WC 硬质合金表面涂层摩擦磨损特性及其铣削性能研究
2023-06-05邵树锋成先明孙守宇
邵树锋,成先明,孙守宇,杨 可,冯 源
(1.浙江工业职业技术学院,浙江 绍兴 312000;2.河海大学机电工程学院,江苏 常州 213022)
0 前 言
过渡金属氮化物涂层的耐磨性良好,在刀具、模具等领域具有独特优势。氮化物涂层材料中的二元氮化物如TiN[1]、CrN[2]和三元氮化物如TiAlN[3]被广泛研究。
王欣等[4]研究了CrAlN 纳米复合涂层的组织结构及切削性能,发现CrAlN 纳米复合涂层在切削的高温状态下会形成Al2O3和Cr2O3等氧化膜,形成的氧化膜可以有效阻隔刀具与工件之间发生化学反应,从而保护刀具,使得涂层刀具表现出良好的耐磨性。段佳妮等[5]采用多弧离子镀在Ti-6Al-4V 钛合金片表面制备了TiAlCN 和TiAlN 涂层,并对比了2 种涂层的耐磨性能,结果发现TiAlCN 涂层由于具有无定形碳的润滑作用,其磨损率显著低于TiAlN 涂层。李祥等[6]采用PVD 法在GH2132 铁基高温合金和GH4169 镍基高温合金表面沉积了AlTiN 涂层,并进行了高速干铣削试验,结果发现刀具与工件间存在元素相互扩散,且发生了氧化还原反应,由此认为在刀具磨损区域可能生成了Al2O3、TiO2、SiO2等氧化物薄膜,该氧化物薄膜有助于减缓刀具的磨损。为了进一步分析WC 硬质合金表面氮化物涂层的摩擦磨损特性,以及研究氮化物涂层对WC 硬质合金刀具铣削性能的影响,本工作采用物理气相沉积法(PVD)在WC 硬质合金表面制备了TiN、CrN、TiAlN 3 种氮化物涂层,分析了WC 硬质合金及3 种氮化物涂层的摩擦磨损特性,以45 钢为被铣削材料,研究了WC 硬质合金及3 种氮化物涂层刀具的铣削性能。
1 试验材料与方法
以WC 硬质合金作为基体,采用Inlenia 型涂层设备和物理气相沉积法(PVD)分别制备TiN、CrN 和TiAlN 3 种涂层。沉积TiN 涂层时,通入N2气体的流量为300~500 mL/min,压力为3 Pa,工作温度480 ℃,以电流100 A 引弧Ti 靶,偏压50 V;沉积CrN 涂层时,引弧Cr 靶,其余参数与沉积TiN 涂层时的工艺参数相同;沉积TiAlN 涂层时,通入N2气体的流量为300~500 mL/min,通入乙炔的流量为15 mL/min,压力、工作温度和偏压分别为3 Pa,500 ℃和60 V,同时以150 A 引弧Ti 靶,以120 A 引弧Al 靶以生成TiAlN 涂层。
采用ZEISS Sigma 500 场发射扫描电镜(SEM)和X射线衍射仪(XRD,Bruker D8 ADVANCE,Cu Kα)观察分析基体及涂层的形貌和相组成。XRD 测试参数如下:扫描步长0.05 (°)/s,扫描范围25°~70°,加速电压40 kV。采用HVS-1000A 型显微硬度仪测量基体及涂层的显微硬度,加载载荷为1.96 N,加载时间15 s。为了保证测量结果的准确性,随机对样品的10 个位置进行测试,取其平均值作为硬度值。
采用NANOVEA TRB 型万能摩擦磨损试验机测试基体及涂层试样的摩擦磨损性能。在室温下选用线性往复模式进行测试,对磨材料选用直径为6.0 mm 的GCr15 轴承钢球,磨痕长度5 mm,载荷分别为10,20,30 N,对磨时间为15 min。
