航空渗碳齿轮钢的迭代发展
2023-02-22何培刚孙振淋
郑 医, 何培刚, 李 宁, 孙振淋*
(1.中国航发哈尔滨东安发动机有限公司, 哈尔滨 150066;2.哈尔滨工业大学 材料科学与工程学院, 哈尔滨 150001)
航空发动机输出动力,航空动力传动系统通过机械分扭装置,将动力传递至相关部件。作为航空动力传动系统的基础零部件,航空齿轮在特定动态、高温、高速、重载等复杂工况条件下服役,为保障动力传输发挥着重要的作用,航空齿轮零部件的可靠性程度直接关乎航空飞行器的服役效能与安全性。
出于减重需要,航空齿轮通常采取“结构-功能一体化”设计,零件结构异常复杂、高度集成,沉余尺寸相对较低。齿轮在工作时,齿根部位受到弯曲应力作用,易产生疲劳断裂,而齿面部位则受到接触应力作用,易于产生齿面表面的剥落。相对于汽车、机械行业等常规齿轮,航空齿轮服役工况苛刻,同时承受剧烈的交变载荷和冲击载荷,因此,航空齿轮在选材时,通常选取中低碳合金钢材料,通过渗碳、氮化、氰化等化学热处理表面改性方式强化齿面。在确保心部组织具有良好淬透性及抗冲击韧性的同时,齿形面因表面强化兼具优异的耐磨性。
长期以来,我国航空齿轮材料始终处于被动仿制阶段,随着航空飞行器家族谱系的不断细分与完善,相应也带动了我国航空齿轮材料的迭代发展,但在航空齿轮结构钢的设计强化理论及合金化机理方面,始终停滞不前,亟待加强相关基础自主研究工作,补齐相关技术、理论短板。本工作对航空动力传动系统渗碳齿轮材料的代际发展、组分特征与强化机制进行综述,以期促进航空齿轮结构钢的良性发展。
1 第一代渗碳齿轮钢
自20世纪60年代,美国将制造高纯净度轴承钢VIM-VAR双真空熔炼技术,导入高性能齿轮钢冶炼后,大大提升了齿轮钢性能,也促使轴承钢与齿轮钢向着逐渐融合、形成同源发展,几乎所有的中低碳轴承钢均可用于齿轮加工制造,因此,西方学者根据轴承钢、齿轮钢的服役温度,将现有中低碳轴承钢与齿轮钢归集并划分为三个代际[1-2]。
我国航空用第一代渗碳齿轮钢材料,初期以仿制苏联为主,典型钢种为12CrNi3A、12Cr2Ni4A、14CrMnSiNi2MoA、18Cr2Ni4WA、20CrNi3A、20Cr-2Ni4A等,20世纪80年代开始,随着我国航空工业对外合作力度的加大,相继引入18CrNi4A(意大利18NC16)、9310(美国)及 16Cr3NiWMoVNbE(俄罗斯)、17CrNiMo6(德国)[3]。航空第一代渗碳齿轮钢合金化成分见表1[3-8],服役温度通常不超过200 ℃。
通过表1[3-8]可以看出,航空用第一代渗碳齿轮钢基本上可以分为Cr-Ni、Cr-Ni-W及Cr-Ni-Mo三大合金体系。Cr-Ni系合金含量及合金化元素种类相对较少,经济性方面Cr-Ni材料性价比最高,属于典型的低碳低合金钢。因材料体系中缺乏必要的强碳/氮化物形成元素,基体比强度及淬透性相对较低,渗碳化学表面改性之后,渗层组织淬硬层的硬度及回火抗力最低,承载能力及耐温服役裕度最低。
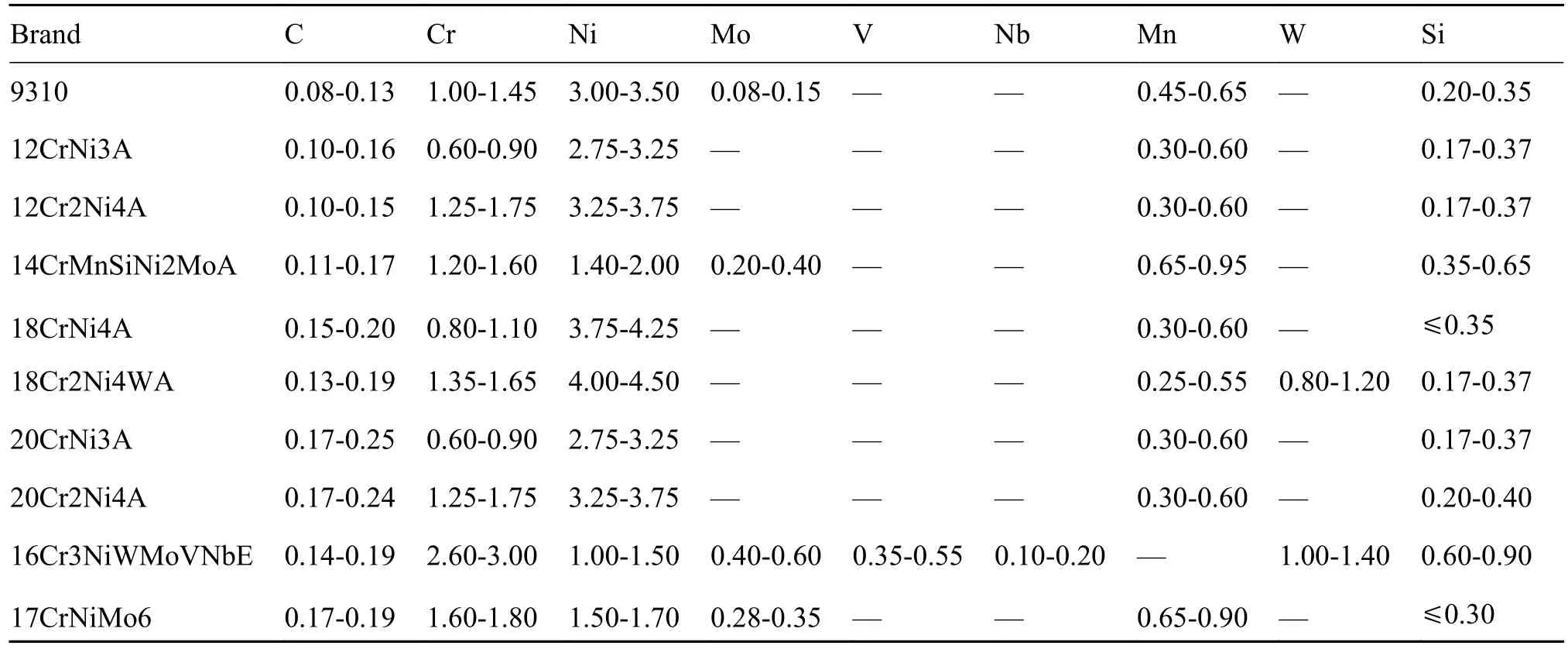
