不同因素对涂覆镀锡板耐蚀性的影响
2023-03-28宋浩王刚方圆王爱红王振文石云光
宋浩 ,王刚,方圆,王爱红,王振文,石云光
1.首钢集团有限公司技术研究院,北京 100043
2.绿色可循环钢铁流程北京市重点实验室,北京 100043
3.首钢京唐钢铁联合有限公司,河北 唐山 063200
涂覆镀锡板是在镀锡板表面辊涂有机涂料后高温固化形成一层有机膜,主要应用于食品包装领域。耐蚀性是涂覆镀锡板应用于酸性功能饮料包装时非常重要的一项指标,直接决定了食品的货架寿命。目前国内外对镀锡板耐蚀性方面的研究非常多,主要集中在电镀锡工艺及镀层结构对素铁耐蚀性的影响和涂覆镀锡板的腐蚀行为[1-3],对于涂覆镀锡板耐蚀性的影响因素及工艺控制方面的研究较少[4-6]。涂覆镀锡板耐蚀性的影响因素包括镀锡板的生产工艺、涂料涂覆工艺及镀锡板与涂层间结合力等多个方面。目前酸性功能饮料用镀锡板的镀锡量一般为2.0 g/m2,因此本文针对镀锡量为2.0 g/m2的涂覆镀锡板耐蚀性的影响因素及控制工艺展开研究。
1 实验
1. 1 试样制备
采用一次冷轧连退基板MR T-4 CA,厚度0.20 mm,退火后平整处理至表面粗糙度(Ra)在0.35 ~ 0.55 μm 范围内。电镀锡在首钢京唐的镀锡线上完成,带钢运行速率为400 m/min,工艺流程如下:化学碱洗→电解碱洗→化学酸洗→电镀锡→软熔→钝化→涂油。
1) 电镀锡使用MSA(甲基磺酸)电镀液,阳极为锡条,电流密度15 A/dm2,镀锡量为2.0 g/m2。
2) 软熔采用感应加热方式,软熔温度为265 °C 或275 °C,感应线圈高度为4.2 m 或5.5 m。
3) 钝化采用阴极电解方式,采用25 g/L 重铬酸钠,pH 为4.4(用NaOH 或CrO3调节),温度为42 °C,钝化电荷密度为0.1、0.3、0.5、0.8 或1.0 C/dm2。
涂层的制备由涂印厂完成,采用扬州扬瑞公司的MC6266-801/A 涂料,烘烤温度190 ℃,烘烤时间10 min,涂覆量为5、10、15 或20 g/cm2。
1. 2 性能检测
1. 2. 1 镀层和钝化膜的厚度[7-8]
采用库仑法检测镀锡板表面纯Sn 层和Sn–Fe 合金层的厚度,电解液为1 mol/L HCl 溶液,待测样品是直径60 mm 的圆片,实际检测面积为直径35 mm 的圆,电流密度12 mA/cm2。根据纯锡、合金锡和钢基体相对于参比电极的电位不同,记录溶解过程电位随时间的变化,求得镀锡板表面单位面积纯Sn 层与Sn–Fe 合金层的质量,用以表征它们的厚度。
