有色金属板带箔边部板形控制及算法
2023-06-21吴瑞蕤杨双成倪海涛
吴瑞蕤,杨双成,倪海涛
(中色科技股份有限公司,河南 洛阳471039)
有色金属板带箔材在航空航天、汽车、食品、医药、新能源等领域应用广泛,市场需求推进了宽幅有色金属板带箔冷轧设备的研发和项目建设,市场份额越来越大。有色金属板带箔材的板形是很重要的质量指标,其好坏将直接影响轧机的轧制速度、成品率和生产效率。目前宽幅有色金属板带箔冷轧设备控制板形方法包括弯辊、窜辊、辊系倾斜、分段冷却等技术手段,但对于带材边部板形质量的改善效果不明显。
轧机工作辊边部电磁感应加热系统,针对宽幅有色金属板带箔材边部板形控制问题,通过改变带材边部所在工作辊辊形,能有效解决宽幅铝带箔边部紧的问题,实现带材边部板形有效可控,为冷箔轧机组高速轧制提供边部板形技术保障。
1 带材边部板形不良的影响
有色金属板带箔生产对高速轧制、高效板形控制、高成材率都有较高要求,但在实际生产中,无法有效控制有色金属板带箔边部板形一直是一个难以解决的问题。因带材边部板形质量不良,造成轧制速度低、断带、火灾、废品率高等问题一直制约着很多加工企业冷箔轧机组的能效发挥,影响了企业综合效益提升。
在轧制过程中因张力系统原因,带材边部板形质量不良易产生裂边,引起带材断带,增加了轧机发生火灾的概率;同时也制约了轧制速度提升,直接影响生产效率。同时板形具有遗传性,边部板形质量不良的板带箔材进入下游工序,会增加废边宽度,直接影响后续工序的成品率和生产效率,造成更多经济损失。
