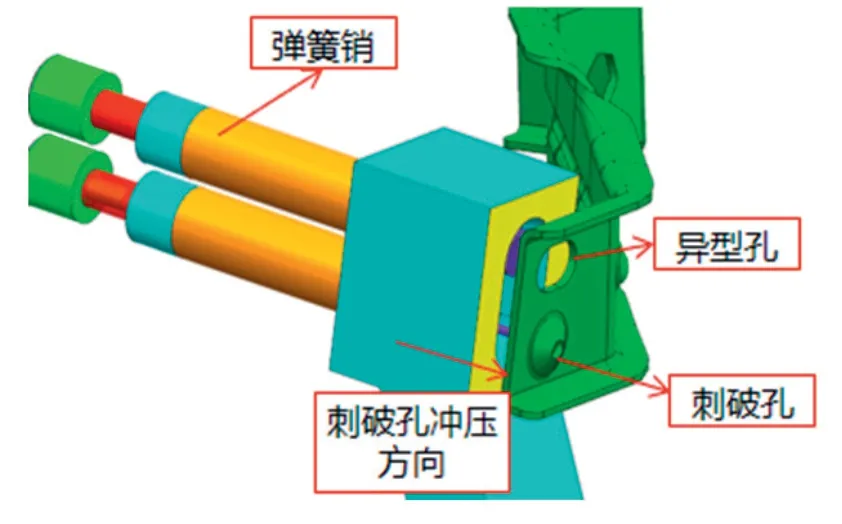
图10 刺破孔、异型孔检测销设计结构
螺柱检测:采用套筒弹簧销检测,方便操作检测(图11)。
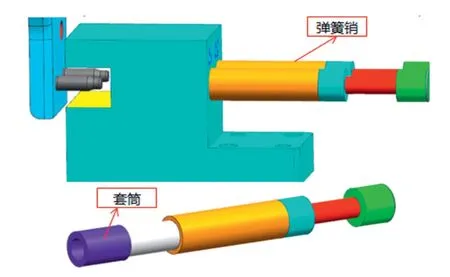
图11 螺柱检测销设计结构
4 仪表板支架组件检具设计制造经验教训
仪表板支架组件检具的设计制造也出现过一些问题[5],下面具体介绍一些设计制造问题,给后续同类检具设计制造参考。
4.1 基准面夹钳夹不稳
对于基准面夹钳夹不稳问题,分析其主要原因如下。
(1)压紧力过小,造成被测零件定位不稳。
(2)压紧点位置偏离定位面中心,造成被测零件定位有偏摆。
(3)基准面过小,造成定位不稳或有偏摆。
(4)压紧力方向没有垂直于基准面。
针对基准面夹钳夹不稳的原因,可采取如下措施。
(1)尽量采用快速夹,调整适合的压紧力。如用弹簧压紧,通过调整弹簧压缩量提高压紧力,或者更换弹簧提高压紧力。
(2)调整压头,确保压紧点位于基准面中心位置。
(3)基准面设计大小应取覆盖实际装车匹配面大小。
(4)调整压紧力方向垂直于基准面。
4.2 检具活动机构与被测零件干涉
对于检具活动机构与被测零件干涉,分析其主要原因为检具活动机构较多,检测项多,结构复杂,翻板易与零件干涉。对此可采取的措施为:检具设计完成前需对检具进行模拟拆装,以及活动件运动轨迹与被测零件的干涉检查;制造验收时,结合被测零件实际操作检具,确认是否有干涉发生。
4.3 检测操作效率低
某些车型仪表板支架组件前部的检测结构全部为翻转机构,检测操作效率低,分析主要原因是设计时未考虑检测操作方便性。对此应及时更新设计,将前部翻转机构设计成滑移机构。
4.4 检具发生变形
某些车型仪表板支架组件检具上,起关键支撑的3 个立柱材质为铝材,主定位销安装块固定到铝制立柱上,受力较大,时间长容易变形。分析主要原因是设计时未考虑零件材料,仪表板支架组件是铁件不是塑料件,且质量大。对此应及时更新设计,将关键支撑设计成焊接钢支座,重新加工更换。
4.5 孔位无法检测
某车型仪表板支架组件检具预验收时,发现检测销限位套太长,导致孔位无法检测。分析主要原因是在设计检测销时不带限位套结构,而在装配时装配了限位套,却未用零件调试,确认检测销的检测行程。对于此类问题,可以适当削短限位套长度,或者重新调整限位套长度。而对于其他项目的设计,应考虑根据标准限位套的长度设计合适的检测销。
5 结束语
本文主要对仪表板支架组件的检具设计进行了研究。通过对检具安装孔、匹配面位置的设计结构进行分析,阐明了设计结构的优缺点。同时,通过对仪表板支架组件检具的一些常见设计制造问题分析,找到问题发生的原因并给予对应的措施,可以给设计工程师和加工制造人员提供参考,避免同类问题的发生。
仪表板支架组件检具设计依据的是零件数模、图纸要求以及客户的检具设计制造标准,不同的汽车企业,检具设计制造标准会略有差异,因此检具供应商在设计制造前要熟悉客户要求。随着技术进步,汽车检具行业的设计制造水平也在不断推陈出新,仪表板支架组件检具设计制造质量也在不断进步。
