花椒籽油提取工艺的优化
2023-02-08王莉姚柯兵
王莉,姚柯兵
山西省吕梁学院生命科学系(吕梁 033000)
花椒籽中含有丰富的营养成分,如蛋白质、脂肪酸、生物碱、挥发油、矿物质以及木质素等[1-3]*,其中α-亚麻酸的含量为17%~24%,α-亚麻酸具有抗肿瘤、降血脂、降血压、抑制衰老等重要生理功能,能够参与生命过程,提高人体自身免疫力[4]*。花椒籽中还含有Na、Mg、K、Ca、Zn、Mn、Fe、Sr等矿物元素,花椒籽胚乳细胞内含有丰富的油滴及淀粉粒,可以用来提取花椒籽油[5-7]*。花椒籽油碘值较高,在空气中易氧化聚合形成坚硬膜层,可以用来生产肥皂、涂料、润滑油等化工产品[8-9]*。研究花椒籽油提取工艺,对开发花椒副产物利用率、提高其应用价值有一定的研究意义[10]*。
1 试验材料与仪器
1.1 试验材料与试剂
花椒籽(山西省吕梁市汾阳市);无水乙醇(天津市汇杭化工科技有限公司)。
1.2 主要试验仪器与设备
101型电热鼓风干燥箱(北京科伟永兴仪器有限公司);800Y多功能粉碎机(永康市铂欧五金制品有限公司);JA203电子分析天平(上海豪晟科技仪器有限公司);DZ-101S集热式磁力搅拌器(金坛区西城基铭试验仪器厂);L-530离心机(湖南湘仪试验仪器开发有限公司);2L-ARE旋转蒸发仪(上海皓庄仪器开发有限公司)。
2 试验方法
2.1 浸提法提取花椒籽油的试验流程[11-13]*
无水乙醇浸提法提取花椒籽油的工艺流程:花椒籽预处理→花椒籽烘干→粉粹→称重→溶液浸提→离心分离→旋转蒸发→花椒籽油。
花椒籽预处理:去除花椒籽中残余的壳和细枝,挑拣出完整的花椒籽颗粒。
花椒籽烘干:设置电热鼓风干燥箱的温度70 ℃、干燥时间6 h,将花椒籽颗粒中的水分烘干至5%左右[14]*。
粉碎:用多功能粉碎机将花椒籽粉碎3 min,过0.425 mm的筛,粉碎程度越高,越有利于物料与溶剂接触充分,有利于花椒籽油的浸提,但如果粉碎度太大,会造成乳状液过多,影响其提取率。