表1 常用航空第一代渗碳齿轮钢牌号及合金成分(质量分数/%)[3-8]Table 1 Brand and component of the 1st generation carburized gear steel(mass fraction/%)[3-8]
为提高Cr-Ni合金体系强度及渗层组织回火抗力,适度提升基体淬透性,冶金学家向Cr-Ni系中适当引入少量强碳/氮化物形成元素,形成Cr-Ni-Mo与Cr-Ni-W合金体系,属于低碳中合金钢范畴。其中,作为航空第一代渗碳齿轮钢Cr-Ni-W系中的典型代表,18Cr2Ni4WA钢由于高熔点W元素的引入,基体淬透性、热强性及耐磨性均得到显著提升[9-10],是目前已知第一代渗碳齿轮钢中,唯一既可在调质状态下使用,又可进行渗碳、氮化表面改性强化的钢种,具有极好的热处理工艺加工性能[11-12]。
9310钢源自美国,初期应用于汽车齿轮行业,因其成本低、强度高、韧性好、具有一定淬透性及可焊性,逐步推广应用于制造中重载荷、中大截面尺寸航空动力传动系统中的齿轮、齿轮轴、旋翼轴等构件,对应的国内材料牌号12CrNi3MoA[13-14],9310在Cr-Ni-Mo系低碳低合金钢体系中,镍含量最高,具有最高的淬透性[15]。
17CrNiMo6材料是国外重载齿轮使用相对较为成熟的牌号,我国国产化后,在航空、汽车、减速器、重型机械等领域均得到了显著的应用,通过“引Mo降Ni”,合理降低了材料制造成本,是研发较为成功的Cr-Ni-Mo系钢种,适用于模数≥12的重载齿轮制造[16-17]。
16Cr3NiWMoVNbE材料虽然划归于在航空第一代渗碳齿轮钢,优异的合金化设计,使其具备300 ℃中高温区服役的能力[18-20],借助特殊表面改性工艺路径及方法,可提升为第二代渗碳齿轮钢。提升16Cr3NiWMoVNbE材料服役温度,有多种工艺路径及方法,除常规可控气氛饱和渗碳、煤油滴注超饱和渗碳外,还可通过脉冲正逆序渗碳、高温渗碳复合低温氮化、可控气氛变温变碳势非饱和渗碳等非常规工艺路径加以实现。
2 第二代渗碳齿轮钢
随着航空技术的发展,航空动力传输的扭矩急剧提升,航空轴承、齿轮等零部件的服役温度大幅提升至200 ℃以上,原有的第一代渗碳齿轮钢,因基体合金化程度相对较低,合金化元素含量相对较少,渗碳表面改性后,渗层组织的回火抗力不足[21]。在高荷载作用下,齿轮工作齿面温度显著增加,渗层组织硬度大幅下降。
与轴承相比,齿轮的受力状态更加复杂,除在接触面法向方向产生接触应力外,周向方向轮齿产生弯曲应力,部分斜齿及锥齿轮还产生轴向应力。通常情况下,接触疲劳强度与齿轮接触面硬度值二次方呈正比,在循环接触应力作用下,齿面硬度的下降,直接导致齿轮接触表面麻点、渗层剥落[22-23]。对于转速相对较高、荷载相对较大的中重型齿轮,轮齿齿面啮合滑动速度较高,在滑动接触区域产生高温,渗碳齿轮回火抗力不足时,齿面极易产生胶合现象,对航空动力传动系统整体造成重大影响[24]。
针对上述问题,冶金学家利用含Mo合金钢“二次硬化”原理,设计、研制出低碳中高合金Cr-Ni-Mo系的第二代渗碳齿轮钢。第二代渗碳齿轮常见牌号有 EX 53、Pyrowear 53、Py rowear 675、M 50Ni L、CBS 600、CBS 1000M、Vasco x-2 等,常见牌号合金化成分如表2所示[25-26],第二代渗碳齿轮钢的服役温度上限提升至350 ℃[21]。
