电泳缩孔问题的分析与解决
2023-02-02上汽大众汽车有限公司南京分公司江苏南京211100
陈 鑫,安 然 (上汽大众汽车有限公司南京分公司,江苏南京 211100)
0 引言
随着汽车行业的快速发展,涂装外观质量逐渐变为市场竞争的重点。电泳缩孔问题是汽车涂装过程中常见的缺陷,它不仅影响涂装外观质量,而且还会降低车身防腐性能,因此该缺陷越来越受到各车厂涂装车间的重视。电泳缩孔产生的原因较多,需通过仔细排查与分析,才有可能找到问题的根源,从而制定解决方案。
某油漆车间在车身涂装过程中发现,三平面及门槛部位均存在较大较多的缩孔,需要经过重新打磨和面漆喷涂后才可以遮盖,这不仅严重影响了电泳车身的表面质量,而且还降低了生产效率和增加了运行成本,如何从根本上解决问题值得深究。
1 缩孔问题分析及措施制定
电泳缩孔一般分为污染缩孔和气泡缩孔两种。1)污染缩孔。污染缩孔产生的原因可能是由于槽体或通道内受到油污等污染,致使车身受到污染;或是车身折边内残余的油污飞溅,使湿膜状态下的电泳涂层受到了污染。2)气泡缩孔。气泡缩孔产生的原因可能是因为槽体内泵体循环、车身运转产生的泡沫、溶剂气泡等未及时排出,即使进入烘房前也未能及时冲洗完全;或是车身上电过程过于激烈,造成气泡型露底缩孔。因此,找到污染源是解决缩孔缺陷问题的重点,从而制定解决措施。
1.1 缩孔问题分析
1.1.1 三平面缩孔
根据缩孔分布的特点分析,由于车身侧面缩孔较少,而三平面存在大量的缩孔,所以槽体内受到污染的可能性较小,可能性更高的是槽体未能及时赶走涂层内的气泡,而造成气泡缩孔。为了验证这一猜想的正确性,采取分步验证的方法。第一步,采取现场槽液进行挂板缩孔实验,挂板上无缩孔存在,所以可以确定槽内无污染;第二步,进行分段实验,逐步缩小污染源的范围。实验目的是主要验证污染缩孔与电泳气泡缩孔的影响程度,为后续措施的制定指明方向。表1为平面电泳缩孔的验证实验。

表1 平面电泳缩孔验证实验Table 1 The verification experiments for planar ED craters
由表1可见,在1#实验中,前盖在槽体的位置影响了电泳缩孔数量,即槽体的循环对电泳车身三平面的缩孔有较大的影响,车身三平面的电泳缩孔部分为气泡缩孔;在2#实验中,电泳烘房内循环风的状态可以改变缩孔的数量,结合3#实验,可以得出,电泳车身三平面的缩孔大部分是由车身本体内油污和水的混合物在高温下沸腾而飞溅至车身表面所致,通过循环风量的调整,可以使缩孔情况得到改善,这说明电泳车身三平面的缩孔为油污缩孔。
1.1.2 门槛缩孔
门槛缩孔主要分布在门槛的上部和下部,数量较多。造成门槛缩孔的原因较为简单,门槛上部是由于局部特点,受到四门的遮挡作用,不能受到槽液的有效冲刷,门槛部位的气泡未能及时被赶走,从而造成气泡缩孔;而门槛的下部则是由于折边内存在不能完全被清洗掉的剩余油污,其经过电泳烘房高温烘烤后,沸腾飞溅。为了使分析结论更加准确可靠,通过实验进行验证和分析,门槛电泳缩孔验证实验见表2。实验结果,门槛上部缩孔为气泡缩孔,下部为污染缩孔。

表2 门槛电泳缩孔验证实验Table 2 The verification experiments for threshold ED craters
1.2 措施的制定
1.2.1 三平面和门槛上部气泡缩孔的解决
a.电泳槽体循环的调整
槽体内的气泡是通过槽内的循环系统被带出槽体外的,所以只有改善槽体的循环状态,就可以更好地赶走槽内的气泡。电泳槽体的循环由七台循环泵共同作用,在循环泵功率不变的情况下,从槽体内的循环的实施者——喷管和喷嘴入手。
(1) 电泳槽体侧喷管的改造
为了增加驱赶气泡的力度,可以通过有效减小喷嘴与车体的距离来实现,提高液体对门槛及三平面的冲刷强度。将电泳主槽侧面喷嘴更改为弯管加文丘里喷嘴形式(图1和图2),具体需求:文丘里喷嘴60个,短接头30个,双直角弯管30个,扎带不计。

图1 双直角弯管图示Figure 1 The diagram of the double right-angle albow pipe

图2 侧面喷嘴图示Figure 2 The diagram of the side nozzle
(2) 电泳槽体底部喷嘴改造
为了加强液体对前盖的冲刷作用,将底部喷嘴进行最大限度的延长,减少喷嘴到前盖的有效距离,并且将部分喷管的位置由0°变为90°或75°。底部喷嘴图示见图3。

图3 底部喷嘴图示Figure 3 The diagram of the bottom nozzle
通过侧面及底部喷嘴的调整,改善了槽体内部循环的状态,从而加大了槽液循环对车身表面气泡的驱赶力度。图4为槽体喷嘴延长示意图。

图4 槽体喷嘴延长示意图Figure 4 The nozzle extension diagram of tank
b.上电方式的优化
通过对产品车上电过程进行跟踪,发现车体在上电过程中有间隙存在,以及不同电压段衔接时并不是连续平缓的,而是呈现脉冲状,这样则会在上电的过程产生大量的气泡,所以消除电压脉冲的现象是解决气泡的关键。通过对整流器的上电方式进行改变,即后段电压的初始值为前段电压的最终值,从而使得车体上电过程为连续状,避免了脉冲现象。图5为优化前电压曲线,图6为优化后电压曲线。

