高水头大容量机组双相不锈钢热处理工艺研究
2023-02-27赵文博柏勇段振伟
赵文博,柏勇,段振伟
1.哈尔滨电机厂有限责任公司 黑龙江哈尔滨 150040
2.华能澜沧江水电股份有限公司 云南昆明 650214
1 序言
为了研发新产品、开拓新市场,此次开发的新钢种为A-F双相不锈钢。由于该钢种同时具有奥氏体和铁素体组织,其强度值也较高,如何能使其具有高强度和高韧性,同时能够达到批量生产的要求,是本次试验的主要目的。
2 技术难点
通过查阅国内外相关资料[1],得知该钢种的综合力学性能最好的金相组织是奥氏体(A)和铁素体(F)各占50%。如何达到这个目标,是试验过程中的最大难点。为此,通过微调化学成分和对常规热处理工艺进行改进来达到预定的试验目标。
3 研究过程及分析
3.1 双相钢的技术要求
(1)化学成分 双相不锈钢化学成分技术要求见表1。

表1 双相不锈钢化学成分(质量分数)(%)
(2)力学性能 双相不锈钢力学性能技术要求见表2。

表2 双相不锈钢力学性能技术要求
3.2 对化学成分进行微调
为了得到强度和韧性的良好配合,对化学成分进行了相应的控制,通过对一些元素加入量的调整来达到目的。
1) Ni是强化项元素,且可以提高金相中奥氏体(A)含量,在提高强度的同时不损失韧性。由于已经对其他强化项进行了控制,所以把Ni含量控制在成分要求的中下限。
2)为了提高铸件的韧性指标,在冶炼时,将Cr含量控制在成分要求的下限。
3)为了使铸件具有较高的强度,Mo含量应控制在中上限来进行强化。
4)Cu元素起到固溶强化的作用,为了提高韧性,因此对Cu元素按下限进行控制。
试验采用中频感应电炉进行钢液熔炼,化学成分检测结果见表3。
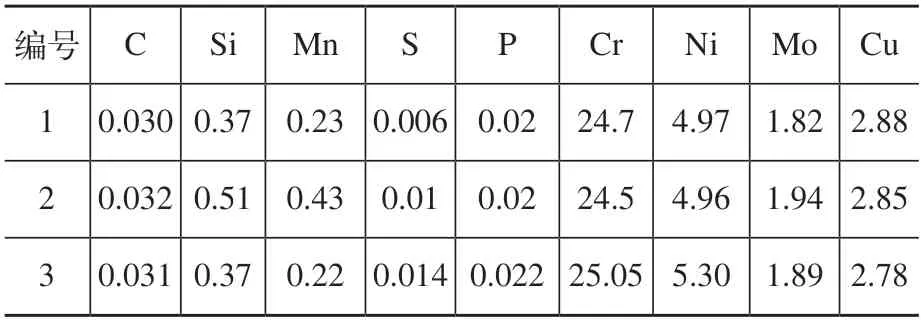
表3 熔炼钢液化学成分(质量分数) (%)
3.3 热处理工艺参数的制定
对于双相不锈钢通常采用的工艺都是固溶处理,因此我们先对试棒按常用工艺进行了热处理试验,根据试棒实际尺寸,设定保温时间为2h。
1)试棒热处理工艺曲线如图1所示。

图1 试棒热处理工艺曲线
2)热处理后的试棒力学性能检测结果见表4。
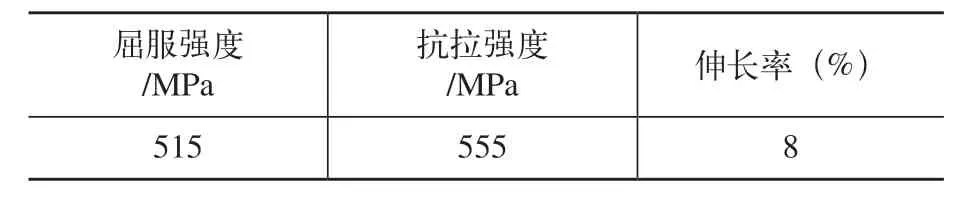
表4 热处理后试棒力学性能
从表4可看出,抗拉强度和伸长率两个指标不符合要求,且与标准差别较大,因此需对热处理工艺进行调整。
3)调整后的热处理工艺为1150℃保温2h后,炉冷到1050℃,再保温2h后水冷。调整后的热处理工艺曲线如图2所示。

图2 调整后的热处理工艺曲线
4)试棒热处理工艺调整后的力学性能检测结果见表5。

表5 热处理工艺调整后的力学性能
从表5可看出,力学性能指标均符合双相不锈钢的技术要求,由此得出在电弧炉中进行生产的可能性,且热处理工艺及化学成分也已确定,为电弧炉的生产提供了相应的数据。
3.4 铸件生产过程验证
1)实际生产冶炼化学成分见表6。