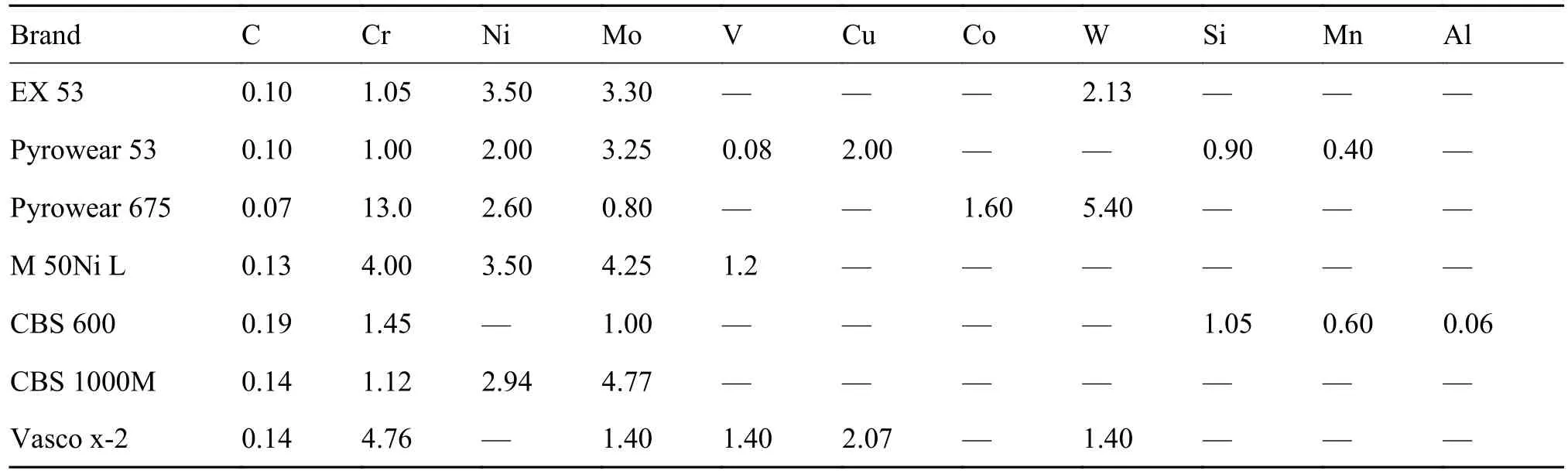
表2 常用航空第二代渗碳齿轮钢牌号及合金成分(质量分数/%)[25-26]Table 2 Brand and component of the 2nd generation carburized gear steel (mass fraction/%)[25-26]
与第一代渗碳齿轮钢相比,第二代渗碳齿轮钢合金化元素的含量及种类均有提升,其中Mo元素的含量提升最为显著。表1中16Cr3NiWMoVNbE中的Mo质量分数最高,达到0.60%,而第二代渗碳齿轮钢中,除 Pyrowear 675 和 CBS 600(对应美国航空航天材料标准牌号为AMS 5930和AMS 6255)之外,Mo元素质量分数普遍超过1.0%。
第二代渗碳齿轮钢中,Cu、Al元素主要发挥弥散析出强化作用,Co元素可增加基体的热强性,W与Mo元素协同,能够形成较强的二次硬化效果;Mo、Cu元素协同,能够显著增加材料的淬透性,用于制造重型齿轮零件。第二代渗碳齿轮钢整体碳含量普遍偏低,低碳含量有助于基体冲击韧性的改善。第二代渗碳齿轮钢中,国内常用的牌号为Pyrowear 53,国产化后对应的牌号为10CrNi2Mo3-Cu2V,由美国 Carpenter Technology公司研制,对应美国航空航天材料标准牌号为AMS 6308。钢中含有2.00%左右的Cu,Cu在基体中除发挥一定的耐蚀作用之外,更主要的目的是利用其在基体中弥散析出强化。
该材料淬火后,在205~350 ℃回火,随着回火温度的提高,抗拉强度、塑性、冲击韧性及硬度均变化不大,因此,Pyrowear 53材料渗碳、淬火、冰冷回火后的回火温度通常不超过350 ℃。当回火温度≥350 ℃ 时,尤其在 400~450 ℃ 回火,虽然强度显著提高,但冲击韧性快速下降,450 ℃左右时,强度及冲击韧性分别达到极大值与极小值,此时富Cu相的析出达到峰时效状态,并诱发二次强化脆化现象,继续提高回火温度,富Cu相进入过时效状态,基体强度下降[27-29]。
在第二代渗碳齿轮钢中,Pyrowear 53钢的整体合金化程度相对较低,该材料提升接触疲劳寿命效果显著低于以M50NiL为代表的其他材料牌号,其10%接触疲劳寿命是9310钢的2倍,同时,该材料兼具高性价比,因此,在美、欧及我国航空齿轮行业均得到相对广泛的应用,常用于渗碳表面改性,虽然 Pyrowear 53 钢在 400~600 ℃ 范围内硬度在HRC39~42,基体塑性及冲击韧性均大幅下降,不适于氮化表面改性,可进行氰化改性。M50NiL是瑞典SKF公司20世纪80年代专门为美国空军研制的一种新型渗碳轴承钢[30],对应美国航空航天材料标准牌号为AMS 6278。M50高温轴承钢通过“降C增Mo”,将基体莱氏体组织转变为板条马氏体组织,断裂韧度提高2倍以上。同时,基体残余奥氏体的消除,使其尺寸稳定性得到大幅提升。M50NiL经过渗碳、淬火、冰冷处理、回火后,可以在316 ℃长期服役,是第二代渗碳齿轮钢中的典型代表,可进行渗碳、氰化及高温渗碳+低温氮化复合强化三种化学热处理表面改性。双真空熔炼的M50NiL的疲劳寿命,虽然是9310的13.2倍[31],由于材料的合金元素含量达到12%以上,材料制造成本过高,渗碳时需采用低压真空渗碳工艺[21, 32],除做特殊要求外,极少用于齿轮加工制造,主要用于加工制造高性能耐温轴承。