带材边部板形质量不良产生的主要原因是在轧制过程中,轧辊工作温度不均,轧辊中心区域温度高、凸度大,造成带材边部温度变化梯度大。解决带材边部板形质量不良,实现带材边部板形可控的关键是能够有效控制工作辊边部温度。
2 工作辊电磁感应加热系统
工作辊边部电磁感应加热系统采用电磁感应非接触加热方式,在工作辊与带材接触的边部区域设置一套电磁感应加热装置(图1),对工作辊相应区域进行快速加热,减小轧辊边部与中心区域的温度梯度,使得工作辊温度在带材宽度范围内尽量保持一致。

图1 边部加热系统原理图
工作辊边部电磁感应加热系统以PLC控制系统为核心,通过调节加热功率和加热位置(图2),实现对加热器功率和位置调整装置位移的控制,并通过与机组控制系统通讯,实现轧机异常情况如断带等的连锁保护功能。
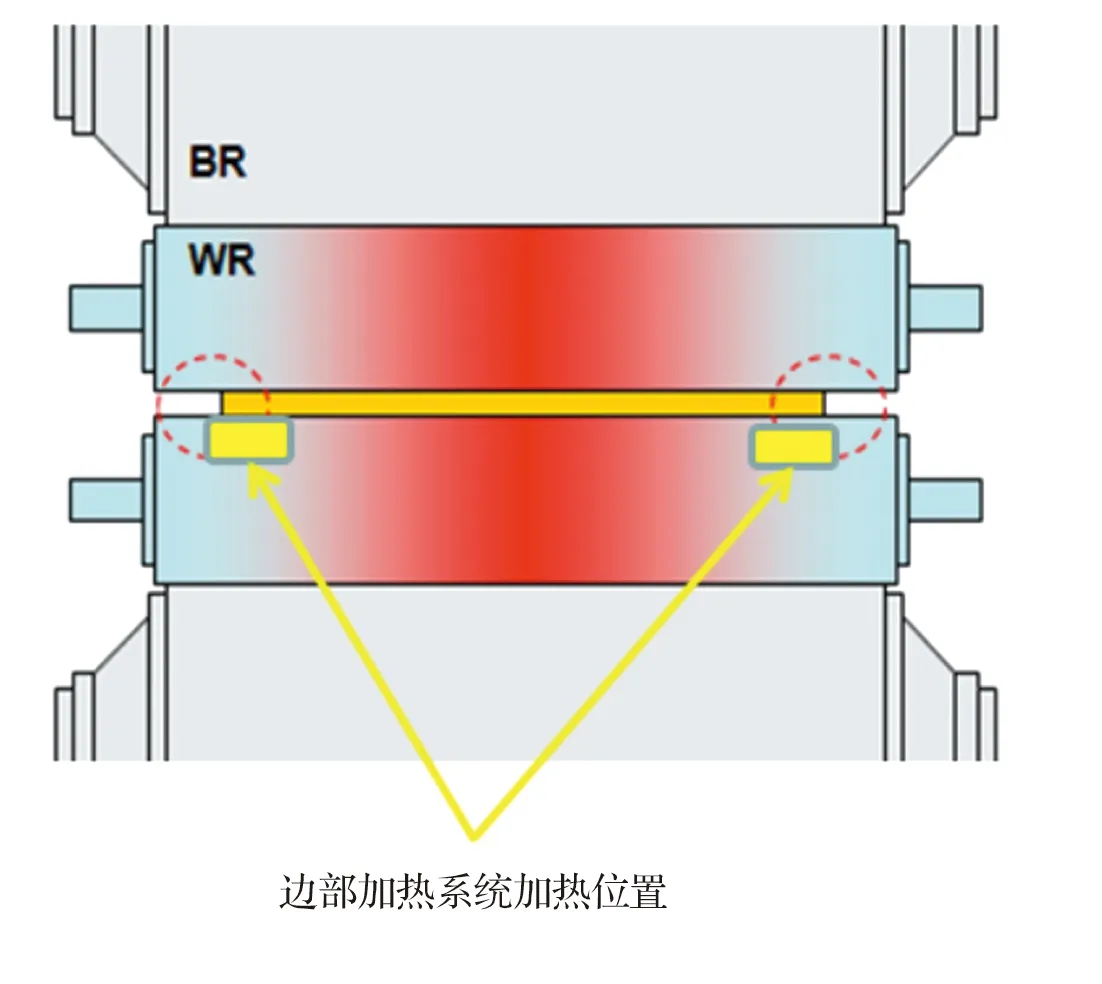
图2 边部加热系统加热位置
3 边部板形控制算法
在工程应用中,工作辊边部电磁感应加热系统能实时接收AFC系统所计算的带材边部板形实际值和设定值的偏差值。电磁感应加热系统采用PID算法,以带材边部板形实际值和设定值的偏差值=0为设定值,AFC系统发出的偏差值为实际值,闭环调节系统功率输出,以实现自动控制边部板形的目标。
虽然电磁感应加热技术在热效率、功能、高效节能等方面具有无可比拟的优越性,但受制于轧辊材质、轧制油、电磁干扰强度等因素的制约,工作辊边部电磁感应加热系统的功率一般设置在12kW,不能无限放大。同时工作辊边部电磁感应加热系统是通过电磁感应加热改变辊形,间接控制板带边部的板形,有一定滞后性。所以带材边部板形控制系统不能简单地采用常规PID算法,需要加入PID参数整定模糊控制器。
