轧制工艺对高强度船板组织及性能的影响
2023-02-10周贺贺王凌宇张晓雪
周贺贺, 王凌宇,2, 张晓雪,2
(1.南京钢铁股份有限公司,江苏 南京 210035; 2.江苏省高端钢铁材料重点实验室,江苏 南京 210035)
引 言
近年来,世界各国造船业和海洋石油产业高速发展,海上船舶安全事故频繁发生,为了提高船舶在海上事故中的安全性,一般强度的船板钢已经不能满足要求,高强度船板钢在造船业中的应用比例不断提高[1-2]。国际海事组织(IMO)出台的环保和安全方面的新标准、新规范和新公约的实施,对船舶企业提出了更高的要求,也对船板钢的质量提出了更为严格的标准,船舶工业高端船型用钢占比会逐步增多[3-4]。
此前针对运输LNG(液化天然气)、LPG(液化石油气)的气体运输船及原油油轮触礁或受到撞击后,装载物外泄造成环境污染的问题,通常采用双重船壳等方法从船体结构层面加以应对[5-6]。除此之外,还可以在保证钢板高强度的同时,使用高延性钢板提高撞击时吸收的碰撞能量,以此来提高碰撞的安全性,防止原油泄漏,造成海洋化境污染。研究成果表明,单相组织和单一的强化机制己不适用于发展高强度高延性钢。多相组织在塑性变形过程中,软硬相之间相互配合,软相的铁素体优先发生屈服,保证了材料具有良好的塑性[7-8];在随后的变形过程中,硬相的珠光体、贝氏体和马氏体又可以起到提高强度的作用[9-10]。
本文针对不同轧制工艺生产的高强度船板,通过优化控轧控冷参数,以及金相显微镜、扫描电镜等分析方法,研究组织及性能演变规律,优化软硬相的体积分数和晶粒尺寸,获得了较好的强塑性匹配。
1 试验材料和方法
试验材料为国内某厂的坯料,其具体化学成分如表1所示。根据钢坯的合金元素成分,通过Jmatpro软件模拟计算出连续冷却转变(CCT)曲线,如图1所示,得到不同冷速下铁素体转变和珠光体转变对应的温度区间,找到产生铁素体+珠光体双相组织的冷速范围,为后续轧后冷却制度的制定提供参考。

表1 高强度高延性船板的化学成分/%

图1 连续冷却转变(CCT)曲线
采用此坯料轧制20 mm厚度的高强度高延性船板,具体的工艺路线为:铁水预处理→转炉冶炼→LF精炼→RH精炼→连铸→铸坯堆垛缓冷→铸坯加热→除鳞→轧制→冷却→矫直→探伤,其中采用的加热制度如表2所示。为研究轧制工艺对高延性船板组织及性能的影响,设置了不同的轧制工艺,具体轧制工艺参数如表3所示。

表2 加热制度
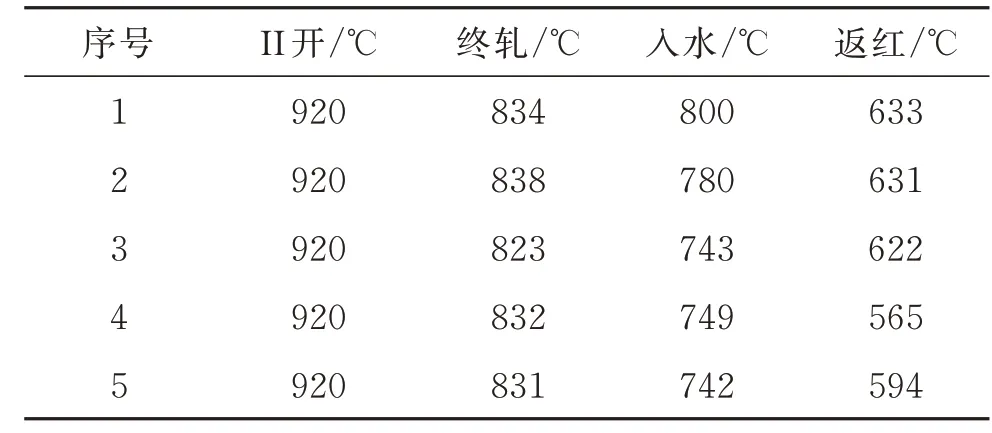
表3 轧制控冷工艺参数
将金相试样经研磨和抛光后,用4%硝酸酒精溶液腐蚀,采用蔡司Axio Imager M2m显微镜进行金相组织分析,使用JSM-6490扫面电镜进行微观形貌分析,用能谱仪对夹杂物进行成分分析。按照GB/T 228.1—2021《金属材料拉伸试验第1部分:室温试验方法》,采用机加工的方式,拉伸试样沿横截面方向取全厚度样,如图2所示,进行常温拉伸试验;根据GB/T 229—2020《金属材料夏比摆锤冲击试验方法》制备V型缺口冲击试样,沿横截面方向取样,试样尺寸为55 mm×10 mm×10 mm,如图3所示,试验前在-40 ℃的冷却箱中保温10 min后进行,为横向冲击试验。
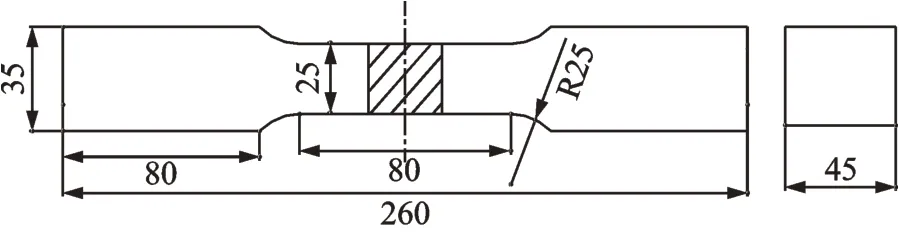
图2 拉伸试样示意图(单位:mm)