钝化膜厚度也采用库仑法检测,电解液为磷酸盐缓冲液(由6.06 g/L Na2HPO4和1.61g/L NaH2PO4组成),以待测试样为阳极,电流密度为45 mA/cm2,通过电解曲线计算单位面积的铬质量,用以表示钝化膜厚度。
骨折后急救的5个原则:抢救生命,严重创伤现场急救的首要原则是抢救生命;伤口处理,医务人员到来前,要及时止血,有条件的可用消毒后的纱布包扎,如果没有条件,可用干净的布对伤口进行包扎;简单固定,现场急救时及时正确地固定断肢,可减少伤员的疼痛及周围组织继续损伤,同时也便于伤员的搬运和转送;必要的止痛,遭遇严重外伤后,强烈的疼痛刺激可引起休克,因此应给予必要的止痛药;安全转运,经以上现场救护后,应将伤员迅速、安全地转运到医院救治。
1. 2. 2 漆膜厚度
取直径60 mm 的涂覆镀锡板圆片,将50 g/L Na2CO3溶液加热至80 ~ 100 °C,以镀锡板圆片为阴极,不锈钢片为阳极,在10 A 电流下电解,其间阴极产生气泡将漆膜脱掉,待漆膜完全脱落后停止电解。通过称量脱膜前后的质量来计算单位面积的漆膜质量,用以表示漆膜厚度。
1. 2. 3 漆膜附着力
参照《漆膜划圈试验》(GB/T 1720–2020),采用附着力螺旋测试仪检测漆膜附着力。如图1 所示,在划痕上侧依次标出1、2、3、4、5、6 和7 七个部位,如部位1 漆膜完好,附着力定为1 级,部位1 漆膜破损而部位2 完好,附着力定为2 级,以此类推,1 级最优,7 级最差,划痕下侧的8 个部位不需要考察。
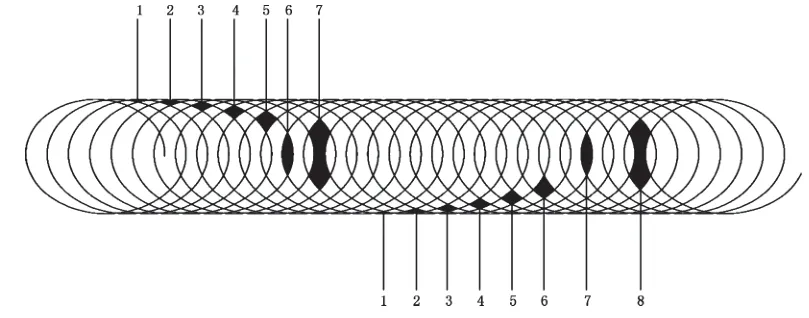
图1 附着力测试结果评价示意图Figure 1 Schematic diagram for evaluating the adhesion test results
1. 2. 4 耐蚀性
参照《涂覆镀锡(或铬)薄钢板》(QB/T 2763–2006)采用阳极氧化法检测不同试样的耐蚀性。称取50 g 柠檬酸、0.14 g NaNO3和0.5 g 抗坏血酸,分别用水溶解并混合后稀释至1 000 mL,即得试验溶液,注意应在配好后4 h 内使用。
