电絮凝处理含油污水性能的影响因素及极板结构优化*
2023-07-06韩东兴刘慧瑾刘洁莹王金玺毕智高
韩东兴,李 军,谢 勰,刘慧瑾,王 杭,刘洁莹,王金玺**,毕智高
(1.长庆油田分公司 第二采气厂,陕西 西安 710200;2.国家管网集团联合管道有限责任公司 西部兰州输气分公司,甘肃 兰州 730070;3.长庆油田分公司 规划计划部,陕西 西安 710018;4.榆林学院 化学与化工学院,陕西 榆林 719000;5.陕西省低变质煤洁净利用重点实验室,陕西 榆林 719000)
原油开采过程会产生大量污水[1-2],其含有多种有机与无机成分,直接排放会造成环境污染和水资源浪费。因此,开展含油污水处理技术的研究对环境保护和节能减排具有重要意义[3-4]。含油污水的处理包括重力分离、膜分离、超滤及光催化氧化等技术[5],这些技术各有其优势与不足,应具体对待。电絮凝结合了化学混凝、气浮和电化学的优点,是一种经济可靠、环境友好且极具潜力的含油污水处理技术[6-7]。
电絮凝法在实际应用时会面临最佳电极有效面积与处理水量的比例(面体比)问题,文献[8]通过改变极板数及入水面积考察了4种面体比对电絮凝处理效果及处理成本的影响,提出増加面体比是降低电耗的最佳方法。在极板直接打孔进而增加面体比优化极板不但精准易行,且节省板材。基于此,作者通过实验方法探究不同因素及极板结构优化对电絮凝处理含油污水效果的影响,为电絮凝技术的工业化应用提供部分参考。
1 实验部分
1.1 原料、试剂与仪器
柴油:Tech,中国石油化工股份有限公司。
十二烷基苯磺酸钠、氯化钠、石油醚:天津市天力化学试剂有限公司;稀硫酸、稀盐酸、氢氧化钠:天津市科密欧化学试剂有限公司;以上试剂均为分析纯;清水:自来水。
直流稳压电源:PS-305DM,香港龙威仪器仪表有限公司;磁力搅拌器:RG-18,巩义市予华仪器有限公司;电子天平:BSM-120.4,赛多利斯科学仪器(北京)有限公司;数显剪切乳化搅拌机:JRJ300-SH,上海标本模型厂;紫外分光光度计:UV2450,岛津企业管理(中国)有限公司;pH计:PHSJ-4F,电导率仪:DSJ-308F,浊度计:WZS-186,上海仪电科学仪器股份有限公司。
1.2 含油污水的制备
根据油田采出水含油浓度高且属于微米级油滴等特点,配置含油污水。在20 L自来水中加入4 g十二烷基苯磺酸钠、50 g柴油,n=10 000 r/min搅拌15 min后加入40 g氯化钠、8 mL稀硫酸。氯化钠的作用是提高含油污水的电导率[9],用玻璃棒搅拌均匀后,标定pH计,通过氢氧化钠和稀硫酸调节至水样pH=6.8~7.2。
1.3 实验方法
实验装置原理见图1。

图1 实验装置原理图
由图1可知,整个实验平台由电解槽、电极板、导线、磁力搅拌器、直流稳压电源和含油污水等构成。电解槽有效容积为1 000 mL,尺寸为100 mm×110 mm×150 mm,壁厚10 mm,电解槽内壁开竖直平行凹槽,可放置极板。极板尺寸为100 mm×130 mm,板厚3 mm。极板间距为1~5 cm。磁力搅拌器转速约为300 r/min。
将极板浸入丙酮中并用φ(盐酸)=5%溶液冲洗10 min后用自来水冲洗3次,为保证实验可靠性,对油含量进行3次测量,计算平均值,控制误差小于5%。
使用浊度计测量污水浊度,紫外分光光度计测量污水中油浓度,电导率仪测量电导率,pH计测量pH值。
浊度去除率计算见公式(1)。

(1)
根据公式(2)计算除油率。

(2)
式中:ρ0为初始油质量浓度,mg/L;ρ1为净化后油质量浓度,mg/L。
2 结果与讨论
在标准条件下,采用单因素分析法进行电絮凝实验,间隔4 min取25.0 mL样品测量浊度与油含量,共计7次。
2.1 极板材料的影响
极板材料会影响絮凝体产生的种类及吸附气泡的能力,进而影响装置净化污水的能力。选取可溶性材料铁和铝,分别搭配Al(阳)-Al(阴)、Al(阳)-Fe(阴)、Fe(阳)-Al(阴)、Fe(阳)-Fe(阴)4组电极材料,实验在污水pH=7、电流密度为2 mA/cm2、极板间距为1 cm条件下进行。结果见图2。

