工业摄影测量网形一致性对测量重复性精度影响研究
2023-05-12豆世豪宋志印刘世涛王新萍黄桂平
豆世豪,申 旭,宋志印,刘世涛,王新萍,黄桂平*
(1.华北水利水电大学 测绘与地理信息学院,郑州 450046;2.河海大学 地球科学与工程学院,南京 210098;3.水利部水工金属结构质量检验测试中心,郑州 450052)
0 引言
中国首台大型空间巡天望远镜计划于2024 年发射升空,有望促进中国光学天文的飞跃式发展。空间望远镜光机桁架结构的形变对望远镜的观测精度至关重要,因此对空间望远镜桁架进行真空中大范围、高精度的形变测量必不可少,而工业摄影测量技术以其独特的优势成为完成这一任务的首选方式[1]。形变测量是指在一定条件下对被测物体进行周期性的重复观测,以第1 次观测结果为基准,将其他观测结果与基准对比的差值作为被测物体的变形量,前提是必须保证测量单个工程的多次拍摄结果之间的精度。本文选择工业摄影测量中的测量重复性精度作为精度评价指标[2-4]。
某空间望远镜的大尺寸桁架形变和应变场超高精度测量系统项目要求望远镜桁架形变的测量重复性精度达到5 μm 以内(6 m×5 m×5 m 空间范围内),而目前国内外工业摄影测量系统在大尺寸空间范围的测量重复性精度在15 μm 左右甚至更低[5-9],无法满足要求。为此,本文从工业摄影测量系统的硬件设备、软件算法以及测量方法等方面进行研究、开发和改进,发现在硬件设备、软件算法确定的基础上,测量方法即测量网形的一致性对测量重复性精度的影响巨大。这一点在实际工程中容易被忽略,而且在已有的大量关于工业摄影测量网形的研究[10-13]中尚未找到关于测量网形一致性方面的研究报道。于是,本文在实验室条件下使用机械装置对测量网形一致性进行测试及结果分析,研究测量网形的一致性对测量重复性精度的影响,以期为其他航天器大尺寸桁架超高精度形变测量提供参考。
1 测量网形稳健性与一致性
工业摄影测量网形从几何方面来讲可以把每个相机摄站位置和被测物上的标志点(物方点)都看作是一个点,在测量时每个标志点至少要被2 个及以上的摄站所拍摄,如果将所有的摄影光线在图纸上画出,则各个摄站与单个标志点之间就形成了若干个三角形的网状结构,如图1 所示,这在测绘学中称之为工业摄影测量网形[14]。
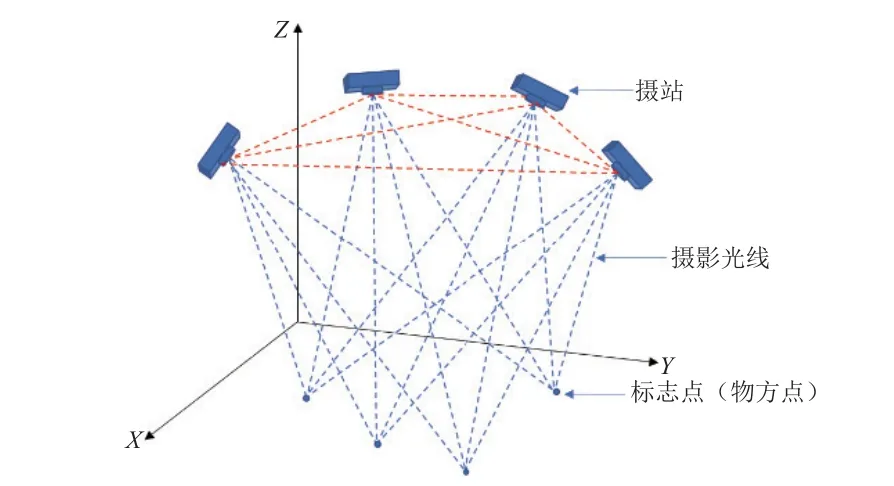
图1 工业摄影测量网形Fig.1 Industrial photogrammetry network