平板耐蚀性检测样品是直径50 mm 的圆片,如图2a 所示,以待测样品为阳极,不锈钢板为阴极,接入恒压电源,输出电压15 V,通电后观察平板表面,记录出现第一个腐蚀点的时间,记为tcorr,p。
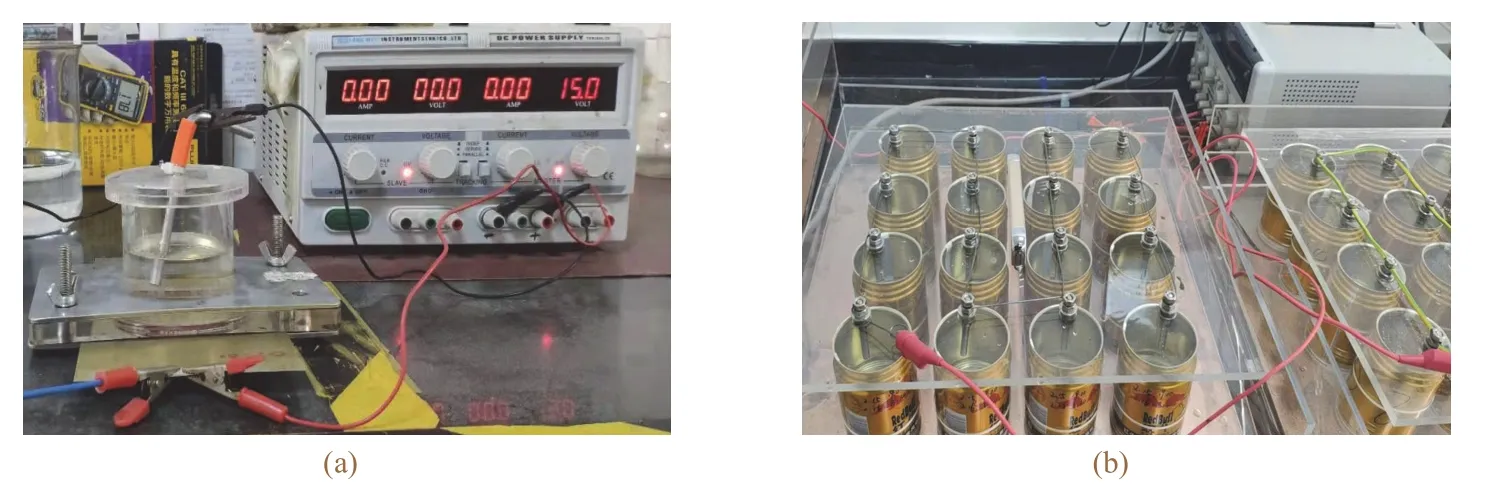
图2 平板(a)和制罐后(b)耐蚀性检测设备Figure 2 Corrosion resistance testing equipment for specimen (a) and can (b), respectively
2 结果与讨论
2. 1 Sn–Fe 合金层厚度对涂覆镀锡板耐蚀性的影响
按表1 设置不同的软熔温度和软熔距离,得到不同Sn–Fe 合金层厚度的镀锡板,以研究Sn–Fe 合金层厚度对涂覆镀锡板耐蚀性的影响。从表2 可以看出,其他参数不变时,升高软熔温度或增大软熔距离都能提高Sn–Fe 合金层的厚度。相较于增大软熔距离,升高软熔温度时Sn–Fe 合金层厚度的增幅更大。

表1 不同Sn–Fe 合金层厚度镀锡板的制备方案Table 1 Schemes for preparation of tinplates with different thicknesses of Sn–Fe alloy layer

表2 不同方案所得镀锡板的Sn–Fe 合金层厚度Table 2 Thickness of Sn–Fe alloy layer on tinplate prepared by different schemes
在镀锡板表面涂覆10 g/m2的漆膜后进行附着力和耐蚀性测试。从表3 可知,不同Sn–Fe 合金层厚度的镀锡板上漆膜的附着力均为1 级,说明在试验范围内软熔距离和软熔温度对漆膜附着力无明显影响。不同Sn–Fe合金层厚度的涂覆镀锡板出现第一个腐蚀点的时间为15.2 ~ 15.5 h,相互间的差值都小于0.5 h,说明它们的耐蚀性无差异。制罐后罐内壁出现第一个腐蚀点的时间在10.2 ~ 10.4 h 范围内,相互间的差值也都小于0.5 h,耐蚀性差别不大。

表3 不同合金层厚度镀锡板的漆膜附着力和耐蚀性Table 3 Adhesion and corrosion resistance of paint on tinplate with different thicknesses of Sn–Fe alloy layer