采用DMG CMX1100V 型加工中心机床进行铣削试验,对WC 硬质合金及其涂层铣刀进行铣削性能对比分析。被铣削材料为45 钢,主轴转速为5 000 r/min,进给量为1 000 mm/min,切宽5%,切深10 mm。铣削时间分别为5 min 和10 min。采用SEM 观察涂层形貌和铣刀磨损形貌。
2 结果与分析
2.1 涂层组织结构
WC 硬质合金基体和涂层形貌见图1。

图1 WC 硬质合金基体和涂层形貌Fig.1 WC cemented carbide substrate and coating morphology
TiN、CrN 和TiAlN 3 种涂层的表面形貌如图1a 所示,图1a 中左边方框内为涂层,右边为基体。观察图1a 可见,各涂层均匀地沉积在WC 硬质合金基体材料上,TiN 涂层属于立方晶系,呈现出金黄色;CrN 涂层呈现出银灰色;TiAlN 涂层呈现出棕紫色;WC 基体为银白色。3 种涂层的厚度均约为2 μm,其中TiAlN 涂层的截面形貌如图1b 所示。图1b 表明,TiAlN 涂层均匀紧密地沉积在WC 硬质合金基体表面,呈现柱状晶粒形态。
图2 为WC 硬质合金和涂层的XRD 谱。从图2 中可以看出,由于涂层的厚度较薄,在3 种氮化物涂层试样中均检测到了WC 硬质合金基体。TiN 涂层的(111)峰强度表明TiN 涂层中的(111)择优取向,根据能量最小化原理,这说明TiN 涂层的应变能占主导地位。TiAlN 涂层为面心立方(FCC)结构[7]。相比TiN 涂层的峰,TiAlN 涂层多了明显的TiAlN 峰,证明TiAlN 涂层中存在TiAlN,表明部分Al 原子取代了FCC 结构中的Ti 原子[8-10]。TiAlN 涂层和CrN 涂层的峰强度较弱,无明显择优取向。

图2 WC 硬质合金和涂层的XRD 谱Fig.2 XRD patterns of WC cemented carbide and coatings
2.2 显微硬度测试
WC 硬质合金及涂层的平均显微硬度如图3 所示。氮化物涂层对WC 硬质合金表面硬度有显著影响。氮化物涂层的平均硬度均高于基体的。TiAlN 涂层是3种涂层中硬度最高的,与硬质合金基体相比,TiAlN 涂层的硬度增加了26.5%。这是由于相较于TiN 涂层,TiAlN 涂层中加入了Al 元素,Al3+取替了晶格中的Ti4+[8-10],导致单位晶胞内价电子密度下降,形成AlN相。Al 原子在TiN 相中使晶格收缩[10],涂层产生了内应力[11],起到了固溶强化的作用,使得硬度显著增加。

图3 WC 硬质合金和涂层的平均显微硬度Fig.3 Average microhardness of WC cemented carbide and coatings
2.3 摩擦磨损性能
图4 为WC 硬质合金和涂层在10,20,30 N 载荷力下的摩擦系数。

图4 WC 硬质合金和涂层在10,20,30 N 载荷力下的摩擦系数Fig.4 Friction coefficients of WC cemented carbide and coatings under the loading forces of 10,20,30 N