图5 优化前电压曲线Figure 5 Voltage curve before optimization

图6 优化后电压曲线Figure 6 Voltage curve after optimization
1.2.2 三平面污染缩孔的解决
a.电泳烘房风嘴开闭状态的调整
通过实验,对电泳烘房内风嘴进行调整后,发现其对电泳缩孔的改善并无明显作用,故维持原始状态,仅把接近烘房导轨的风口进行封闭,避免风嘴将浮灰吹至车身表面。
b.电泳烘房循环风量的调整
(1) 对烘房各阶段电泳漆膜挥发量进行了模拟实验(见表3)。
电泳漆膜挥发量实验结果见表4。
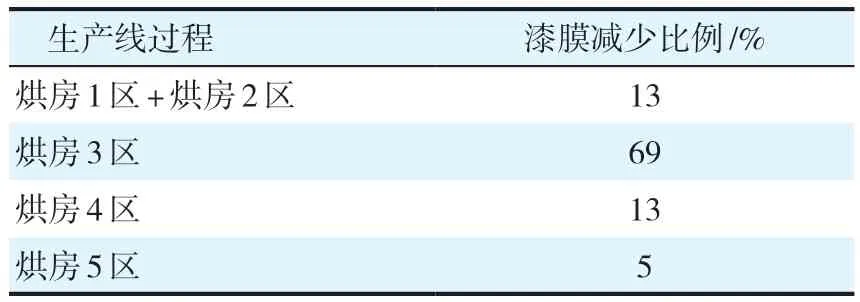
表4 电泳漆膜挥发量实验结果Table 4 The test result of the volatile loss of ED film
(2) 对电泳烘房的废气排放量进行了比对实验(见表5)。

表5 电泳烘房的废气排放量实验Table 5 The test of the exhaust emission quantity from ED oven
如果现在烘房实际废气排放量和设计废气排放量一样,显然3、4区挥发比例最高,但是排放比例与之不匹配,所以废气浓度最高。
根据实验得到的数据,对电泳烘房的循环风进行了调整(见表6)。通过循环风量的调整,总结得出3区循环风风机频率从50 Hz降低到38 Hz,增加3区新鲜风供风量、排风量和烘房内总新鲜风供风量,对提高烘房内空气洁净程度有较大帮助,对减少缩孔数量,减小缩孔尺寸以及提高电泳漆膜表面清洁度都有效;同时烘房总新鲜风的过滤棉需每周更换,这也是避免缩孔产生的基本保证。

表6 电泳烘房循环风调整跟踪表Table 6 The list of the adjustment for ED oven recirculation air
c.电泳烘房温度的调整
因为电泳成膜是在电泳烘房的3区开始的,所以适当降低烘房3区温度设定,使3区挥发物浓度降低,既有利于提高该区域的清洁度,又有利于减少2区出口位置挥发物的凝结。通过几轮实验的验证,在确保烘烤质量的情况下,将电泳3区的烘烤温度由200 ℃降至185 ℃,对电泳缩孔的改善也起到了重要作用。
1.2.3 门槛下部污染缩孔的解决
因为油污缩孔的根本原因就是由于车身折边内的油污与水的混合,在电泳烘房高温的作用下,飞溅至车身表面所致,而折边内的油污是在车身内外板之间,通过预处理很难去除干净,所以尝试通过减少油污的储存空间,从而减少油污的飞溅。
通过与车身车间协调,将四门及前盖在的折边下边缘打胶直至溢胶后,发现前盖缩孔情况有很大的改善,尤其在门槛部位几乎无缩孔产生。但是若将折边胶水打胶至溢胶状态的话,胶水的状态将会呈现出波浪的状态,且胶水量过大对机器人的要求也会变得更高,需要擦拭溢出的胶水,所以只能分步进行胶水的提升。通过对车身折边胶进行优化,对电泳三平面及门槛缩孔的改善起到了一定的作用。
由于折边胶的优化不能完全地解决门槛缩孔的问题,故针对门槛位置制作了门槛缩孔挡板(图7)。经过实验验证,门槛添加了缩孔挡板之后,门槛缩孔数量几乎为零。

图7 挡板图示Figure 7 The baffle plate diagram
1.2.4 材料本身的优化
通过增加防缩孔剂及优化色浆,已经达到了由材料本身的调整来改善缩孔状态的目的,目前色浆转化率已达100 %。
2 效果
通过实验分析,制定了有效的控制电泳缩孔的措施,电泳缩孔状态被控制在可接受的范围内,同时电泳防腐状态及质量得到了提升,电泳打磨生产成本得到了降低,操作环境得以改善。
2.1 电泳防腐状态及质量的提升
电泳大缩孔数量下降至个位数,门槛缩孔也基本降为零。通过电泳缩孔状态的改善,取消了三平面的电泳重打磨处理,提高了电泳车身的防腐性能,同时也改善了电泳车身的表面质量状态,为后续的面漆施工提供了良好的基础。
2.2 电泳打磨生产成本的降低
电泳缩孔状态的改善减少了电泳打磨的工作量,节约生产节拍5 s/车,减少了砂纸的使用量,节约成本2元/台,一年可为油漆车间降低成本近47万元。
3 结语
通过电泳缩孔的改善,保证了电泳车身的防腐性能,提高了电泳车身的表面质量状态,减少了操作人员的工作量且改善了操作环境,并为油漆车间降低了运行成本。电泳缩孔的改善对实际问题的认知与解决都积累了很多的宝贵经验,希望可以将此推广至其他油漆车间,能够为大家少走弯路,提高工作效率,提供坚实的基础。