称重:使用电子分析天平准确称取10 g花椒粉于烧杯中。
溶液浸提:将称取的花椒粉加入无水乙醇中浸提,通过控制无水乙醇的添加量来控制料液比,改变水浴温度来控制提取温度[15-16]*。
离心分离:调节离心机转速4 000 r/min、离心时间5 min,离心后除去残渣,收集液体,静置片刻后,进行过滤分离。
旋转蒸发:使用旋转蒸发仪将分离得到的液体进行蒸发,在真空0.08 MPa、温度50 ℃的条件下,使溶液沸腾,回收无水乙醇,无水乙醇不再滴出时,蒸发结束,得到花椒籽油。
花椒籽油的出油率(%)按式(1)计算。
出油率=提取的花椒籽油的质量(g)/花椒籽质量(g)×100% (1)
2.2 单因素试验
研究料液比、提取温度、提取时间和提取次数对花椒籽油提取率的影响,各单因素水平如表1所示[17]*。
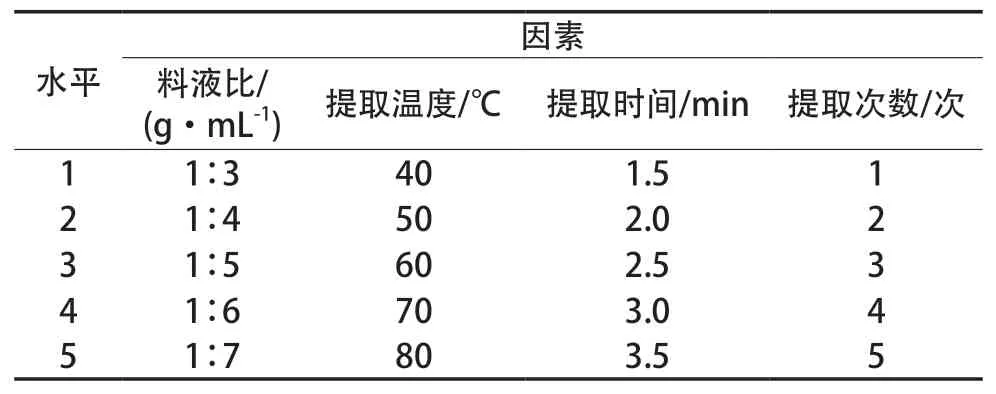
表1 单因素试验水平
2.3 响应面试验
在对单因素试验结果进行分析后,运用Box-Behnken响应面设计法,设计三因素三水平的响应面分析试验,研究三个因素的两两之间的交互作用,用多元二次回归方程来拟合因素与响应值之间的函数关系,通过对回归方程的分析来寻求最优工艺参数[18-19]*。
3 结果与分析
3.1 单因素试验结果与分析
3.1.1 不同料液比对花椒籽出油率的影响
从图1可以看出,固定提取温度70 ℃、提取时间2.5 h、提取次数3次,随着液体占比的增加,花椒籽出油率呈现上升的趋势,当料液比为1∶5(g/mL)时,花椒籽出油率达到最高值,出油率为19.01%,之后则随液体占比的增加,出油率开始下降。液体占比较少时,溶液黏度大,花椒粉末溶解不充分,液体占比增加后,花椒籽油的溶解度增大。但当液体占比增大到一定数值时,花椒籽出油率呈现下降趋势,可能由于液体占比过多会使物料吸收的溶剂量逐渐增加,出现乳状液状态,影响花椒籽出油率。由此得出影响花椒籽油提取率中料液比三个较优水平为1∶4,1∶5和1∶6(g/mL)。