3 第三代渗碳齿轮钢
美国 Latrobe Specialty Steel Company 于 20 世纪90年代在BG42(14-4 Mo)不锈轴承钢和AFC77超高强度沉淀硬化不锈钢基础之上,成功研制出可渗碳的耐温轴承钢 CSS-42L[21, 33],材料渗碳后渗层组织具有优异的高温红硬性、耐磨性及耐蚀性,心部组织保持着极高的强度与断裂韧度,服役耐温性较第二代渗碳齿轮钢M50NiL提升100 ℃以上。CSS-42L成为首个在实践中得到应用的第三代渗碳齿轮钢牌号,开创了第三代渗碳齿轮钢的研制先河。目前已知的第三代渗碳齿轮钢常见牌号,均由美国研制,合金化成分见表3[16, 34-35],行业普遍认为第三代渗碳齿轮钢的服役温度≤500 ℃。从表3可以看到,第三代渗碳齿轮钢的5种牌号,除Ferrium CS62外,合金化含量均超过30%,属于典型的低碳超高合金钢范畴。与传统的第二代渗碳齿轮钢相比,第三代渗碳齿轮钢通过大幅提高[Cr+Ni]合金化元素总和,使基体耐蚀性得到大幅提升,基体固溶淬火、(深)冷处理后,由常规马氏体结构钢转变为耐蚀性更好的马氏体不锈钢,引入并大幅增加 Co合金化元素,使得第三代渗碳齿轮钢具备 400 ℃以上的优异高温热稳定性,确保齿轮在无油干运转状态仍表现出良好的高温红硬性。
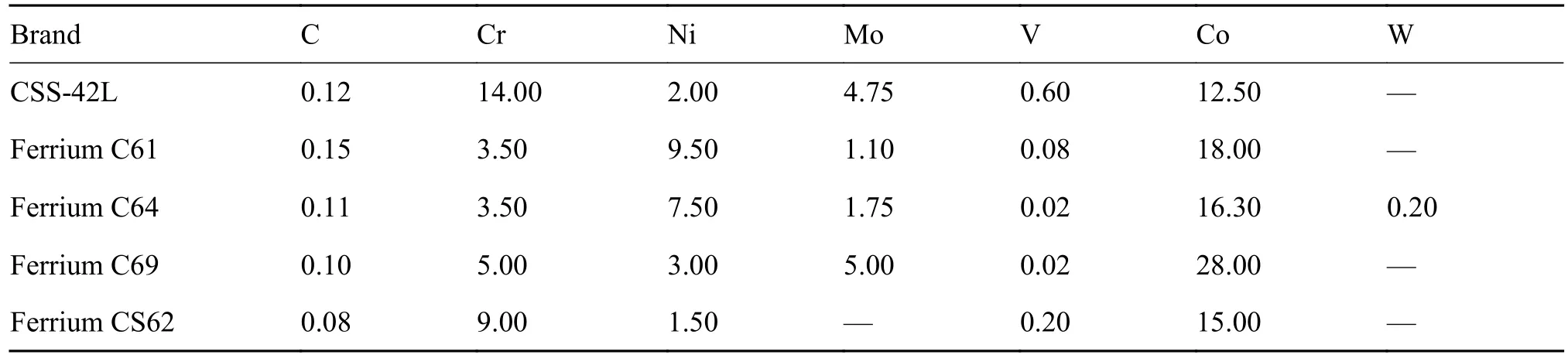
表3 航空第三代渗碳齿轮钢牌号及合金成分(质量分数/%)[16, 34-35]Table 3 Brand and component of the 3rd generation carburized gear steel (mass fraction/%)[16, 34-35]
表3中的CSS-42L与Ferrium系列四种钢的合金化设计有着本质性差异,CSS-42L主合金中Cr含量超过10%,而Ferrium系列除Ferrium CS62外,均不大于5%,CSS-42L中的Ni、Co含量显著低于Ferrium系列。
第三代渗碳齿轮钢属于高熵值超高合金特殊钢,我国在这一领域整体起步较晚,整体研发能力与制造水平普遍偏低,在均质化凝固、洁净度、杂物控制及相关热加工工艺技术成熟度等方面,与美、欧、日本等先进国家存在较大差距,目前完全处于仿制阶段,尚未形成自主材料研发能力。
美国成功研制出CSS-42L第三代渗碳齿轮钢后,我国北京钢铁研究总院开始仿制,进行了材料工程化应用研究探索工作。随后,中国航发航材院、宝钢、哈尔滨工业大学、昆明理工大学等相继开展了国产化材料牌号研制及相关热处理工艺制度的研究工作,目前已知CSS-42L衍生国产化材料牌号除15Cr14Co12Mo4Ni2VNb、15Cr14Co12Mo5Ni两种之外,还有 14Cr14Co13Mo4[36]、BG800[37]。