在以往的测量网形研究中得出很多结论,如:在像点坐标精度一样的情况下,测量网形布设不同,其测量结果的精度会相差10 倍等[15],而通过改善测量网形中的摄站数量、像片重叠度、摄影距离、交会角以及标志点大小与分布等可提高测量精度。本文把以上诸多通过改变测量网形而影响最终测量结果精度的因素称为测量网形的稳健性,其优劣以被测目标点坐标的标准差来衡量。测量重复性精度除了与测量网形的稳健性有关外,同时和多次测量间测量网形的差异程度的表征量也有很大关系,本文将2 次测量间网形差异的表征量称为网形的一致性。
测量重复性精度要求在相同的测量网形下进行测量,即保证高的网形一致性。但在实际测量工作中,人员手持工业相机进行测量时不可能保证2 次测量过程之间的外方位元素参数(X、Y、Z、φ、ω、κ)完全相同,只能尽量保证其处在一定的可接受的变动范围内。如图2 所示,摄站A1、A2、A3、A4与摄站、、、均对被测目标进行相同拍摄测量操作,可解算得到测量重复性精度结果。但从严格意义上来讲,这些测量结果已不能满足重复性精度评价所需要的相同测量网形的要求,因此其得到的测量结果在一定程度上会使测量重复性精度变差。
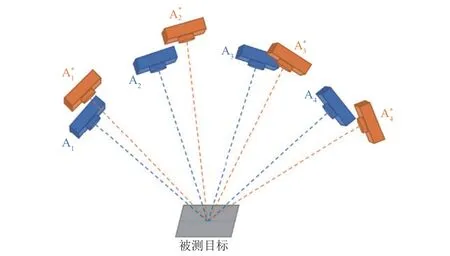
图2 测量网形差异表示Fig.2 Difference of measurement network
2 网形一致性精度评价指标
相机姿态具有6 个自由度(6DOF)的参数,即3 个位移参数(X、Y、Z)和3 个空间旋转参数(φ、ω、κ)。在工业摄影测量中,测量网形的一致性主要通过各组之间相同位置相机的姿态来反映,网形的一致性越好,其各组之间相同位置相机的姿态参数越一致,统计结果直接反映测量网形一致性的重复性和稳定性。计算时,首先在相同测量网形下对同一目标进行m组重复测量,每次测量采集n张像片,各张像片外方位元素分别表示为Xij、Yij、Zij、φij、ωij、κij(i=1, 2,…,m;j=1, 2,…,n);其次求出m组之间外方位元素差值的绝对值,共=m(m−1)个数据,分别表示为ΔXuj、ΔYuj、ΔZuj、Δφuj、Δωuj、Δκuj(u=1,2,…,m(m−1));然后求出n张像片中外方位元素差值绝对值的标准偏差
最后,根据式(1)求u组外方位元素标准偏差的平均值
由式(2)得到的数据反映了工业摄影测量的测量网形一致性高低程度,与测量重复性精度评价一样,得到的六自由度参数的标准偏差的平均值越小,表示测量网形一致性越好;反之,测量网形一致性越差。
3 试验与结果