将稳定摩擦阶段(磨损50 s 后)的摩擦系数作为该试验条件下的平均摩擦系数,图5 为WC 硬质合金和涂层的平均摩擦系数。WC 硬质合金基体及涂层试样在摩擦磨损性能测试试验中均经历了跑和和稳定2 个阶段。摩擦磨损时间从0 增加到50 s 时,WC 硬质合金基体及涂层试样的摩擦系数快速增大。这是由于在摩擦磨损初期,试样表面的微凸体与对磨球GCr15 接触,使得摩擦阻力急剧上升。随着摩擦磨损时间的延长,接触表面逐渐光滑,摩擦系数逐渐趋于稳定。
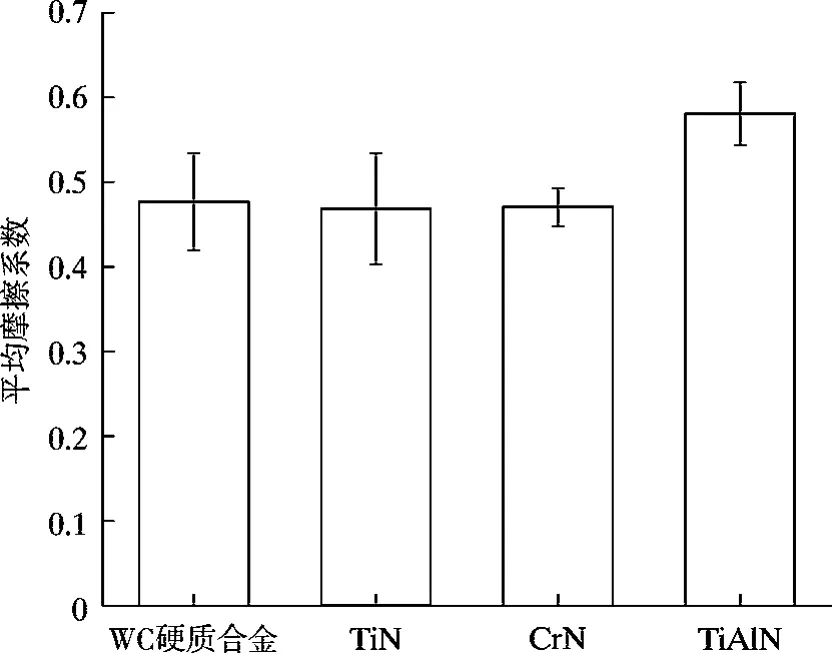
图5 WC 硬质合金和涂层的平均摩擦系数Fig.5 Average friction coefficient of WC cemented carbide and coatings
对于WC 硬质合金基体,试样表面的平均摩擦系数随着载荷力的增加而减小,当载荷力从10 N 增加到30 N 时,摩擦系数从0.6 降至0.4 左右。此外,从WC硬质合金基体进入稳定阶段的摩擦系数的变化情况可以看出,载荷力越大,WC 硬质合金基体的摩擦系数波动越小。这是因为高载荷下,摩擦磨损过程中产生的磨屑被压实,因磨屑引起的摩擦系数的波动减小。
TiN 涂层试样的摩擦系数出现快速上升后又明显下降。这是由于在摩擦磨损过程中,局部高温容易导致表面氧化生成TiO2[12],生成的TiO2有助于润滑摩擦表面,降低了摩擦系数。随着摩擦磨损继续进行,部分TiN 涂层的磨屑与基体发生了黏着,增大了磨痕处的表面粗糙度,因此,摩擦系数逐渐增大[5]。
CrN 涂层的摩擦系数随载荷变化的规律不明显。当载荷在10~30 N 之间变化时,稳定摩擦阶段的摩擦系数在0.40~0.55 之间波动。从图5 可以看出,CrN 涂层的摩擦系数及其标准差最低,这是因为CrN 涂层在摩擦时生成了Cr2O3[13],Cr2O3相比TiN 涂层高温氧化生成的TiO2更稳定。
WC 硬质合金、TiN 涂层、CrN 涂层的摩擦系数可能对应于三者表面黏着物与对磨球GCr15 的摩擦系数,这与Kumar 等[14]发现对磨球材料转移至涂层表面结果一致;而对于TiAlN 涂层,由于其具有较强的排屑能力,在摩擦磨损测试过程中涂层表面未出现明显的对磨球GCr15 的转移,所以TiAlN 涂层表现出来的摩擦系数为TiAlN 涂层与对磨球GCr15 对磨的摩擦系数。因此,TiAlN 涂层的平均摩擦系数最高。
在逐渐进入稳定磨损阶段后,TiAlN 涂层的平均摩擦系数随载荷力的增加而降低。这是由于TiAlN 涂层的显微硬度最高,比对磨材料GCr15 的硬度要高得多,摩擦面属于弹塑性接触,摩擦系数与载荷力呈负相关,因此增加载荷力会导致摩擦系数降低。
图6 为WC 硬质合金和涂层的磨损表面形貌。从图6 可以看出,WC 硬质合金表面磨损最严重,而氮化物涂层对WC 硬质合金基体起到了良好的保护作用。从图6a 放大图中可以看出,WC 硬质合金在GCr15 轴承钢球的对磨作用下,产生了严重的塑性变形,并伴随有较深的犁沟。因此,WC 硬质合金的磨损机制为严重的磨粒磨损。对于TiN 涂层试样(图6b),在犁沟边缘有明显的磨屑堆积,磨损轨迹内有少量断裂的碎屑。磨痕相对平整光滑,摩擦形成的少量氧化层有利于摩擦,所以TiN 涂层的摩擦系数较低。