CSS-42L中含有大量Cr、Mo、V等碳化物形成元素,在高温渗碳过程中,这些合金化元素能够与活性碳原子发生强化的“化学拖拽”,迟滞活性碳原子向心部基体的扩散,并产生上坡扩散,在渗层组织中原位析出二次特殊碳化物M7C3、M23C6。这些二次特殊碳化物的模量、硬度与熔点显著高于传统的第一代、第二代渗碳齿轮钢(M50NiL除外)析出的Fe3C型常规渗碳体,通过渗碳工艺调控,CSS-42L可在渗层组织中持续、大量析出二次特殊碳化物,使渗层组织具有十分优异的高温红硬性及减摩耐磨效果。CSS-42L是目前已知渗碳钢中,渗碳改性后硬度能够达到最高的牌号,渗碳改性后的渗层表面硬度可高达HRC67~72,与硬质合金刀具硬度数值接近,复合低温氮化后,渗层表面硬度可进一步得到提升。CSS-42L材料渗碳过程中,如果活性碳原子持续、大量扩散渗入,渗层组织原位形成的二次特殊碳化物将沿特定的金属学位相关系,以魏氏针状组织形式大量析出。目前仅能通过脉冲低压真空渗碳工艺方法,有效调控单一子脉冲渗碳循环载入的活性碳原子总量,合理设定子脉冲程序中的强渗时间与扩散时间的数值比值,杜绝魏氏组织的析出。
CSS-42L国产化材料虽然初步解决了渗层组织碳化物析出形态控制问题,但基于我国脉冲低压真空渗碳工艺基础原理研究尚处于起步阶段的现实,相关材料渗层组织碳化物形态优化、渗层组织超高硬度渗碳工艺实现、现有工艺可控性诱发的批量化生产等现实工程问题,始终有待提升,也严重制约着相关材料的工程化应用。CSS-42L可进行高温渗碳、固溶淬火、低温氮化复合强化,强化效果较为显著。结合必要的机加工艺路线调整,可显著提升相关轴承及齿轮零组件表面改性渗层硬度一致性。
除 Latrobe Specialty Steel Company 研 发 的CSS-42L,美国西北大学Olson教授通过计算材料学研发设计出新型耐温渗碳齿轮钢,经Quest Tek Innovations LLC 及 Carpenter Technology 公司产业化后,在美国五代机中得到推广应用,相关合金体系以Ferrium命名[38]。该合金系列中除目前已知的Ferrium C61(AMS6517)、Ferrium C64(AMS6509)和Ferrium C69及Ferrium CS62四种渗碳齿轮钢之外,还有Ferrium N63高温氮化用齿轮钢(基于1Cr13马氏体不锈钢)、Ferrium S53(AMS5922)超高强度耐蚀结构钢、Ferrium M54(AMS6516)高强度耐蚀结构钢(疲劳性能和应力腐蚀门槛值Kiscc显著优于 AerMet 100)。
Ferrium合金体系中,随着Cr、Mo含量的增加,渗层组织改性后的硬度相应增加。Ferrium C61是表3中四种Ferrium渗碳钢渗碳表面改性后渗层组织硬度最低的牌号。为进一步提升渗层组织的硬度及耐磨性,在Ferrium C61母合金基础之上,采取适量增加Mo合金含量、提高渗层组织二次特殊碳化物析出体积分数的方式,衍生出Ferrium C64。