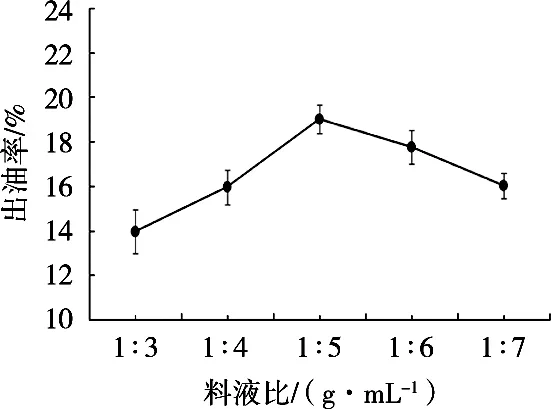
图1 不同料液比对花椒籽出油率的影响
3.1.2 提取温度对花椒籽出油率的影响
如图2所示,提取温度从40 ℃上升到60 ℃时,花椒籽出油率呈上升趋势,说明温度升高,花椒粉在无水乙醇中的溶解度增大,出油率提高。提取温度为60℃时,花椒籽出油率达到最大值,为23.07%。温度再升高时,花椒籽出油率开始呈现下降趋势。无水乙醇的沸点为78.4 ℃,从试验现象观察到,提取温度达到60 ℃时,就会有乙醇气体产生,温度再升高,伴随着无水乙醇蒸发,花椒籽出油率受到影响。由此得出花椒籽油提取温度三个较优水平为50,60和70 ℃。
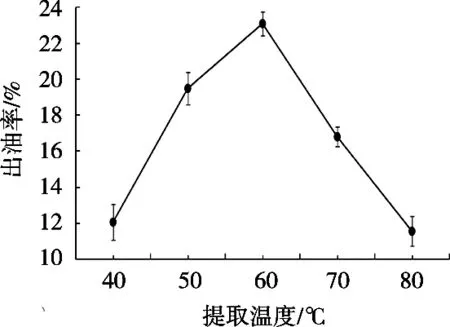
图2 提取温度对花椒籽出油率的影响
3.1.3 提取时间对花椒籽出油率的影响
由图3可以看出,随着提取时间的延长,花椒籽出油率整体呈现上升的趋势,提取时间越长,花椒籽油提取得越充分,提取温度为2.5 h时,花椒籽出油率最高,达到17.57%。继续延长提取时间,花椒籽出油率呈现下降的趋势,可能是花椒籽油存在挥发的情况,影响了花椒籽出油率,而且提取时间也会影响花椒籽油的品质。由此得出花椒籽油提取温度三个较优水平为2,2.5和3 h。

图3 提取时间对花椒籽出油率的影响
3.1.4 提取次数对花椒籽出油率的影响
由图4可以看出,提取次数分别为1,2,3,4和5次时,花椒籽出油率分别为13.80%,17.63%,19.05%,19.28%和19.11%。提取次数越大,花椒籽出油率越高。提取次数为3,4和5次时花椒籽出油率几乎不变,说明提取3次时花椒籽油提取得比较充分,提取次数过多时,过程繁琐,对出油率影响不大,故此因素可固定在提取次数3次。

图4 提取次数对花椒籽出油率的影响
3.2 响应面试验结果与分析
3.2.1 响应面试验设计及结果
