浅析QT600-10 材料
2023-05-20张百堂
张百堂,孙 浩
(1.济南山川机械制造有限公司,山东 长清 250301;2.济南润龙冶金炉料有限公司,山东 济南 250022)
某公司承接了一种车用行星轮壳产品(见图1),尽管图纸材料牌号规定为QT550-6 或QT600-10,然而a 用户直接选择了QT600-10,而不接受QT550-6.之前该公司因没有直接生产过QT600-10牌号的经验,因此对这个材料进行了试验。通过多次试验发现,在正常调配锰、铜、锡合金的情况下,随炉浇注试棒的抗拉强度时常在600 MPa 之下,或者延伸率也会在10%以下徘徊,而一次性两指标都合格的概率约为50%.在这种情况下,依据双方事先达成的一致意见:此时再检测本体,若本体硬度合格则依然判定材料为合格。但为了尽快扭转这个情况,便广泛征求意见,结果获取了一种可以满足QT600-10 材料要求的方法,并且这种方法为EN1 563-2018 标准,所以决定立即采纳并安排试验。

图1 行星轮壳成品图
接下来的试验发现,随炉试棒确实可以很容易的获得抗拉强度不低于600 MPa、延伸率不低于10%的要求。同时还发现,一是试棒与本体金相中的珠光体含量、硬度值却远远低于常规;二是原先的易割冒口,每件需要锤击3~4 锤,有的甚至5~6 锤才能敲下来的,现在1 锤子锤下1 个冒口,有的甚至1 锤子可以锤下2 个冒口的事情,且常常根部还带肉即损伤了本体。那么,这到底是怎么一回事呢?究竟能不能用这个EN1563-2018 标准中的QT600-10 替代QT600-10 生产车用行星轮壳呢?随后查阅了所有能够找到的有关资料并结合发生的现象认为,EN1563-2018 中的QT600-10 属于高硅固溶铁素体基体组织材质,其并非传统意义上的QT600-10 材料。
1 车用行星轮壳材质的规定
表1 为图纸规定的两种牌号的材质,用户告知需采用CH60/38/10 即QT600-10,执行VEDITAB.301.11.0227 标准即表2.同时参照D550 6 材料——执行SAEJ434-CASTING 标准如表3 所示,尽管不按这个材料做,但是可以看出所执行的标准明显严于D550 6 规定的硅含量在3.0%以内,所以该车用行星轮壳的材料应该为正常的QT600-10 牌号,即要求硬度在190 HB~250 HB 范围、硅含量在2.65%以内,以珠光体为主的基体组织。

表1 图纸规定的牌号

表2 CH60/38/10 成分与性能要求

表3 D5506 材质成分与部分性能要求
2 研发常规的QT600-10
实际研发该铸件材料时,执行的是常规也就是硅质量分数低于2.65%的球铁材料,具体要求以及多次试验的结果见表4 与表5 的内容。考虑成本问题,研发时没有采用加镍,而是用了铜锡合金。

表4 成分要求与试验的结果(质量分数,%)

表格5 球化率等金相与性能要求
表格中加下划线的数据说明在过程控制中有些成分确实还不能完全到达预期,因此有些炉次的性能同样不能完全达到规定要求,这个材料的试验与控制基本处在临界状态,控制好了则完全合格,稍微一疏忽则会发生不合格,尽管因为本体硬度合格而得以放行,但是这个状态是不稳定的,同时也引起客户对该材料不稳定的担心,因此寻求更稳妥的方法或如何改进势在必行。
3 高硅QT600-10
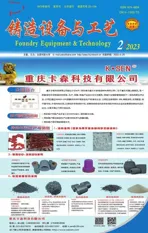
基于上述情况,组织发动了内外部资源并获取了一种有效生产QT600-10 的方法,且该方法即在EN1563-2018 版本的标准中是规定了的,如表6 所示。
通过表6 看出,该材料属于高硅固溶强化铁素体基体的QT600-10,其特点是珠光体含量低,有大量的固溶体固化铁素体,属于铁素体基体,而非珠光体+少量铁素体的组织,同时硬度低。其高硅含量带来的低温脆性在原标准中也有提示,因而属于特殊材料,而非常规的球铁QT600-10 牌号。
表6 EN1563-2018 版本的标准部分——QT600-10 性能
4 采用高硅QT600-10 试验的结果
试验要求与结果如表7 与表8 所示。

表7 高硅QT600-10 成分要求与试验的3 次化学成分(质量分数,%)

表8 高硅QT600-10 试验的3 次球化率等金相与性能
该成分使抗拉强度与延伸率很容易获得合格的结果,同时还有两个意外收获,一是本体硬度与正常材质的相比确实低,而珠光体含量更低;二是在锤击冒口过程中发现,中间的四个易割冒口,非常容易的被锤击掉,有时1 锤可锤击掉2 个冒口,冒口清理变得异常容易,这与之前的状态完全不一致。图2 两种材料的铸件冒口被锤击后的对比状态。于是,暂停了这个材料的试验,并要求临时隔离了这三个试验批次的高硅球铁件。

图2 两种材料的铸件冒口被锤击后的对比状态
5 高硅QT600-10 的相关资料介绍
资深铸造专家李传轼关于“硅在铸铁中的固溶强化作用”一文中明确提出了高硅QT600-10 材料使用的限制性条件是,凡在结构上有应力集中部位的铸件不易使用,尤其不宜用于在低温条件下承受冲击载荷的铸件[1]。
杨万虎等在“QT500-14,QT600-10 高硅球墨球铁”一文中明确指出[2],应用此类材质生产的高硅球墨铸铁件,其低温和常温环境下抗冲击性较差,必须引起足够的重视,若不经过特殊处理,势必存在一定的安全隐患,因此这类材料不适用于运作在低温环境下的球墨铸铁件上。
可见该材料限制性使用的条件是——高应力高冲击载荷与低温条件是不能使用的,否则铸件极易发生脆断。
7 结论
车用行星轮壳的使用特点是:铸件首先要受到高应力与反复疲劳冲击的,另外工作时的环境温度,没有办法保证其不在零下环境里长时间工作。结合已获知高硅QT600-10 材料的使用特点,以及在现常温下试验的铸件易割冒口与常规QT600-10的对比更容易被锤击下来的事实,认为车用行星轮壳不适合采用高硅QT600-10,而必须是常规的QT600-10,生产中材料不稳定是需要持续改进的问题比如提高球化率、调整合金比例或合金品种等措施。
只要是在高应力高冲击载荷以及低温下工作的铸件,当需高强度高韧性时,均不能采用高硅球铁,而必须是常规球铁。相反,常规QT600-10 可以替代高硅QT600-10.两者虽然都是QT600-10,但因由不同成分引发的基体组织的巨大差异,由此又决定了各自材料的特性,这个特性不仅仅体现在均可以满足常温抗拉强度以及延伸率的要求,同时又决定了各自的固有特性。高硅的存在使得铸件不耐受高冲击高应力,且对低温非常敏感,相反常规的则无此显著特点。
由此得出,在选用材料时清晰地了解材料的固有特性以及铸件的使用条件,对正确选用材料具有重要意义,因为牌号相同、抗拉强度、延伸率相同,却因成分不同、金相不同,实际结果却大相径庭。