从铀铍浮选尾矿中回收铀的工艺研究
2023-05-05叶开凯苏学斌梁耕宇张佳宇舒祖骏康绍辉周志全
叶开凯,苏学斌,梁耕宇,张佳宇,马 嘉,舒祖骏,康绍辉,周志全,任 燕
(1.核工业北京化工冶金研究院,北京 101149;2.中国铀业有限公司,北京 100013)
随着核电快速发展,天然铀消耗量快速增长,从非传统资源中综合回收铀成为保证天然铀供应的有效途径之一[1-2]。非传统铀资源是指低品位铀资源或作为次要副产品回收的铀资源,铀铍伴生矿即是一种重要的非传统铀资源。
通常采用“浮选—浸出—铍回收”工艺从铀铍伴生矿提取铍[3-7];但现阶段铍浮选过程对铀的富集效果不明显,铍尾矿中的铀含量较高,尾矿放射性超标。在铀铍矿提取工艺流程中接入从浮选尾矿中提取铀的环节,可以回收铀组分,且能有效降低尾矿的放射性物质含量,实现有价组分的综合回收。
针对常规铀矿的浸出研究较多[8-11],但对于铀铍矿中铀的回收研究主要集中在铀的浸出研究方面[12-15],对铀铍分离的研究较少。为此,针对新疆某铀铍浮选尾矿进行铀浸出条件和回收工艺研究,在高效浸出铀的同时,减少铍的浸出;同时研究浸出液中的铀铍分离问题,为从铀铍尾矿中回收铀提供支撑。
1 试验部分
1.1 试验原料及试剂
试验原料取自新疆某矿床铀铍浮选尾矿,是铀铍原矿经破磨至-0.045 mm>93%,并进行铍矿物浮选后得到的铍尾矿样品,其主要化学组成见表1。铍尾矿中U质量分数为0.18%,BeO质量分数为0.07%。
试验试剂:硫酸、NaCl,均为分析纯;试验用水为蒸馏水。

表1 试验原料主要化学组成
1.2 试验设备
场发射扫描电子显微镜(德国ZEISS),Quantax 200 Xflash能谱仪(德国Bruker),IKEA电磁搅拌器(德国IKEA),雷氟BT100S型蠕动泵(保定雷氟),伊尔姆MPC-1201E型真空泵(德国伊尔姆),干燥箱(上海林频),离子交换柱(北京欣维尔玻璃仪器,φ10 mm)。
1.3 试验方法
对浮选铍尾矿进行工艺矿物学研究,以工艺矿物学研究结果指导浸出过程。根据尾矿中铀的性质,采用硫酸浸出,在浸出试验中考察加酸量、浸出时间、浸出温度以及液固体积质量比对铀浸出率的影响。试验中分别取50 g尾矿,加入不同浓度的硫酸溶液,机械搅拌后通过抽滤进行固液分离,获得浸出液;采用10 g/L硫酸溶液盘洗滤饼后,得到浸出渣。
采用离子交换法回收浸出液中的铀。以该浸出液作为吸附原液,将50 mL 201×7树脂装入离子交换柱中,控制接触时间30 min,每BV吸附尾液取样1次,分析并制作铀吸附曲线。对铀饱和树脂,采用传统淋洗工艺参数进行淋洗验证试验,淋洗剂为10 g/L H2SO4+1 mol/L NaCl溶液,接触时间30 min,每BV淋洗液取样1次,分析并制作铀淋洗曲线。
2 试验结果与讨论
2.1 铍尾矿工艺矿物学研究
采用Bruker Quantax 200 Xflash能谱仪对铍尾矿的矿物类型进行观察(图1)。利用AMICS-Mining矿物参数自动定量分析系统对具体矿物组成进行分析(表2)。
铍尾矿中的羟硅铍石质量分数约0.17%,铀矿物以硅钙铀矿为主,其次为沥青铀矿;脉石矿物以长石、石英为主,含少量伊利石和绿泥石等黏土矿物。

图1 铍尾矿矿物类型分布

表2 铍尾矿矿物组成
2.1.1 硅钙铀矿
硅钙铀矿(CaH2(UO2)(SiO3OH)2·5H2O)是铍尾矿中的主要铀矿物,在铍尾矿中硅钙铀矿多呈不规则粒状、浸染状、针状集合体分布,粒径多在10~40 μm(图2)。其单体解离度接近30%,其余多与长石或黏土矿物共生,少量与石英、硬锰矿及羟硅铍石共生。

(a)硅钙铀矿(Urt)颗粒裂缝充填萤石脉(Fluo);(b)硅钙铀矿(Urt)包裹硬锰矿(Psr),裂缝充填伊利石(Ill);(c)浸染状硅钙铀矿(Urt)嵌布于钾长石(Kp)、石英(Q)、钠长石(Ab)等脉石矿物中;(d)硅钙铀矿(Urt)单颗粒。
2.1.2 沥青铀矿
沥青铀矿粒径多为10~40 mm,其单体解离度约35%,多呈不规则粒状分布(图3),部分与长石、石英以及黏土矿物共生,关系密切。