根据4组单因素试验的分析,选择对于花椒籽出油率影响较大的3个因素(料液比、提取温度、提取时间)来设计响应面试验,以花椒籽出油率为响应值。响应面试验因素水平表见表2,响应面试验设计和结果见表3。

表2 响应面试验因素水平表
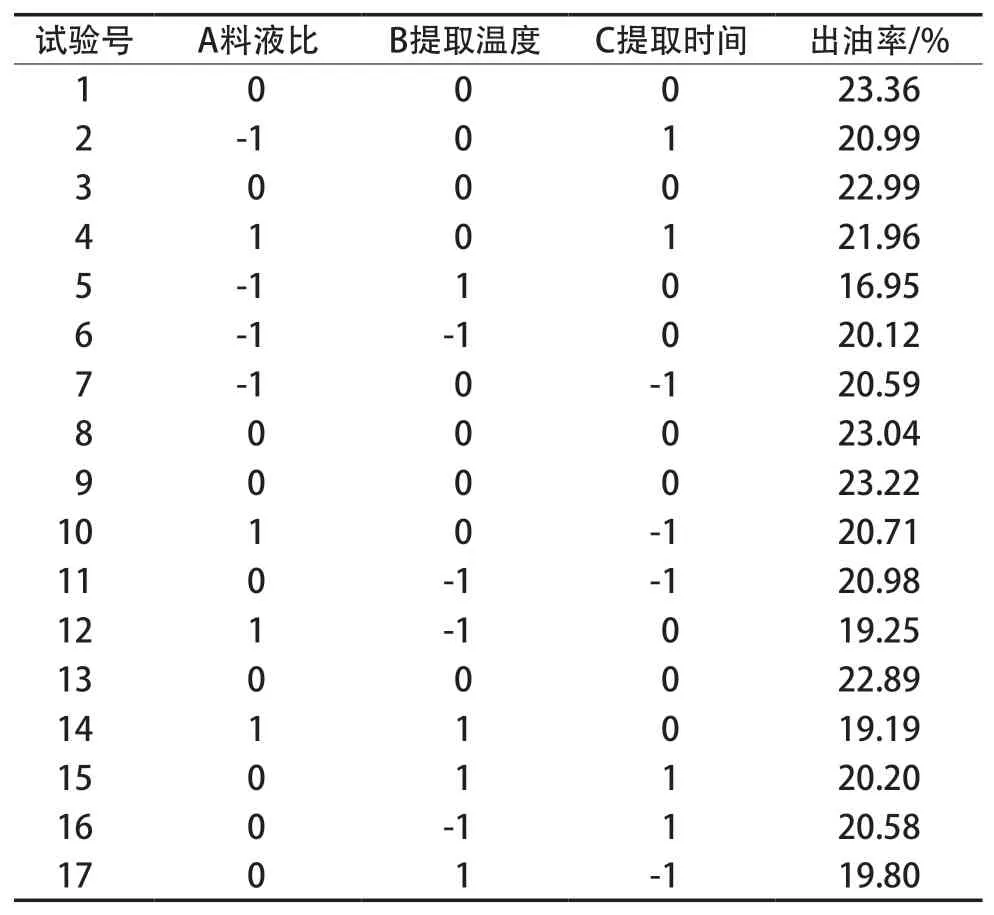
表3 响应面试验设计和结果
运用Design-Expert软件对试验结果进行二次回归拟合,可以得出花椒籽出油率对于三个因素(料液比、提取温度、提取时间)的二元多次回归方程:

3.2.2 模拟回归模型的建立及显著性检验
回归模型方差分析及显著性检验见表4。
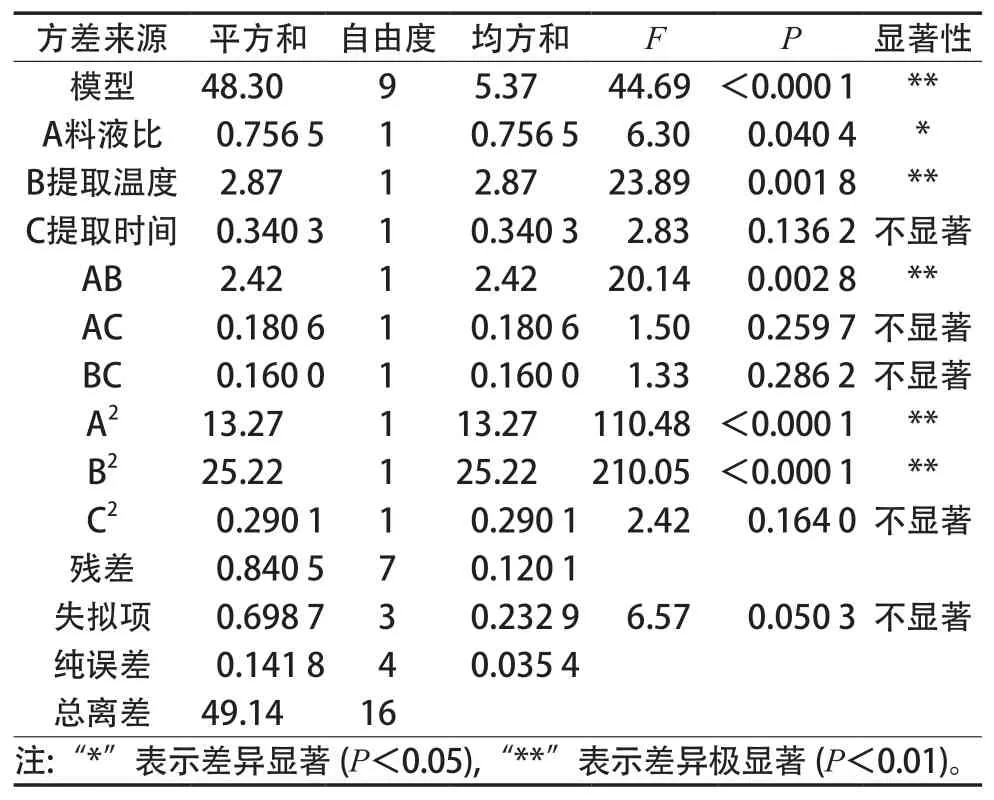
表4 二次回归方程的方差分析
由表4可见,回归模型P值<0.01,表现为差异极显著,说明该模型极显著。失拟项差异不显著,确定系数R2*=0.996 6,校正系数R2*(adj)=0.960 0,表明模型失拟项不显著,拟合程度好,综上所述该模型结果可以对花椒籽出油率进行预测。从表4可以看出,B、AB、A2*、B2*均达到差异极显著水平(P<0.01),因素A对花椒籽出油率影响显著(0.05<P<0.01),C、AC、BC对花椒籽出油率影响不显著(P>0.05)。由F值可知,FB=23.89>FA=6.30>FC=2.83,影响花椒籽出油率因素顺序分别为B(提取温度)>A(料液比)>C(提取时间)。
3.2.3 响应面的交互作用试验图形的分析
根据回归方程得出各因素交互作用对花椒籽出油率的响应面的图,从响应面的等高线图中可以看出,椭圆形即表示因素两两交互作用显著,而圆形则相反。
3.2.3.1 料液比和提取温度对花椒籽出油率的影响
料液比和提取温度对花椒籽出油率的影响如图5所示。等高线呈现椭圆形,说明料液比和提取温度交互作用极显著(P<0.01)。响应面坡度变化比较明显,当提取时间一定时,花椒籽的出油率先随着料液比中液体占比的增加以及提取温度的升高而显著增加至最大值,之后降低。