t/mina 浊度去除率
由图2a可知,极板Al(阳)-Al(阴)的浊度去除率为99.65%,远高于其他组极板材料;由图2b可知,t=28 min,4组除油率均未达到稳定阶段,但其中极板Al(阳)-Al(阴)除油率最高,达73.74%。极板Al(阳)-Fe(阴)组合在约4~20 min除油率都大于极板Al(阳)-Al(阴),而后除油率不及Al(阳)-Al(阴)。铁板作为阳极的除油效果均不理想。分析其可能原因为当铁板为阳极时,实验观察到部分绿色沉淀和漂浮物。此时,阳极发生氧化反应产生绿色Fe2+,pH=7,Fe2+仅能部分氧化成Fe3+[10],而Fe2+可溶性强、混凝性差、无吸附污染物能力;铝板为阳极时产生的絮凝体含大量细微的H2气泡,表明产生的絮凝剂对H2吸附能力强,可将污水中的污染物吸附形成絮凝体气浮除去;铁为阳极时产生的絮凝剂基本没有H2气泡,吸收杂质与吸收油分效果不及铝板。
2.2 电流密度的影响
电流密度是控制反应速率的必要条件,不仅影响单位时间内絮凝体尺寸大小和气泡生成速率,同时也会影响气泡大小、产生过程及形成羟基络合物的形态结构[11-13]。实验在污水pH=7、极板材料为Al(阳)-Al(阴)、极板间距为1 cm条件下进行,结果见图3。
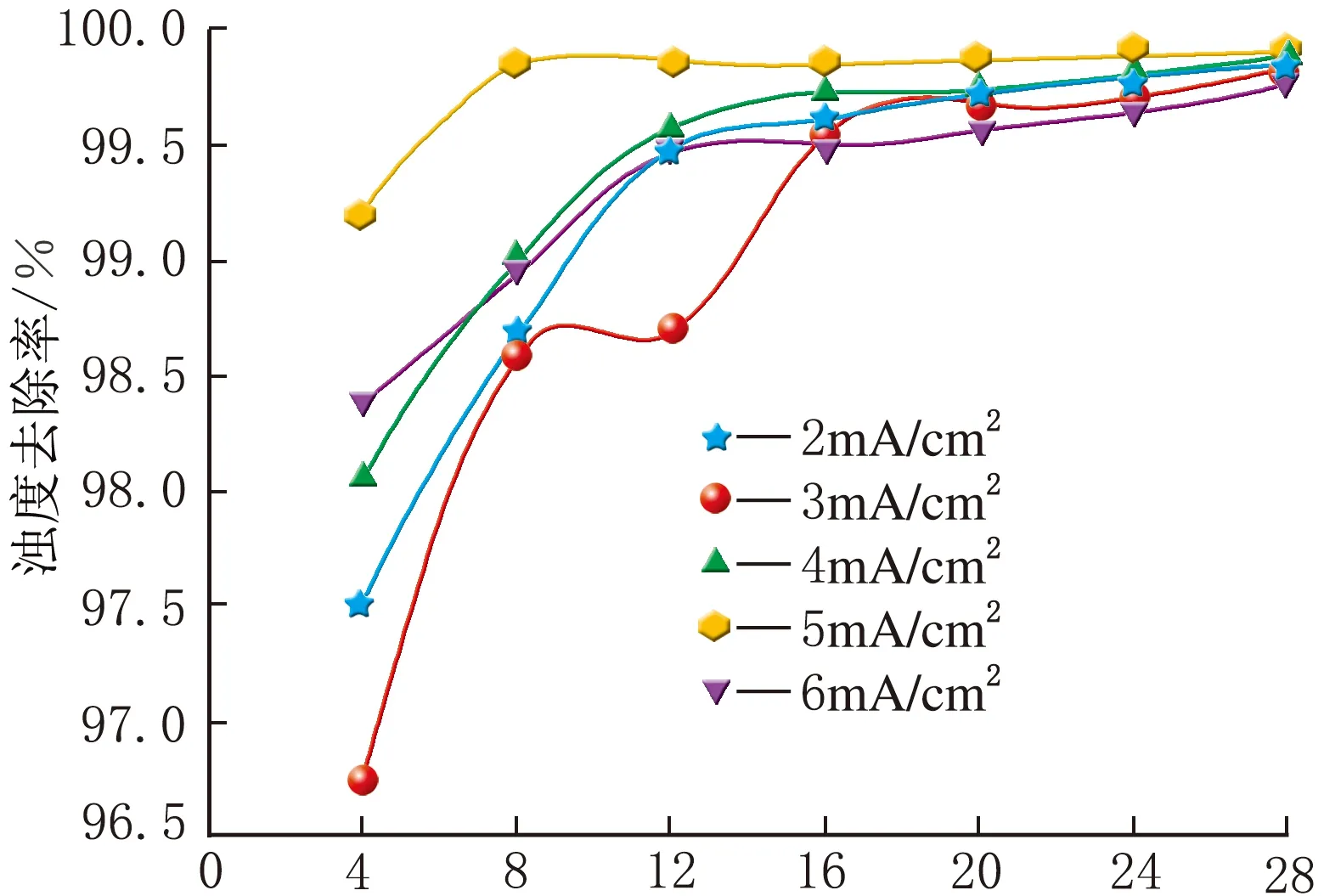
t/mina 浊度去除率
由图3a可知,Al(阳)-Al(阴)的浊度去除率均较高,电流密度为5 mA/cm2时达到99.9%。根据法拉第定律,随着电流密度的增大,产生的Al3+和H2气泡增多,絮凝体产生量也随之变多,利于吸收污水中的悬浊物等杂质,提高污水中杂质的去除效果。由图3b可知,Al(阳)-Al(阴)的除油效果在电流密度5 mA/cm2最高,为77.3%,提高电流密度对除油效果提升并不明显。随着电流密度的增大,氢气的产生速率加快,絮凝体随气浮作用上升除去的速度也随之加快,不能充分吸收油分,除油率提升不明显;电流密度为6 mA/cm2时浊度去除率和除油率较5 mA/cm2时减小,这是因为电流密度的持续增大将导致极板出现钝化现象,双电层的反电势也增大;维持电流密度稳定,电压会不断上升,致使污水温度上升发生热解等副反应,除杂质、除油效果下降。
2.3 极板间距的影响
极板间距会影响电絮凝装置中静电场和流场分布,适中的极板间距有利于絮凝反应的顺利进行[14-15]。实验在污水pH=7、极板材料为Al(阳)-Al(阴)、电流密度为5 mA/cm2条件下进行,结果见图4。