图3 沥青铀矿(Ura)背散射图像
铍尾矿工艺矿物学分析结果表明,铀主要以独立铀矿物形式存在,易被硫酸浸出;尾矿中含有少量铍,铍以羟铍硅石存在,不易被浸出。
2.2 铀浸出条件试验
2.2.1 浸出酸浓度的影响
采用常规酸法搅拌浸出方法,在浸出温度20 ℃、液固体积质量比为1.5 L/kg、浸出时间4 h条件下,考察了酸浓度为1.63%~15.00%时,酸浓度对铍尾矿铀浸出效果的影响,结果见表3。可以看出,随酸浓度增高,铀浸出率增高,浸出液pH降低;当酸浓度达到5.00%时,铀浸出率达94%以上;当酸浓度为10.00%以上时,铀浸出率能稳定达到95%。在酸浓度为15.00%时,铍浸出率仅有7.14%,采用常规酸法浸出铀时铍的浸出率较低。综合浸出液余酸及浸出率,浸出酸浓度以5.00%为宜。

表3 酸浓度对铍尾矿铀浸出效果的影响
2.2.2 浸出时间的影响
在浸出温度20 ℃、液固体积质量比为1.5 L/kg、酸浓度5.00%条件下,考察了浸出时间为2、4、8 h时,浸出时间对铀浸出率的影响,结果见表4。可以看出,浸出时间对尾矿中铀的浸出率影响不大,浸出时间为4 h时,浸出率已达94.02%;增加浸出时间并不能明显提升铀浸出率,且铍浸出率较稳定。因此,浸出时间以4 h为宜。

表4 浸出时间对铍尾矿铀浸出效果的影响
2.2.3 浸出温度的影响
在液固体积质量比为1.5 L/kg、酸浓度5.00%、浸出时间4 h条件下,考察了浸出温度为20、60、95 ℃时,浸出温度对铀浸出率的影响,结果见表5。可以看出,浸出温度对尾矿中铀的浸出率影响不大,浸出温度为20 ℃时,浸出率已达94.02%;增加浸出温度虽然能够提高浸出率,但提升幅度并不大,而且铍浸出率随浸出温度升高有所提升。因此,浸出温度以20 ℃为宜。

表5 浸出温度对铍尾矿铀浸出效果的影响
2.2.4 液固体积质量比的影响
在浸出温度20 ℃、酸浓度5.00%、浸出时间4 h条件下,考察了液固体积质量比分别为1.5、3.0 L/kg时,液固体积质量比对铀浸出率的影响,结果见表6。可以看出液固体积质量比对尾矿中铀的浸出率影响不大。为了得到高铀浓度的浸出液,液固体积质量比以1.5 L/kg为宜。
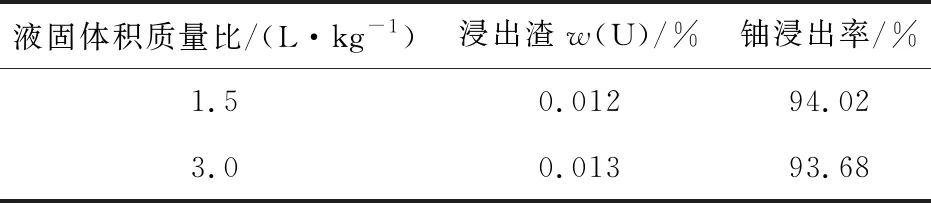
表6 液固体积质量比对铍尾矿浸铀的影响
综上所述,采用浓度为5.00%的硫酸溶液对铍尾矿进行常规酸法搅拌浸出,在液固体积质量比1.5 L/kg、浸出温度20 ℃、浸出时间4 h条件下,铀的浸出率达94.02%,铍的浸出率只有6.42%,可初步实现铀铍分离。
2.3 离子交换提铀试验
2.3.1 吸附试验
上述浸出条件得到的铀浸出液澄清透明,其中铀质量浓度为1.32 g/L,铍质量浓度为13.5 mg/L。以该浸出液为吸附原液,以201×7树脂为吸附树脂,进行吸附提铀试验,接触时间为30 min,试验结果见图4。可以看出,201×7树脂吸附铀的效果好,吸附饱和体积为41 BV;以吸附尾液铀质量浓度10 mg/L为穿透点,穿透体积为15 BV,饱穿比为2.7。饱和树脂中w(U)为53.5 mg/g干树脂,w(Be)为203 μg/g干树脂,饱和树脂中铍含量非常低。

图4 201×7树脂铀吸附曲线
2.3.2 淋洗试验
将2.3.1得到的铀饱和树脂,用10 g/L H2SO4+1 mol/L NaCl溶液淋洗,接触时间30 min。淋洗结果见图5。

图5 201×7饱和树脂铀淋洗曲线
从图5可知,第2、3 BV淋洗液中的铀质量浓度分别为8.58、8.03 g/L,5 BV淋洗液可实现全部淋洗。淋洗后贫树脂中w(U)为0.07 mg/g干树脂。若取前4 BV淋洗液作为合格液,合格液铀质量浓度为5.46 g/L;若取第2~4 BV淋洗液作为合格液,合格液铀质量浓度达6.79 g/L,铍质量浓度仅为89.3 μg/L。
研究表明,通过离子交换可实现铀的回收,同时达到铀铍进一步分离的效果。
3 结论
在铀铍伴生矿的铍浮选尾矿中,铀主要以独立铀矿物形式存在,易被硫酸溶液浸出;而铍以羟铍硅石存在,不易被浸出。在浸出酸浓度5.00%、液固体积质量比1.5 L/kg、浸出温度20 ℃、浸出时间4 h条件下,尾矿中铀的浸出率达94.02%。采用201×7树脂吸附、10 g/L H2SO4+1 mol/L NaCl溶液淋洗,可从浸出液中回收铀,同时实现铀铍分离。