2. 2 钝化膜厚度对涂覆镀锡板耐蚀性的影响
其他参数相同,按表4 分别设置不同的钝化电荷密度,得到不同厚度的钝化膜,以研究钝化膜厚度对涂覆镀锡板耐蚀性的影响。

表4 不同钝化膜厚度镀锡板的制备方案Table 4 Schemes for preparation of tinplates with different thicknesses of passivation film
从图3 可知,随钝化电荷密度升高,镀锡板表面钝化膜厚度增大,当钝化电荷密度超过0.5 C/dm2时,钝化膜厚度的增大速率降低。由图4 可知,钝化电荷密度为0.1 ~ 0.5 C/dm2时,镀锡板的漆膜附着力都达到了最优,而钝化电荷密度大于0.5 C/dm2时,钝化电荷密度越高,漆膜附着力越差。
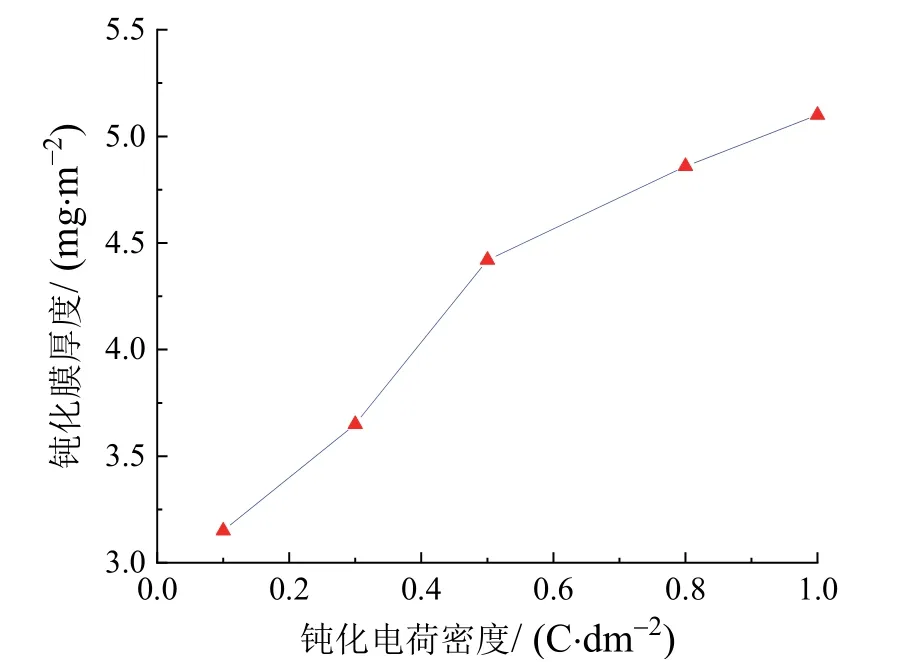
图3 钝化膜厚度随钝化电荷密度的变化Figure 3 Variation of thickness of passivation film with charge density during passivation
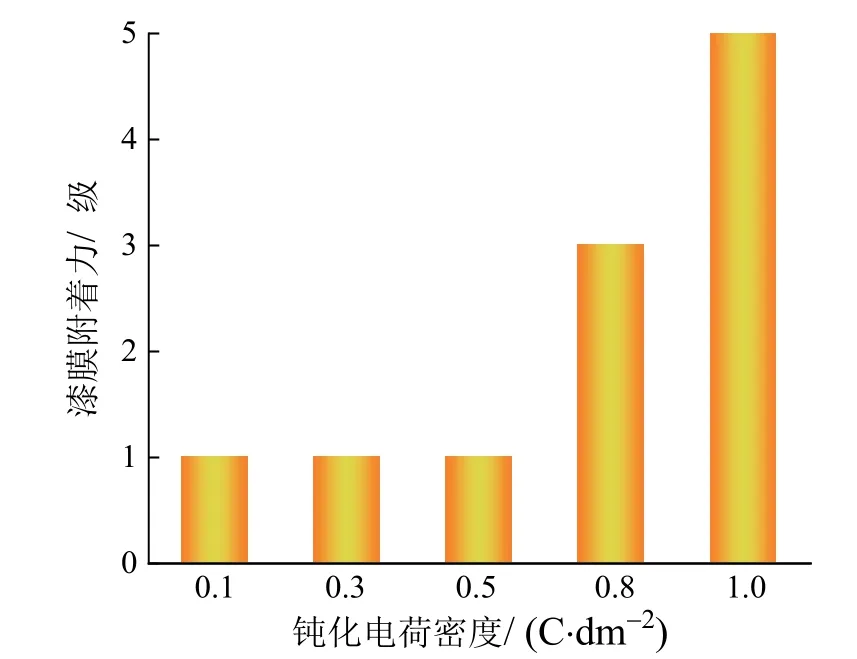
图4 漆膜附着力随钝化电荷密度的变化Figure 4 Variation in adhesion of paint with charge density during passivation
如图5 所示,随钝化电荷密度增大,平板的耐蚀性变好;制罐后耐蚀性先变好后变差,钝化电荷密度为0.5 C/dm2时耐蚀性最好,出现第一个腐蚀点的时间为15 h。

图5 钝化膜厚度对镀锡板耐蚀性的影响Figure 5 Effect of thickness of passivation film on corrosion resistance of painted tinplate
由此可知,钝化电荷密度对涂覆镀锡板的耐蚀性有明显的影响。对于没有变形的平板来说,钝化膜越厚,其耐蚀性越好,但对于变形后的涂覆镀锡板,其耐蚀性不仅与钝化膜厚度有关,还受镀锡板表面漆膜附着力的影响,在漆膜附着力达到1 级的前提下,钝化膜越厚,涂覆镀锡板变形后的耐蚀性越好。
2. 3 漆膜厚度对涂覆镀锡板耐蚀性的影响