图5 料液比和提取温度交互作用对花椒籽出油率影响
3.2.3.2 料液比和提取时间对花椒籽出油率的影响
由图6可看出,料液比对花椒籽出油率的影响比提取时间的大,且曲线较平缓,说明料液比和提取温度交互作用不明显,这两种影响因素的量需要适宜时才能得到最佳效果。
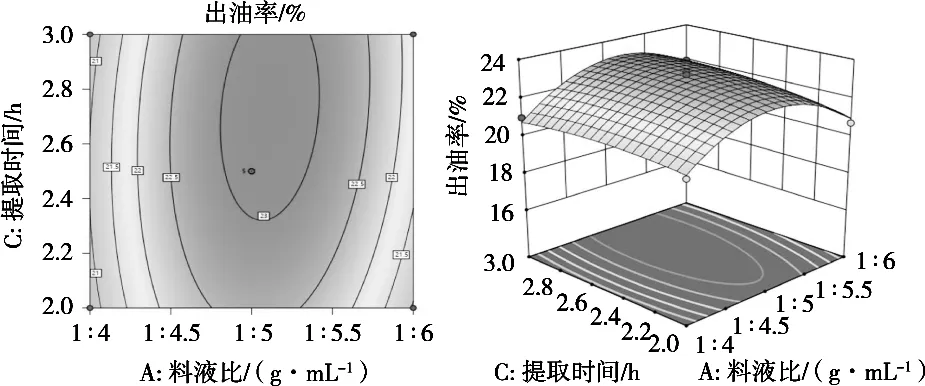
图6 料液比和提取时间交互作用对花椒籽出油率的影响
3.2.3.3 提取温度和提取时间对花椒籽出油率的影响
由图7可知,提取温度对花椒籽出油率的影响比提取时间的大,曲线较平缓,说明提取时间和提取温度交互作用不明显。
3.3 验证试验
用Design Expert 8.0.5.0软件选择逐步回归方法对二次多项式回归方程做进一步优化,得到的花椒籽油提取工艺最优参数为料液比1∶5.090(g/mL)、提取温度59.075 ℃、提取时间2.697 h。但考虑到实际操作的局限性,将花椒籽油提取工艺参数修正为料液比1∶5(g/mL)、提取温度59 ℃、提取时间2.7 h。通过验证试验得出,花椒籽油提取工艺的最佳参数:料液比1∶5(g/mL)、提取温度59 ℃、提取时间2.7 h,此参数下出油率为23.38%。具体见表5和表6。
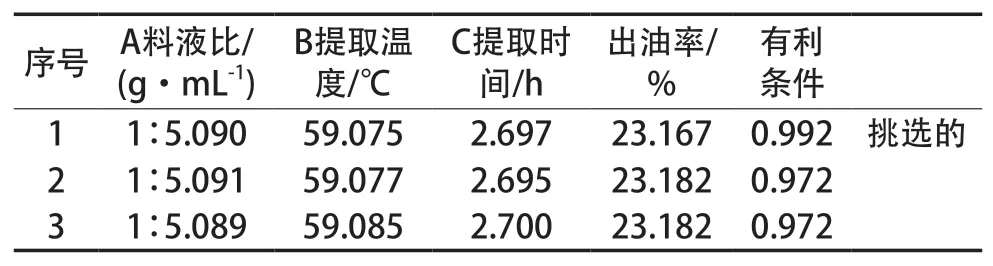
表5 试验因素水平表

表6 验证试验
4 结论
通过响应面试验的分析可以得出,影响花椒籽出油率的大小顺序依次是提取温度、料液比、提取时间。提取温度具有极显著性差异,料液比具有显著性差异,提取时间不具有显著性差异。三个因素两两之间均存在不同程度的相互作用,其中,料液比和提取温度的交互作用明显,料液比和提取时间的交互作用不明显,提取温度和提取时间的交互作用不明显。无水乙醇提取花椒籽油的最适工艺条件参数为料液比1∶5(g/mL)、提取温度59 ℃、提取时间2.7 h,提取次数3次,在此条件下花椒籽出油率为23.38%。