图3 冲击试样示意图(单位:mm)
2 试验结果与分析
2.1 微观组织及力学性能分析
不同轧制工艺的钢板力学性能如表4所示,屈服强度在315~361 MPa之间,抗拉强度在432~489 MPa之间,延伸率在28.5%~36.5%之间,冲击韧性在275~343 J之间。从性能可以看出,强度可以满足32级别的钢种,32级别的船板延伸率要求为延伸率>22%,HD50要求为延伸率>33%,延伸率满足HD50的要求。

表4 不同轧制工艺的钢板力学性能
在1#,2#,3#试验条件下,力学性能试验结果如图4所示。II开温度、终轧温度、返红温度基本保持不变的情况下,如图4(a),(b)所示,随着入水温度降低,屈服强度和抗拉强度逐渐降低;如图4(c)所示,延伸率和冲击功逐渐增大,达到最大值33%。通过金相显微镜分析,不同轧制工艺下的微观组织如图5所示,选取板厚1/4位置处进行了微观组织分析,其中1#的微观组织主要由铁素体构成,铁素体形态呈现多边形,有明显过冷的特征,内部位错密度高,延伸率较低,但存在较大的块状铁素体,导致冲击韧性较差;2#的微观组织由铁素体和少量的珠光体构成,晶粒度8级左右;3#头部的微观组织由铁素体和少量的珠光体构成,珠光体含量大于多于2#组织,铁素体晶粒呈现等轴晶形态,塑韧性较好。从微观组织可以看出,随着入水温度降低,铁素体形态由长条状向等轴状转变,在1#和2#由于入水温度偏高,在微观组织中存在较多的珠光体和少量的贝氏体,3#在组织转变过程中,入水温度较低,过冷奥氏体全部转化为铁素体和珠光体,导致3#具有较好的延伸率。

图4 1#~3#力学性能试验结果
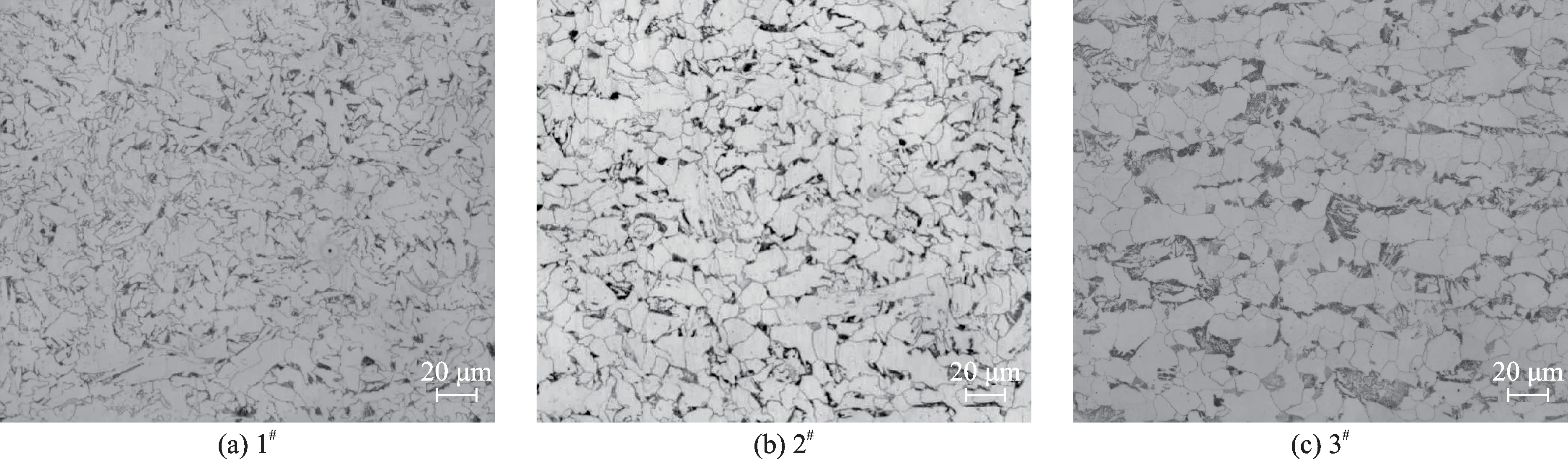
图5 1#~3#不同轧制工艺下的微观组织
在3#,4#,5#试验条件下,力学性能试验结果如图6所示。II开温度、终轧温度、入水温度基本保持不变,随着返红温度降低,如图6(a),(b)所示,抗拉强度逐渐降低,屈服强度先降低,随后增加;如图6(c)所示,冲击功和延伸率逐渐增加,延伸率可达到36.5%。