美国材料体系中,9310、Pyrowear 53 和 Ferrium C61/C64三代齿轮钢同属低碳合金钢,强韧性匹配呈现出典型的迭代提升,且在相应代际的材料体系中,抗冲击韧性均表现优异。Ferrium C61强度与断裂韧度优于Ferrium C64,用于替代现有9310钢,制造直升机旋翼轴类零件;Ferrium C64渗碳后渗层表面硬度高于Ferrium C61,更适于制造对耐磨性需求更高的齿轮材料,用于替代Pyrowear 53钢,以期进一步提升齿轮的耐温特性。
上述材料间呈现出显著的指向性代际替换,力学性能对比见表4[25,39-40]。国内王旭团队开展了Ferrium C61、Ferrium C64热处理工艺制度研究工作[41-43],目前为止尚未发现有关渗碳表面改性方面的文献报道。相对于CSS-42L合金体系而言,Ferrium C61/C64两个牌号渗碳改性后,虽然强韧性得到大幅提升,但渗碳改性层的硬度仍相对较低,不能满足超高接触疲劳工况服役下的耐久性技术要求。
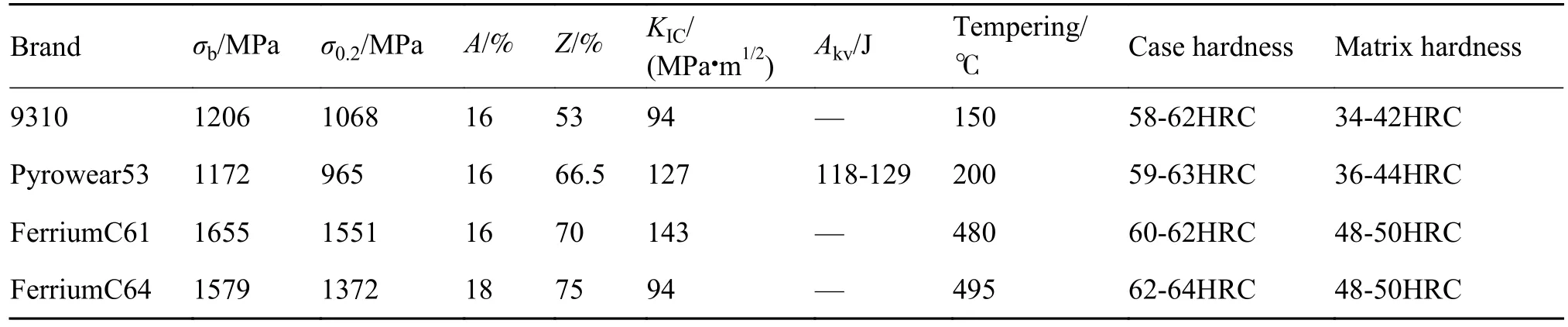
表4 9310、Pyrowear 53 和 Ferrium C61 常规热处理后的室温力学性能[25, 39-40]Table 4 Room mechanical properties of 9310、Pyrowear 53 and Ferrium C61[25, 39-40]
Quest Tek Innovations LLC 在 Ferrium C61/C 64合金基础之上,大幅增加Cr、Mo、Co合金化元素含量,研制出Ferrium C69,渗碳改性后,渗层表面显微硬度高达 HV0.3950(≥HRC68),与 CSS-42L渗碳改性后的渗层表面硬度数值接近[44]。表3中的Ferrium C69合金体系中,(Cr+Mo)含量仅为(5+5)%,显著低于CSS-42L中的(14+4.75)%,这种数值差异,将会显著影响其渗层组织特殊碳化物析出形态及脉冲工艺控制方法,与此同时,Ferrium C69合金体系中的Co含量过高,在合金化熔炼及经济性方面并不突出。
第三代渗碳齿轮钢含有大量的Cr、Mo强碳/氮化物形成元素,化学表面改性工艺可设计性极强,通过特定的表面改性工艺方法,调控渗层组织原位析出的碳化物形态,提高渗层组织疲劳性能,将是未来第三代渗碳齿轮钢能否实现规模化工程应用的主要研究方向。
4 渗碳齿轮钢的未来发展趋势
第一代渗碳齿轮钢,心部组织淬火后,从板条马氏体中析出Fe3C型碳化物,第二代渗碳齿轮钢,心部组织淬火后,基体会有少量“二次硬化”现象析出的特殊碳化物,从而部分增强基体耐热性。第三代渗碳齿轮钢因强碳化物形成元素种类多、含量高,心部组织的“二次硬化”现象占据主体[42,45-47]。
在第三代渗碳齿轮钢中,冶金学家利用计算材料学手段,综合考量各种强韧化机理,将合金钢中的“二次硬化”机理[16,48]应用到极致,已经充分发挥出合金化元素Mo在“二次硬化”过程中产生的M2C析出强化效果[49],通过合金化种类及含量的调整,第三代渗碳齿轮钢服役温度的提高效果不再显著。
