某铁矿强磁尾矿反浮选回收试验研究①
2023-01-12袁晨光黄自力郑洁淼刘晓峰吴佳兴
袁晨光,黄自力,肖 硕,黄 涛,郑洁淼,刘晓峰,吴佳兴
(武汉科技大学冶金矿产资源高效利用与造块湖北省重点实验室,湖北 武汉 430081)
我国是钢铁制造大国,从1996年至今,我国钢铁产量一直居于世界第一。我国铁矿石普遍存在品位低、嵌布粒度细、矿石组分复杂等特点,国内铁矿石难以满足我国钢铁行业需求,需要大量进口国外铁矿石。因此,合理开发、充分利用好我国的铁矿资源(包括对铁尾矿的二次回收)对于保障钢铁工业的原料安全供应具有重要意义[1-5]。
我国西部某铁矿石主要是弱磁性矿物,采用强磁选选铁,即使磨矿细度达到-0.038 mm粒级占90%,分选后尾矿TFe品位仍高达27%。该矿开发早,建矿时间长,大量尾矿堆积成山,而且选厂每年仍产生200万吨左右的铁尾矿。这些尾矿数量大、铁品位高,蕴藏着巨大的资源价值,本文基于该尾矿性质,对其进行了系统的反浮选脱硅回收铁矿物试验研究。
1 试验原料
试验所用样品来自某铁矿选矿厂强磁选尾矿,经干燥处理,水分约1.3%,呈灰褐色、粉状,该试样化学多元素分析结果见表1。试样中主要铁矿物为镜铁矿、褐铁矿、菱铁矿;脉石成分复杂,主要为云母、石英、方解石、斜长石,二氧化硅含量高。

表1 试样化学多元素分析结果(质量分数) %
对试样进行了水筛分析,其粒度组成如表2所示。试样中-0.038 mm粒级含量高达95.19%,属于微细粒级矿物,对该试样的分选会有一定难度。
试样中铁化学物相分析结果见表3。由表3可知,铁主要以赤褐铁矿形式存在,其次以菱铁矿形式存在,少量存在于硅酸盐矿物和硫铁矿中,仅有极少量存在于磁铁矿中。
2 试验方法
试验在XFD型挂槽式浮选机中进行,搅拌速度1 800 r/min,浮选用水为自来水,浮选温度为常温。由于试样粒度细,采用较低的矿浆浓度进行浮选试验。粗选矿浆浓度20%,用1 mol/L盐酸溶液或1 mol/L氢氧化钠溶液调节pH值,搅拌5 min使矿浆pH值稳定;加入1%可溶性淀粉作为抑制剂[6-8],搅拌5 min;再加入0.1 mol/L十二胺盐酸溶液作为捕收剂[9-10],搅拌5 min,并再次调节pH值至条件要求。粗选刮泡10 min。在粗选优化条件下,粗精矿进一步精选,精选矿浆浓度12%,抑制剂及捕收剂用量均为粗选的一半,刮泡5 min。采用GB/T 6730.65—2009方法测量矿样中的全铁品位。试验原则流程见图1。
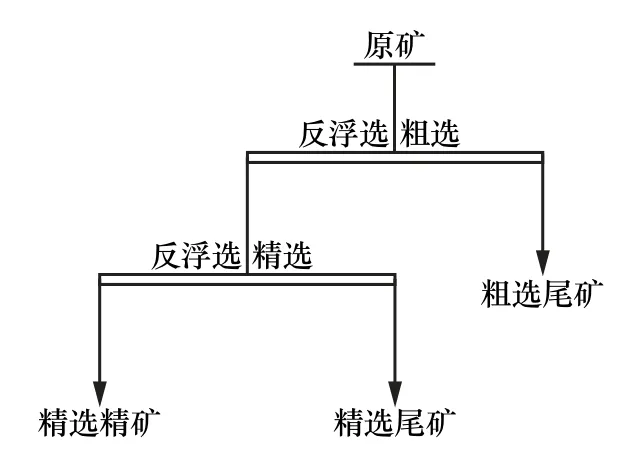
图1 原则流程
3 试验结果及讨论
3.1 pH值条件试验
在矿浆浓度20%、可溶性淀粉用量1 000 g/t、十二胺用量300 g/t条件下,考察了pH值对粗选指标的影响,结果如图2所示。由图2可知,当pH值在2~9之间时,精矿品位在37%~38%之间,而回收率均小于57%;pH=10时,精矿品位较之前降低不大,而回收率显著增加;pH>10后,精矿品位显著降低而回收率增加不大。分析其原因,pH值在2~9之间时,铁矿物处于被抑制状态而脉石受抑制作用不强;pH>9时,脉石随着铁矿物一起被抑制,且pH值越大,这种抑制效果越强。综合考虑,确定适宜的浮选pH值为10,此时粗精矿铁品位为34.70%、铁回收率为70.13%。
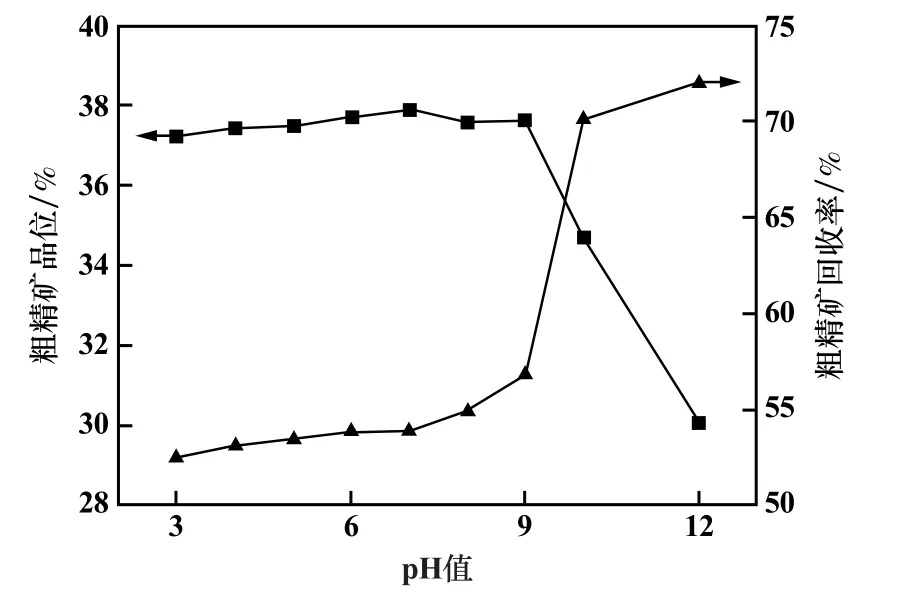
图2 粗选精矿品位和回收率随pH值变化曲线
3.2 可溶性淀粉用量条件试验
在矿浆浓度20%、矿浆pH值10、十二胺用量300 g/t条件下,考察了可溶性淀粉用量对粗选指标的影响,结果如图3所示。由图3可知,可溶性淀粉用量对粗精矿品位影响不大,品位基本保持在34%左右;但可溶性淀粉用量对回收率有一定影响,可溶性淀粉用量500~1 000 g/t时,回收率基本不变;可溶性淀粉用量1 000~2 400 g/t时,回收率增长趋势明显;可溶性淀粉用量大于2 400 g/t后,回收率基本不变。综合考虑,确定可溶性淀粉适宜用量为2 400 g/t,此时粗精矿铁品位34.01%、铁回收率78.92%。