在其他参数相同的条件下,按表5 的工艺参数制备镀锡板后在其表面涂覆不同厚度的漆膜,以研究漆膜厚度对涂覆镀锡板耐蚀性的影响。

表5 不同漆膜厚度镀锡板制备方案Table 5 Schemes for preparation of tinplates with different thicknesses of paint
从图6 可知,漆膜越厚,涂覆镀锡平板的耐蚀性越好。将镀锡板制罐后,其耐蚀性随漆膜厚度增大而先变好后变差。当漆膜厚度为15 g/m2时,涂覆镀锡罐的耐蚀性最好,出现第一个腐蚀点的时间为19.6 h。

图6 不同漆膜厚度镀锡板的耐蚀性检测结果Figure 6 Corrosion resistance test results of tinplates with different thicknesses of paint
从图7 可知,漆膜厚度为5 ~ 15 g/m2时,镀锡板的漆膜附着力都是1 级。增大漆膜厚度到20 g/dm2时,漆膜附着力变差,为3 级。对于没有变形的涂覆镀锡平板而言,漆膜越厚,其耐蚀性越好,但变形后的涂覆镀锡板的耐蚀性不仅受漆膜厚度的影响,还受漆膜附着力的影响。在保证漆膜附着力为1 级的前提下,漆膜越厚,涂覆镀锡板变形后的耐蚀性越好。
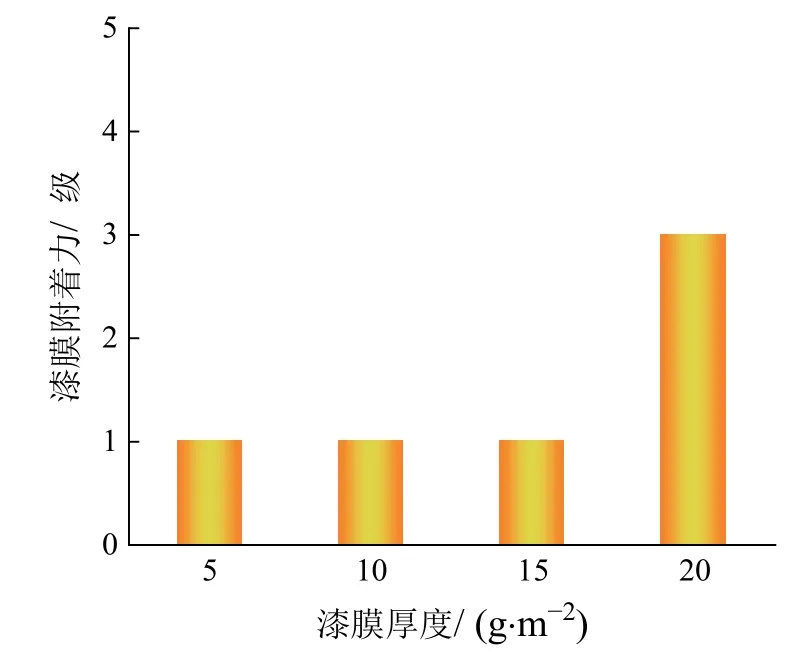
图7 制罐后的漆膜附着力随厚度的变化Figure 7 Correlation between thickness and adhesion of paint on can
综上可知,Sn–Fe 合金层厚度对涂覆镀锡板耐蚀性的影响不大,涂覆镀锡板的耐蚀性主要与钝化膜厚度和漆膜厚度有关。对于没有变形的涂覆镀锡平板而言,增大钝化膜厚度或漆膜厚度都能够提高其耐蚀性。对于变形后的成品,钝化膜或漆膜过厚都会导致漆膜附着力变差,进而使其耐蚀性变差。因此,要控制好钝化膜和漆膜的厚度,以保证其耐蚀性。对于本工艺而言,当镀锡板钝化电荷密度为0.5 C/dm2,钝化膜厚度为4.5 g/m2,匹配厚度15 g/m2的漆膜时,变形后的成品耐蚀性达到最优。
3 结论
1) 镀锡板的Sn–Fe 合金层厚度对涂覆镀锡板的耐蚀性无明显影响。
2) 钝化膜厚度和漆膜厚度对涂覆镀锡板耐蚀性的影响较大,应控制好钝化电荷密度和漆膜涂覆量。在保证漆膜附着力为1 级的前提下,可通过增大钝化膜厚度和漆膜厚度来提高镀锡板制品的耐蚀性。