基于模糊控制的PID参数自优化,是利用模糊控制器对PID控制器的参数进行在线自优化(图3)。根据PID三个控制参数的关系,归纳出边部板形偏差和偏差变化率的模糊关系,运用模糊控制技术对三个参数进行在线修改,以满足在不同板形偏差和偏差变化率时对控制器参数的不同要求,从而使被控对象具有良好的动、静态性能。
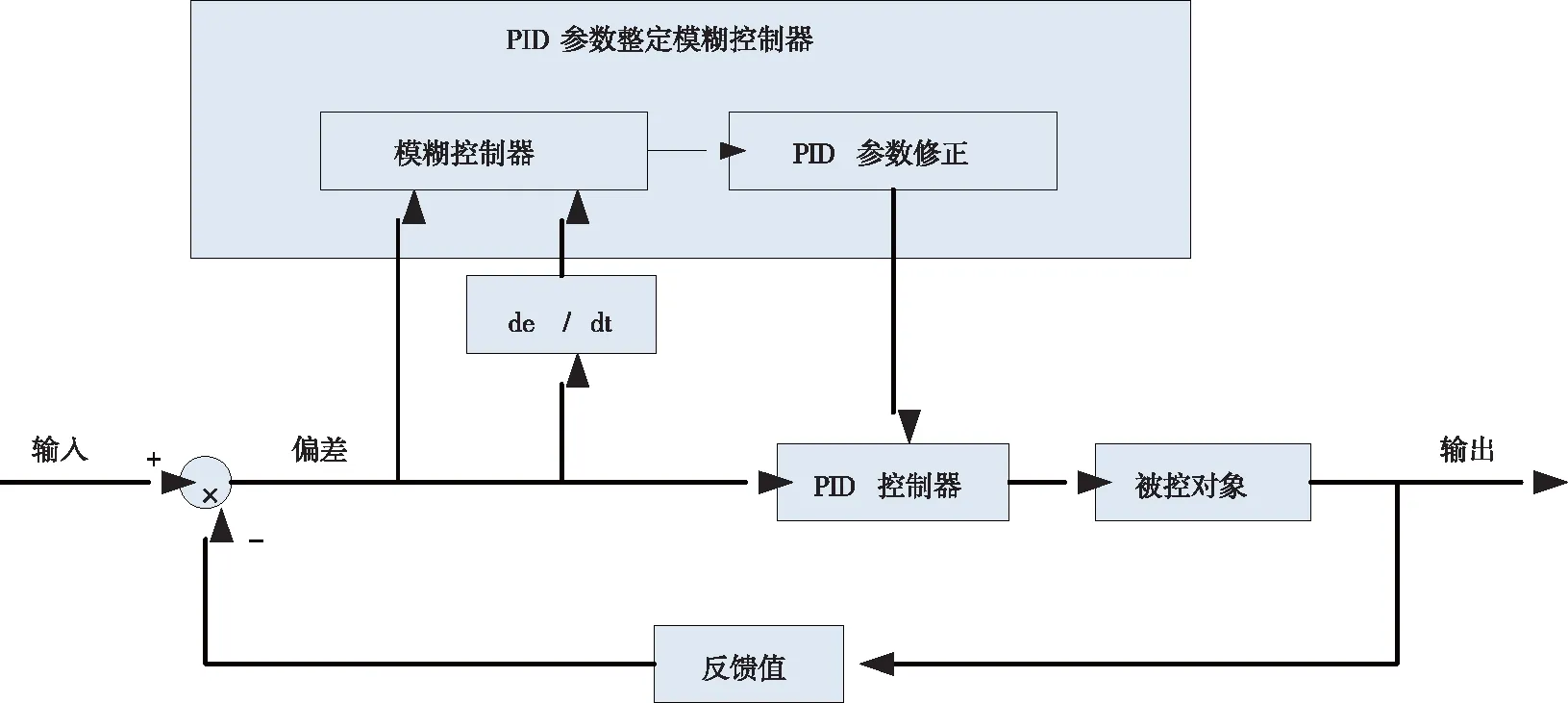
图3 基于模糊控制的PID参数自优化系统框图
4 工作辊电磁感应加热系统使用效果
某企业1850mm铝带冷轧配置工作辊边部电磁感应加热系统后,有效改善了带材边部不良板形,断带次数下降60%,轧制速度从加装前的600m/min提升到800m/min,有效提高了生产效率。同时带材边部板形的有效改善,明显减小后续分切工序的难度,提升了带材的成品率。10t卷材的切边损失,由原来的200kg~300kg(约2%~3%的损失),减小到50kg~70kg(约0.5%~0.7%的损失),提高成品率2%左右。
5 结束语
结合电磁感应技术的边部感应加热系统,能够在轧制过程中对轧辊边部区域进行温度补偿,能够有效减小轧辊横向温差,改善带材边部质量,消除边紧、边裂,减轻工作辊边部磨损,降低冷轧切边量,提高综合成材率。近几年的工程实践证明,工作辊边部电磁感应加热系统可以有效解决宽幅有色金属板带箔边部板形质量不良的问题,为冷箔轧机组高速轧制提供边部板形技术保障。