TiN 涂层的磨损机制是以磨粒磨损为主。在CrN 涂层试样(图6c)表面,存在明显的犁沟、磨粒和氧化膜,这说明CrN 涂层的磨损机制为磨粒磨损和氧化磨损。Cr2O3比较疏松,无法阻止涂层内部继续氧化,因此CrN 涂层出现低摩擦高磨损现象。摩擦过程中,Cr2O3氧化层被碾压,形成不连续的氧化膜层。散落在犁沟处的氧化膜与涂层的磨屑以第三体的形式对涂层造成了严重的破坏[6]。此外,还观察到犁沟处存在大量深坑。电弧离子镀沉积CrN 涂层时,靶材会因为弧光放电而局部熔融形成微米级的大颗粒。在CrN 涂层与GCr15 轴承钢球的摩擦过程中,涂层表面大的Cr 液滴容易被GCr15 对磨球拖出,留下大的深坑。从图6c 的局部放大图来看,深坑直径在1~10 μm 之间。

图6 WC 硬质合金和涂层的摩擦磨损形貌Fig.6 Frictional wear morphologies of WC cemented carbide and coatings
TiAlN 涂层在犁沟处有大量致密的Al2O3氧化层覆盖,能够有效防止涂层进一步氧化[13]。从图6d 局部放大图可以看出,在TiAlN 涂层氧化层上的磨粒呈现为椭球体,可以在摩擦过程中有效分离对磨球与TiAlN 涂层,呈现出一种抛光磨损机制。TiAlN 涂层中的Al 元素提高了涂层的化学活性,使得涂层与对磨球的黏着力增强,从而导致局部氧化层剥落。从磨损情况看,TiAlN 涂层的耐磨性能最好,这与硬度分析结果基本一致,说明涂层的高硬度是提高耐磨性能的主要原因。
2.4 刀具铣削性能
图7 为WC 硬质合金和涂层刀具在铣削5 min 后的微观形貌。从刀尖局部放大图(右侧)可以看出,铣削5 min 后,4 种试样刀具的刀尖已经发生了不同程度的磨损。

图7 WC 硬质合金和涂层刀具铣削5 min 后的微观形貌Fig.7 Micro morphology of WC cemented carbide and coated tools after 5 min milling experiment
除了WC 硬质合金刀具外,其余涂层刀具的刀刃没有发生明显磨损。WC 硬质合金铣刀刀尖的磨损最严重,出现了崩刃现象,说明TiN 涂层、CrN 涂层和TiAlN 涂层均可以提高WC 硬质合金刀具的耐磨性能,这与摩擦磨损试验结果一致。
TiAlN 涂层刀具刀尖处存在明显的积屑瘤,这是因为TiAlN 涂层表面生成了Al2O3氧化层覆盖刀尖部分。在铣削过程中,生成的氧化膜与45 钢直接接触,这可以很好地保护刀具[15],提高刀具的铣削性能。另一方面,也说明TiAlN 涂层与WC 硬质合金基体的结合性能好。从图7d 可以看出,TiAlN 涂层的铣削加工性能最好。
图8 为WC 硬质合金和涂层刀具试样铣削10 min后的微观形貌。从图8a 中可以看出,WC 硬质合金铣刀刀尖处已经出现大面积崩刃,说明刀具已经严重磨损,不适宜进一步铣削加工。TiN 涂层(图8b)不仅刀尖处出现局部崩刃,沿刀刃方向也出现多处崩刃,后刀面处涂层也受到严重磨损破坏,露出WC 硬质合金基体[16]。CrN涂层在刀尖处出现崩刃,后刀面出现涂层剥落和磨损,磨损情况好于TiN 涂层,说明TiN 涂层和CrN 涂层刀具在10 min 长时间铣削加工后被磨损破坏严重,铣削加工性能变差。TiAlN 涂层试样刀尖处没有发现明显崩刃,刀尖形状相对完整,说明TiAlN 涂层表现出更好的铣削加工性能。在WC 硬质合金和3 种氮化物涂层刀具切削10 min 后的刀尖均未发现明显的氧化膜或积屑瘤。这是因为随着切削时间进一步延长到10 min 时,3 种氮化物涂层都已经发生了剥落[17],无法继续为刀具提供保护。

