铸件实体区域试棒的取料方法
2017-06-01刘杰
刘 杰
(共享装备股份有限公司,宁夏银川 750021)
铸件实体区域试棒的取料方法
刘 杰
(共享装备股份有限公司,宁夏银川 750021)
铸造生产中经常涉及到从铸件实体上取样,通过检测试棒的各项性能指标判断铸件实体的性能是否合格。介绍了几种盲孔取料方法的具体操作过程。认为“中国结”式取试棒的工艺方法不占用机床资源,用磁力钻实现钻孔过程成本低,试棒脆断,断层保持本体素材形态,有利于本体性能检测,取料过程中安全系数高,取料效率高。
盲孔取料;磁力钻;取芯钻头;工艺
0 前言
在铸造领域内,一些铸件需要在实体上取样进行金相组织、性能等检测,对于一些取料空间狭小,且为盲孔取料的部位,取料非常困难。

图1 取样示意图
如图1,在铸件圆弧面上的方脐座中间取出一根φ26 mm×152 mm的试棒,试棒结构见图中虚线示意,在试棒上进行金相组织和性能检测,进而判定铸件是否合格,取样处铸件壁厚远大于152 mm,直径φ26 mm的试棒要在直径φ152 mm区域范围内取出,为盲孔取料。
一般情况下通孔取料相对比较容易,即用标准的取芯钻头(空心钻)钻通取料本体,然后从取芯钻头中间拿出试棒。对于盲孔取料由于没法钻通本体,空心钻钻取到试棒长度后无法从试棒根部将其截断。本文就此问题展开讨论提出可行性解决方案。
1 取料方案
如图2所示,在直径φ152 mm区域范围内取一根φ26 mm×152 mm的试棒,同时要对φ152 mm的圆孔预留≥8 mm的加工量,即试棒只能在φ136 mm范围内取出,空间更加狭小,取料更加困难。

图2 取样方案
1.1 机床铣刀铣削
如图3所示,铸件在镗铣床上,找好试棒中心位置,用φ40 mm棒铣刀圆弧插补铣出φ26 mm至φ126 mm环状空隙,深152 mm。然后用φ48特殊锯片铣刀圆弧插补,铣削取出φ26 mm×152 mm的试棒。
采用此方法需要合适的机床资源,如果生产企业不具备此条件,找外协加工成本较高。
1.2 电火花取试棒
如图4所示,采用磁力钻,找好试棒中心位置以及φ20 mm盲孔位置,先钻出φ20 mm盲孔,深152 mm,然后安装φ34 mm×φ26 mm取芯钻头钻出φ26 mm试棒,深152 mm。最后引进电火花技术,电极从φ20 mm盲孔伸进,末端折弯90°,灼烧取出φ26 mm×152 mm试棒。

图3 镗铣取样

图4 电火花取样
电火花灼烧取料效率过低,经评估需要48 h才能取出φ26 mm×152 mm试棒。并且在电火花灼烧的同时,铸件本体接触点石墨形态瞬间发生变化,不利于金相检测。
1.3 砂轮片磨削取试棒
如图5所示,与2.2技术方案类似,采用磁力钻,找好试棒中心位置以及φ20 mm盲孔位置,先钻出φ20 mm×152 mm盲孔,然后安装φ34 mm×φ26 mm取芯钻头钻出φ26 mm×152 mm试棒,定做特殊砂轮角磨机,安装φ30 mm合金锯片铣刀,在152 mm深根部切割出一处缺口,再朝缺口反方向用力敲击φ26 mm试棒,取出试棒。
该技术方案砂轮角磨机靠人工操作,152 mm长的刀柄直径最大为φ15 mm。砂轮角磨机为高速旋转,操作过程中稍有不慎会导致刀柄扭弯及刀片损坏,甚至伤及到人身安全,此方案安全系数不能保证。
1.4 “中国结”式钻孔敲击取试棒

图6 “中国结”式钻孔取样
如图5和图6所示,利用铸铁强力作用下脆断的特性,采用强力来回反复敲打,取出φ26 mm试棒,以下称为“中国结”式取法。取芯钻头钻出φ26 mm试棒,两边钻出一定直径的盲孔,留出敲击过程中试棒摆动的空间,深度与试棒深度相同,考虑到实心钻头单边切削过程中容易滑移偏心的弊端,先钻出两处盲孔,然后再环钻试棒,最后强力敲击取出试棒(图7)。实验证明盲孔直径选取φ18 mm最佳。
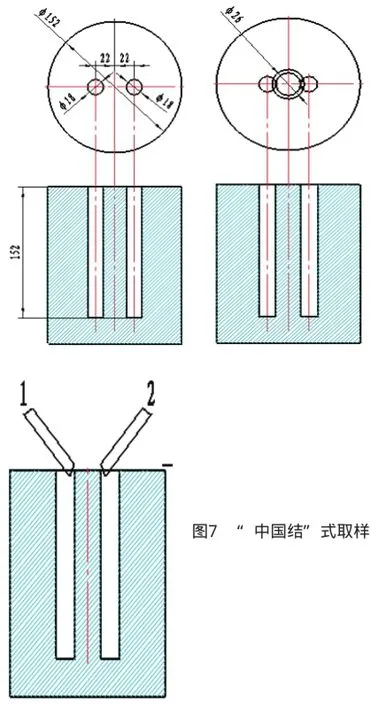
图7 “中国结”式取样
“中国结”式取样不占用机床资源,用磁力钻实现钻孔过程,成本低,试棒脆断,断层保持本体素材形态,有利于本体性能检测,取料过程中安全系数高,取料效率高。
2 结论
镗铣取样成本高,需要占用机床资源,能达到各种材料盲孔取料的目的;电火花取样效率低,能取出试棒,但改变了试棒本体断层处的石墨形态,此种方法不可取;砂轮片磨削取样安全性不能保证,适用于某些特殊的部位和空间内操作,一般不主张采用。综合相比“中国结”式钻孔取样成本低,效率高,安全可靠,可以推广应用。
Take the material way of test bar of casting entities area
LIU Jie
(Kocel Machinery Co.,Ltd.,Yinchuan 750021,Ningxia,China)
In the foundry industry, Involved in sampling from the entity of the casting, To judge whether the performance of the castings is acceptable by detecting test bar, So need to take out a test bar at certain depth of the casting, this paper introduces several picking method in blind hole, through the analysis, fi nally determined the optimal drilling tapping take the approach of test bar.
material taking in blind hole; magnetic drill ; core bit ;technology

图8 “中国结”式钻孔取料示意图
TG115.21+1;
A;
1006-9658(2017)02-0084-03
10.3969/j.issn.1006-9658.2017.02.028
2016-05-25
稿件编号:1605-1381
刘杰(1991—),男,工程师,从事铸件性能测试和检测工作.