表6 实际生产冶炼化学成分(质量分数) (%)
2)试棒验证热处理工艺曲线如图3所示(本次试验保温时间5h,与产品铸件保温时间保持一致)。
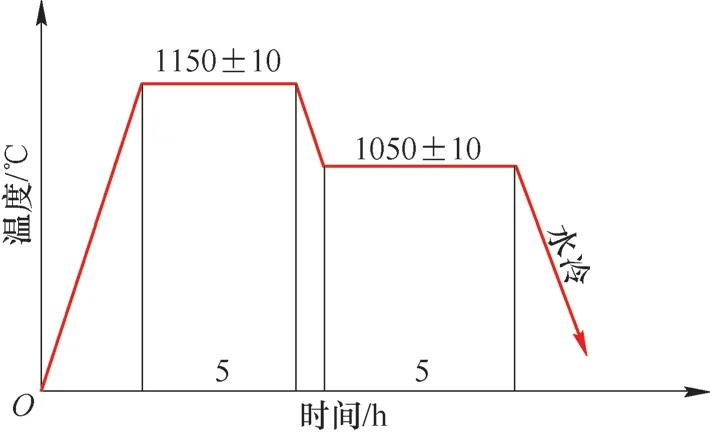
图3 试棒验证热处理工艺曲线
3)固溶处理后力学性能检测结果见表7。

表7 固溶处理后力学性能检测结果
从表7可看出,在实际生产过程中的试棒力学性能在调整后热处理工艺下是完全能够达到双相钢技术标准要求的。由于试棒试验时采用的是小型热处理炉,实际生产时发现,公司现有的大型热处理炉对大型铸件热处理的炉温最高仅可升温到1100℃,无法达到热处理工艺的1150℃,因此为满足生产要求,再次采用试棒进行了一次1100℃固溶试验。
4)本次试验保温时间按试棒实际尺寸执行,固溶工艺调整为1100℃保温2h后,炉冷到1050℃保温2h,然后进行水冷。固溶处理后的力学性能检测结果见表8。

表8 固溶处理后的力学性能
试验表明,固溶工艺为1150℃保温2h后,炉冷到1050℃保温2h、水冷,与固溶工艺为1100℃保温2h后,炉冷到1050℃保温2h后、水冷的两种工艺方法均能达到双相不锈钢的技术要求[2]。
5)固溶后的金相组织如图4所示。从图4可看出,奥氏体(A)和铁素体(F)所占比例接近50%,完全满足双相不锈钢的技术要求。
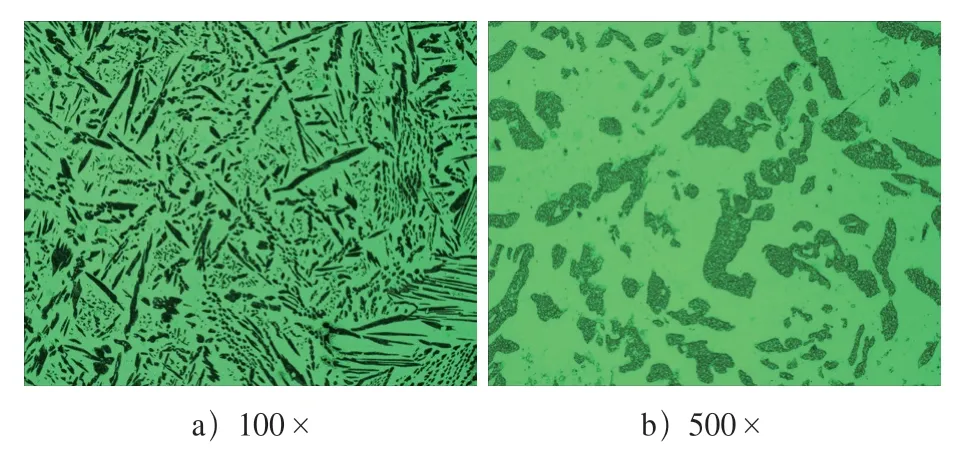
图4 固溶后的金相组织
6)对铸件进行最终工艺验证,根据铸件实际结构尺寸,两段保温时间均设定为5h。铸件热处理工艺曲线如图5所示。
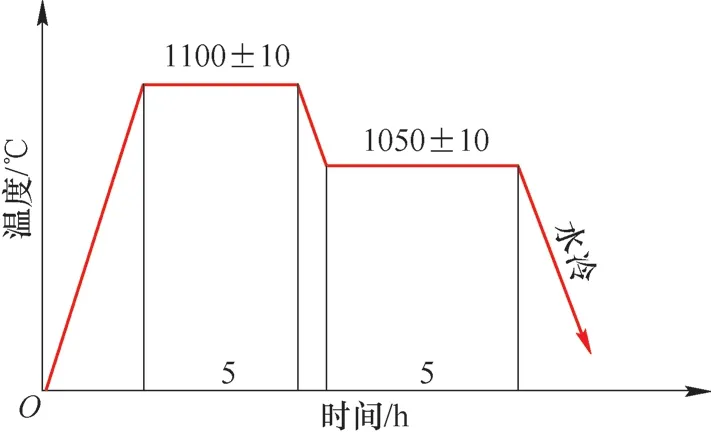
图5 铸件热处理工艺曲线
7)铸件固溶后的力学性能检测结果见表9。

表9 铸件固溶后的力学性能
4 结束语
1)Ni是强化项元素,且可以提高金相组织中奥氏体(A)含量,在提高强度的同时不损失韧性。由于已经对其他强化项进行了控制,因此将Ni含量控制在成分要求中下限。
2)为提高铸件的韧性指标,在冶炼时,将Cr含量控制在成分要求下限。
3)为使铸件具有较高的强度,Mo含量应控制在中上限来进行强化。
4)Cu元素起到固溶强化作用,为提高韧性,因此对Cu元素按下限进行控制。
5)热处理工艺按铸件验证结果执行。