3.1 试验概述
为探究测量网形变化对工业摄影测量重复性精度的影响,设计试验进行探究。由于测量网形的稳健性对应于测量结果的精确度,而这是重复性精度的充分条件且已有许多实验进行了验证,本文将不再进行测试,而只关注于在测量网形稳健性优的前提下测量网形一致性对重复性精度的影响。
手持相机进行多组测量不能保证各组之间非常高的网形一致性,为此实验室研发、采购了能够控制测量相机六自由度姿态的移动框架和三维转台,并自主开发了操控软件。本文将移动框架、三维转台、测量相机以及操控软件这4 部分的组合称为机械控制相机位姿拍摄装置,其3D 模拟效果及测量现场分别如图3 和图4 所示,其中:移动框架测量精度优于1 mm;三维转台的测量精度优于0.01°;测量相机采用郑州辰维科技股份有限公司的CIM-3 工业测量相机,分辨率为29 Mb,标称精度为4 μm+4 ppm·L,设置曝光时间为600 μs、曝光强度为7。
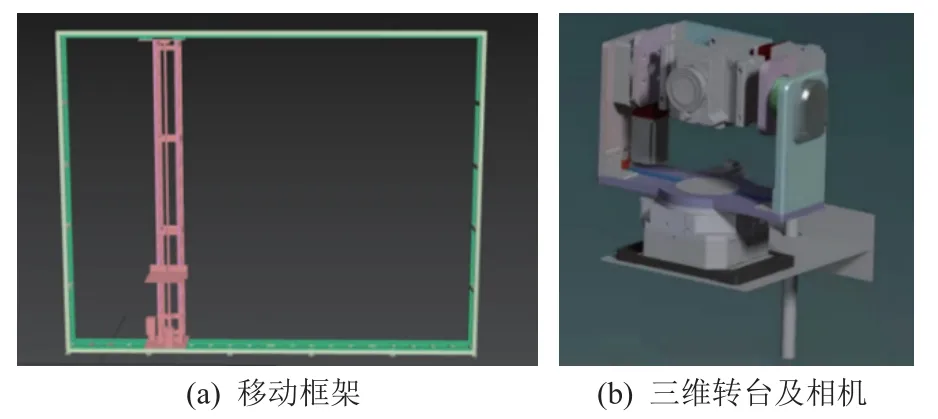
图3 机械控制相机位姿拍摄装置3D 模拟Fig.3 3D simulation of the mechanically controlled camera pose shooting device
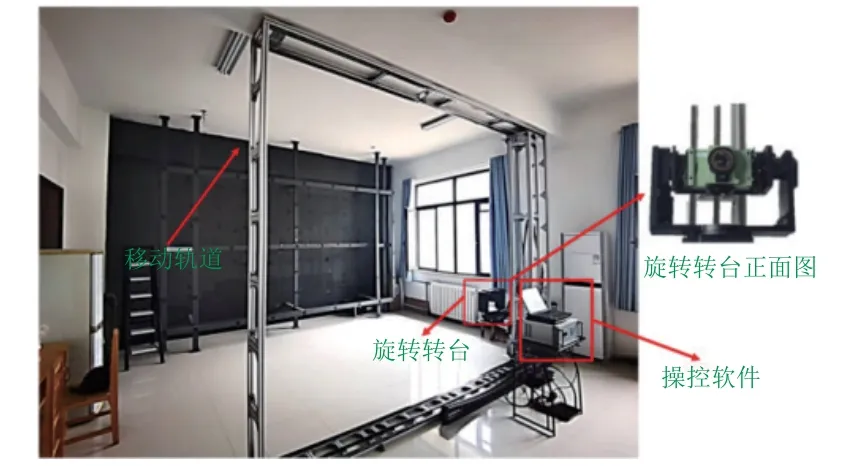
图4 机械控制相机位姿拍摄装置测量现场Fig.4 Test site of the mechanically controlled camera pose shooting device
3.2 试验方案设计
本试验使用机械控制相机位姿和人工设置相机位姿2 种方式,在实验室内的测量相机精密检校场(见图5)上进行测量网形一致性的对比试验研究。
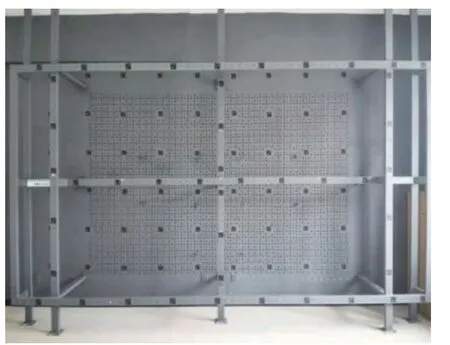
图5 测量相机精密检校场Fig.5 Measuring camera precision inspection field
第1 步,使用机械控制相机位姿进行测量,称为测量方式Ⅰ。如图6 所示,测量相机按照5×5 测量网形、共25 个摄站对具有2500 个标志点的检校场进行摄影测量。
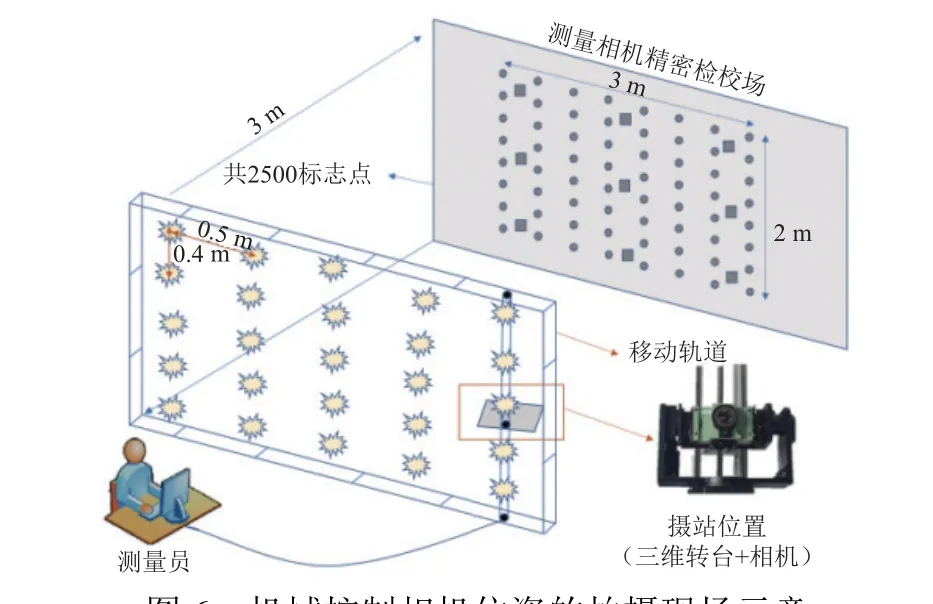
图6 机械控制相机位姿的拍摄现场示意Fig.6 Schematic diagram of the shooting site for pose of a mechanically controlled camera