超高强度将是第三代渗碳齿轮钢未来的一个发展方向。实现超高强度的一个主要路径,是采取基体增碳的方式,相关材料见表5[48,50-51]。基体碳含量增加后,M2C析出的体积分数会显著增加,根据材料物相的复合定律,基体的强度与硬度会同步增加,有效提升基体的比强度,进而实现齿轮设计与制造的减重。
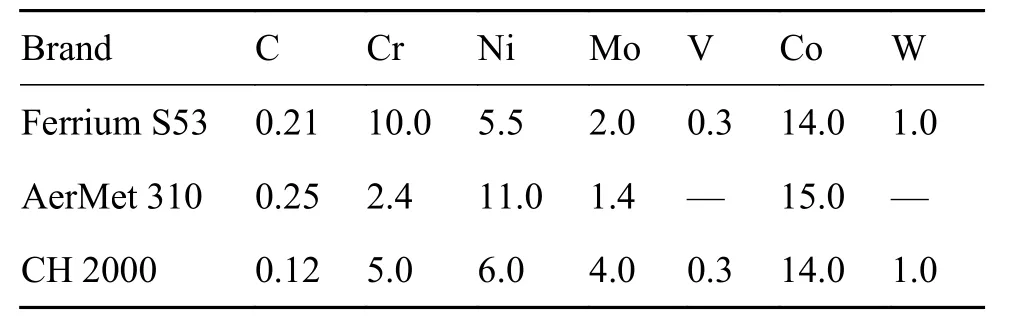
表5 航 空 用 超 高 强 度 钢 Ferrium S53、 AerMet 310 及CH 2000冶金成分对比(质量分数/%)[48,50-51]Table 5 Component comparison of aero-ultra high strength steel Ferrium S53、 AerMet 310 and CH 2000( mass fraction/%)[48,50-51]
以Ferrium S53超高强度钢为例[48],该合金组分及主合金化元素含量与CSS-42L极为相似,CSS-42L为临界超高强度钢,碳含量由CSS-42L的0.15%提升至0.21%之后,抗拉强度可达1900 MPa以上,抗拉强度与屈服强度均提升100 MPa以上,但基体增碳后,会牺牲部分基体韧性。合金钢中另一种强化基体的主要方式,相间沉淀硬化也面临着同样问题,相间弥散、沉淀析出的耐热金属间化合物Ni3(Al、Ti、Mo、Nb)、NiAl、Fe2Mo 等,沉淀析出的温度范围与“二次硬化”时效温度范围几乎重叠,强化效果相近。
在现有高CoNi系第三代渗碳齿轮钢合金体系下,合理调增Mo元素的含量,将是新型第三代渗碳齿轮钢的一种重要发展方向,采用该路径设计合金体系,有助于实现“二次硬化”与“沉淀硬化”两种强化机制的叠加,从而进一步提升第三代渗碳齿轮钢的强度。同时,为了获得相对较好的容限损伤能力,基体中的碳含量应进一步降低。
国产CH 2000与Ferrium S53两种超高强度钢的合金化设计原理基本一致,CH 2000虽然碳含量不及Ferrium S53,但其Mo含量显著增多,能够沉淀更多的弥散金属间化合物,钉扎位错强化的效果更为突出,因此,CH 2000的抗拉强度显著高于Ferrium S53,与 AerMet 310 相当,抗拉强度接近2200 MPa。
相间沉淀与“二次硬化”均存在峰时效,弥散析出与基体共格、半共格的纳米尺度高模量强化相、有效钉扎位错、激发位错增殖,形成局域高应力场,最终增强基体。两种强化机制产生的强化相,在尺度方面无显著差异,强化效果主要取决于析出相的体积分数差异。“二次硬化”涉及基体碳含量及 Mo、W、V、Ti、Nb、Ta、Zr等强碳化物形成元素的含量,齿轮服役时存在较大冲击载荷,因此,渗碳齿轮钢碳含量普遍偏低(≤0.20%),强碳化物形成元素在钢中的添加总量通常也会受到严格控制。
沉淀硬化钢中的主合金化元素Ni含量通常在2%以上,且在一定范围内,Ni含量越高沉淀硬化效果越好。沉淀析出与“二次硬化”析出,均需遵守相应的动力学,产生沉淀硬化的Ni与Mo等沉淀相元素浓度乘积数值显著高于“二次硬化”析出的C与Mo等强碳化物形成元素浓度乘积数值,宏观表现出更高的强化能力。因此,通过“沉淀硬化”机制进一步提升基体强度,将是未来第三代渗碳齿轮钢新型钢种研制的一个主要方向。