图6 3#~5#的力学性能试验结果
3#~5#不同轧制工艺下的微观组织如图7所示。微观组织主要由铁素体和珠光体构成,其中3#的珠光体多于4#和5#中的珠光体含量,导致3#的强度较高。在5#微观组织中,珠光体含量最低,这是因为在轧制的过程中,返红温度为565 ℃,可以看出珠光体有明显的退化特征,致使延伸率和韧性增加。3#,4#,5#的微观组织均为铁素体和珠光体,在相同的组织构成下,铁素体相与珠光体所占比例决定延伸率的大小,铁素体含量越高,表现出来的延伸率越高。从图6可以看出,随着返红温度降低,3#,4#,5#珠光体的含量逐渐降低,致使延伸率逐渐升高。

图7 3#~5#不同轧制工艺下的微观组织
2.2 夹杂物分析
对1#试验钢中的夹杂物通过扫面电镜进行分析,其形貌及能谱分析如图8所示。钢中的夹杂物主要为复合夹杂,由能谱分析结果可知,图8(a1)所示边界弯曲的夹杂物为nFeO·mMnO·pSiO2+CaO·Al2O3的复合夹杂;图8(b1)所示的薄膜片状夹杂物为(Mn,Fe)S+TiN+MgO+CaO·Al2O3的复合夹杂;图8(c1)所示的圆形颗粒夹杂物为FeO+CaO+Al2O3的复合夹杂。夹杂物为球状,并未出现尖角形,为常规夹杂物,对性能未造成恶劣影响。
2.3 断口形貌分析
如图9所示,显示了3组不同塑性试验钢单轴拉伸试验后的断口形貌。塑性最差的1#试验钢表现出更多的小解理面,虽然孔洞尺寸较小,但有更多的孔洞相连形成微裂纹,失效模式属于比较典型的解理脆性断裂。图9中的3#,5#为延伸率>33%的高延性试样,在断口处观察到了韧窝和孔洞,这也揭示了孔洞的形核和长大机制,属于典型的完全塑性断裂。3#试验钢断口处的韧窝较小,主要为抛物线状和部分等轴状,并分布有微小的孔洞,而塑性更好的5#试验钢虽然韧窝的尺寸和深度明显增加且基本为等轴状,但微孔也相对较大并伴有微裂纹的存在。图8 中3#,5#的微孔和微裂纹的变化,与弥散分布的M/A岛颗粒和珠光体的占比有关,小尺寸的珠光体在拉伸过程中对裂纹萌生和扩展的抑制作用有限,容易使孔洞扩展形成微裂纹[11]。

图8 夹杂物分析
3 结 论
本文采用了不同轧制工艺的钢板为研究对象,厚度为20 mm,分析轧制工艺对微观组织及力学性能的影响,通过断口形貌分析其断裂机制,主要得到以下结论:
(1)在1#,2#,3#试验条件下, II开温度、终轧温度、入水温度基本保持不变的情况下,随着入水温度降低,屈服强度和抗拉强度逐渐降低;延伸率和冲击功逐渐增大,达到最大值33%。
(2)在3#,4#,5#试验条件下,II开温度、终轧温度、入水温度基本保持不变,随着返红温度降低,抗拉强度逐渐降低,屈服强度先降低,随后增加;冲击功和延伸率逐渐增加,延伸率可达到36.5%。在返红温度为565 ℃时,可以看出珠光体有明显的退化特征,致使延伸率和韧性增加。
(3)根据实验结果,在4#工艺条件下,既有较高延伸率,并且满足HD50的要求,同时具有较高的强度,可确定在本试验中最佳工艺参数为:II开温度920 ℃、终轧温度832 ℃、入水温度749 ℃、返红温度565 ℃。
(4)钢中存在的薄膜片状夹杂物为(Mn,Fe)S+TiN+MgO+CaO·Al2O3的复合夹杂,圆形颗粒夹杂物为FeO+CaO+Al2O3的复合夹杂。
(5)3#,5#的微孔和微裂纹的变化,与弥散分布的M/A岛颗粒和珠光体的占比有关,小尺寸的珠光体在拉伸过程中对裂纹萌生和扩展的抑制作用有限,容易使孔洞扩展形成微裂纹,降低力学性能。