第2 步,人工设置相机位姿进行测量,称为测量方式II。如图7 所示,在地面做红色位置标记,用于放置梯子进行拍摄,按照与第1 步相同的测量网形进行拍摄。

图7 人工设置相机位姿的拍摄现场Fig.7 Shooting site for pose of a manually set camera
第3 步,地面无位置标记,在随意位置按照5×5测量网形对测量相机精密检校场进行人工测量,称为测量方式Ⅲ。
使用软件统计计算出以上3 种测量方式的摄站姿态的六自由度值,比对得出不同测量方式的网形一致性优劣;并对用这3 种测量方式所拍摄像片进行相关算法匹配、平差等过程数据处理,得出它们的测量重复性结果,分析网形一致性对测量重复性精度的影响。
3.3 试验结果与分析
对拍摄像片进行软件处理以及通过数学计算统计各个测量方式各组之间测量相机的六自由度姿态值的结果如表1 所示。3 种测量方式的测量重复性精度如图8 所示。
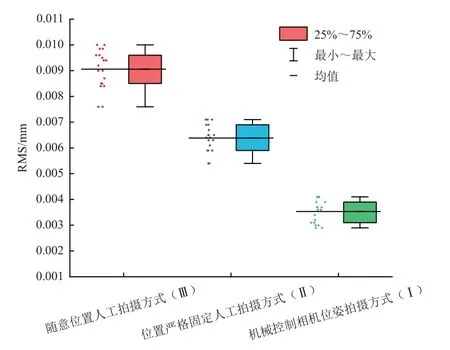
图8 3 种测量方式的测量重复性精度结果Fig.8 Measurement repeatability accuracy results of three measurement methods

表1 3 种测量方式的相机六自由度姿态值对比Table 1 Comparison of six degrees of freedom attitude values for three measurement methods
从表1 给出的各组测量相机6 自由度姿态值可看出,机械控制相机位姿的测量方式Ⅰ明显比人工控制的测量方式Ⅱ、Ⅲ得到的网形一致性精度要高,RMS 均值<5 μm;从图8 可看出,测量网形一致性越高,其测量重复性精度就越高,测量方式Ⅰ的测量重复性精度比测量方式Ⅱ、Ⅲ的至少提高了2 倍甚至更多。这些数据反映了在工业摄影测量系统中测量网形一致性对测量重复性精度的显著影响。
4 结束语
工业摄影测量的测量网形可从稳健性和一致性2 个方面来描述。在网形稳健性优的情况下,保持尽可能高的网形一致性可显著提高测量重复性精度,达到超高精度形变测量的目的。实验室测量结果表明,通过机械控制多次测量之间的网形一致性,在测量相机精密检校场测量时其测量重复性精度比日常人工测量提高了至少2 倍,达到5 μm 以内,满足项目要求。本文研究结果可为空间望远镜桁架等大尺寸结构件的超高精度形变测量提供数据和技术支持。