第三代渗碳齿轮钢中的强碳化物形成元素W、V、Ti、Zr、Nb、Ta等含量相对较低,通过提升基体内的强碳化物形成元素含量,可适当将基体“二次硬化”温度范围向更高温区推动,受基体再结晶软化的影响,服役温度提升有限。
“二次硬化”与“沉淀硬化”两种强化机制均存在过时效问题,过时效温区与基体α相再结晶重叠,过高的时效/回火处理温度,会加速基体强度的快速衰减,因此,通过上述两种强化机制大幅提升材料的服役温度,理论上不具可行性。
第四代渗碳齿轮钢尚未有相关文献报道,在文献[52]中提到第四代渗碳轴承钢60NiTi及GCr15Al尚处于研发阶段。60NiTi镍基合金由美国海军军械实验室于20世纪50年代研制,通过时效析出硬质Ni4Ti3纳米析出相强化基体,该材料在不同热处理状态下的硬度值跨度为32~63HRC[53-54],虽然其耐蚀、耐磨性均显著优于440C(对应国产牌号9Cr18Mo),密度低且无磁性(6.7 g/cm3),但其机械加工难度大,NASA标定的最高服役温度仅为400℃,与第三代渗碳齿轮钢服役温度相当,仅能用于特定技术需求的齿轮制造。
在500 ℃以上更高温区服役,合金钢不但要考虑自身强度及耐热性问题,还要考虑高温氧化问题,虽然理论层面很难预测下一代耐高温渗碳齿轮钢是否存在,但500 ℃以上服役的齿轮材料必须具有非常优异的高温抗氧化特性,同时兼顾一定的热强性与经济性,2000系列铁基高温合金最有可能成为备选基础合金材料体系。通过合金成分优化设计,合理引入Co元素、增加可形成Ni3M(M为Ti、Mo、Al、Nb等)沉淀硬化相的M元素含量,形成高Cr高Ni超合金化的铁基合金,合金体系中的高Cr含量,将会给渗碳表面强化带来极大难度。
5 结束语
航空齿轮选材对航空动力传动系统的可靠性至关重要,需要综合考量服役温区、传递载荷大小及经济适用性三者间的匹配。现有渗碳齿轮钢主要以服役温区进行代际划分,材料的代际间性能提升,需兼顾渗层与基体两者间的强化方式与效果。
(1)第一代渗碳齿轮钢为低碳中低合金钢,渗层组织以Fe3C型碳化物强化,基体回火抗力差,整体服役温区≤200 ℃,16Cr3NiWMoVNbE可通过工艺优化跨代提升至第二代渗碳齿轮钢。
(2)第二代渗碳齿轮钢为低碳中高合金钢,渗层组织仍以Fe3C型碳化物强化为主,因合金体系中合金化程度增高、强碳化物形成元素增多,基体回火过程中可析出部分时效相,提高基体回火抗力,整体服役温区≤350 ℃。
(3)第三代渗碳齿轮钢为低碳超高合金钢,根据合金设计体系,超高Cr-Co-Mo系渗层组织以二次特殊碳化物形式析出,强烈硬化渗层组织,超高Ni-Co系渗层组织二次碳化物析出量大幅降低,渗层组织硬化效果不显著。
(4)第三代渗碳齿轮钢充分利用“二次硬化”机制强化基体,使其能够在500 ℃以下温区长期服役。辅助“沉淀硬化”可大幅提升基体强度,相关强化机理可用于指导新型耐高温超高强度渗碳齿轮钢开发。
(5)受合金化元素在钢中扩散激活能影响,“二次硬化”与“沉淀硬化”强化机制存在上限温区,与基体α相再结晶温区毗邻,因此,现有合金结构钢体系难于通过成分优化设计,有效避免500 ℃以上高温长期服役存在的强度快速衰减。