t/mina浊度去除率
由图4a可知,极板间距为1、2 cm时浊度去除率最高,为99.85%,曲线平缓。这是因为过大的极板间距使气浮和絮凝的交互作用减弱,影响极板间的传质过程[11]。
由图4b可知,1、2 cm极板间距下除油率相对较低,曲线整体为増势。因为极板间距较小时,两极板之间的空间狭小,极板间的涡流运动受限,絮凝体与气泡容易积聚在极板上堵塞空间,阻碍设备运行,降低电解效率,导致两极板的化学反应无法正常进行。综上可知,浊度去除率和除油率并非正相关。极板间距为4 cm时除油率为86.26%,优于其他间距,极板间距为5 cm时除油率有所下降,因为该间距下,Al3+与OH-迁移距离增加,导致絮凝体的生成速度减缓,影响了处理效果。
2.4 极板结构优化
对极板开边长分别为2、4、6 mm的正三角形孔和直径分别为2、4、6 mm的圆孔,实验在污水pH=7、极板材料为Al(阳)-Al(阴)、电流密度为5 mA/cm2、极板间距为4 cm条件下进行,结果见图5。

t/mina浊度去除率
由图5a可知,浊度去除率顺序为2 mm三角孔-2 mm圆孔>2 mm-2 mm三角孔>2 mm-2 mm圆孔;由图5c可知,浊度去除率顺序为4 mm三角孔-4 mm圆孔>4 mm-4 mm三角孔>4 mm-4 mm圆孔;由图5e可知,浊度去除率顺序为6 mm-6 mm圆孔>6 mm三角孔-6 mm圆孔>6 mm-6 mm三角孔;可见浊度去除率随开孔的大小和形状改变而变化,但开孔极板污水流动速度较快,絮凝体在气浮上升过程中被冲散,破坏了絮凝体结构,致使其规律无法确定,因此将浊度去除率作为辅助因素予以考虑。由图5b、5d、5f可知,除油率随孔径增大而增大,6 mm双圆孔除油率最高,为94.5%,除油率顺序为双圆孔>三角孔-圆孔>双三角孔。这是由于将大面积的铝板变成带有许多小孔的孔道结构的极板,加速了传质效率,从而增加聚合过程,使絮凝体易于在通过孔道聚集吸收油分;传质作用提升使电解槽内的污水能够快速混合扩散,减小了污水浓度差和浓度极化,使电解速度加快,利于絮凝体的生成;6 mm圆孔(面体比13.25 cm2/cm3)>4 mm圆孔(面体比11.18 cm2/cm3)>2 mm圆孔(面体比9.98 cm2/cm3)>平板(面体7.21 cm2/cm3),极板开孔使絮凝体沉降面积增加,且电流密度一定,随着开孔越大,极板电阻越小,使电压增大导致带正电的絮凝剂电荷量增大,由库仑定律可知电荷带电量的增加,将会使库仑力即静电力变大,絮凝剂通过静电力与范德华力凝聚成絮凝体,使絮凝体的生成时间加快,缩短了沉降距离与沉降时间,絮凝体吸附效率的提高,对含油成分的去除效果有显著提升。
3 结 论
(1)最优工况为Al(阳)-Al(阴)极板材料、电流密度5 mA/cm2、极板间距4 cm,该工况下除油率为86.26%,浊度去除率为99.76%。
(2)最优工况下,6 mm圆孔除油效果最好,为94.5%,浊度去除率为99.85%。
(3)极板开孔的除油率高于双平板,圆孔优于三角孔,除油效果随孔径的增大而增强。