图8 WC 硬质合金和涂层刀具铣削10min 后的刀尖微观形貌Fig.8 Micro morphology of WC cemented carbide and coated tools after 10 min milling experiment
图9 为WC 硬质合金和涂层刀具铣削10 min 后刀尖的EDS 面扫描结果。

图9 WC 硬质合金和涂层刀具铣削10 min 后刀尖的EDS 面扫描结果Fig.9 EDS surface scanning results of the tool tip with WC cemented carbide and coated tools after 10 min milling experiment
从图9 中3 种氮化物涂层铣刀刀尖处氧元素的EDS 面扫描结果可以看出,3 种涂层试样刀尖处及后刀面均出现不同程度的氧化。TiN 涂层试样刀具表面的氧化膜可能是由于铣削时的高温导致的。TiN 涂层试样刀具表面的氧化膜并没有发生剥落,说明TiN 涂层与WC 硬质合金基体的结合性较好。尽管CrN 涂层也生成了少量氧化膜,但是涂层已经出现明显剥落,说明CrN涂层与WC 硬质合金基体的结合性能不如TiN 涂层。
从图9 中氧元素的EDS 面扫描结果可以看出,WC硬质合金刀具、TiN 涂层刀具和CrN 涂层刀具3 种刀具表面均分布有较多的Fe 元素,说明三者的排屑能力较差,黏附相对较多的Fe 屑。而TiAlN 涂层表面的Fe 元素分布较少,说明TiAlN 涂层的排屑能力强,可以及时排出切屑,提高铣削性能,这与切削5 min 时TiAlN 涂层刀具光滑的后刀面结果一致(图7d)。由于TiAlN 涂层的排屑能力强,在与GCr15 对磨球对磨时表现出的摩擦系数为涂层与对磨球GCr15 的摩擦系数,而其他涂层与对磨球GCr15 的对磨过程中存在着磨屑的影响,因此,摩擦磨损试验中TiAlN 涂层的摩擦系数比WC 硬质合金和其他氮化物涂层的要高(图4d)。以上结果均表明,TiAlN 涂层的耐磨性能和结合性均较好,有助于提高刀具的铣削加工性能。
3 结 论
(1)TiN、CrN 和TiAlN 3 种氮化物涂层均有助于提高WC 硬质合金表面的硬度。其中TiAlN 涂层的硬度最高,相较于WC 硬质合金基体,TiAlN 涂层的硬度提高了26.5%。
(2)TiN、CrN 和TiAlN 3 种氮化物涂层的摩擦磨损均以磨粒磨损为主,相较于WC 硬质合金,耐磨性能均有提高。由于Al 元素的加入,TiAlN 涂层在摩擦时生成了Al2O3,可以作为固体润滑剂,使得TiAlN 涂层的耐磨性能最好。
(3)在铣削加工过程中,TiAlN 涂层的高硬度,以及在铣削加工过程中生成的氧化膜的保护作用,能有效降低刀具的磨损破坏,使得TiAlN 涂层刀具表现出良好的耐磨性能和较强的排屑能力,铣削加工性能最优。