图3 粗选精矿品位和回收率随可溶性淀粉用量变化曲线
3.3 十二胺用量条件试验
矿浆浓度20%、矿浆pH值10、可溶性淀粉用量2 400 g/t条件下,考察了十二胺用量对粗选指标的影响,结果如图4所示。由图4可知,随着十二胺用量增加,粗精矿品位增加,回收率降低。综合考虑,确定十二胺适宜用量为400 g/t,此时粗精矿铁品位35.10%、铁回收率75.50%。

图4 粗选精矿品位和回收率随十二胺用量变化曲线
3.4 优化条件下的开路试验
通过上述条件试验,得到粗选优化条件为:浮选pH值10、可溶性淀粉用量2 400 g/t、十二胺用量400 g/t。在矿浆浓度20%及优化条件下进行粗选,粗精矿在矿浆浓度12%条件下进一步精选,全开路浮选试验流程如图5所示,浮选指标如表4所示。

图5 开路浮选试验流程

表4 开路浮选试验结果
反浮选开路试验最终所得铁精矿品位43.88%、回收率50.93%。所得铁精矿用作该厂磁化焙烧生产线的原料时品质优于目前所用原料(品位33%左右)。
4 结 论
1)我国西部某铁矿强磁选尾矿铁品位较高(TFe品位27.68%),铁矿物主要为镜铁矿、褐铁矿,其次以菱铁矿形式存在,少量铁矿物存在于硅酸铁、黄铁矿、磁铁矿中;脉石矿物主要有石英、斜长石、绢云母、白云母、方解石等硅酸盐矿物;该试样粒度很细,-0.038 mm粒级含量95.19%。
2)采用反浮选方法进行了回收试验,确定了反浮选试验优化条件。在矿浆浓度20%、pH值10、抑制剂可溶性淀粉用量2 400 g/t、捕收剂十二胺用量400 g/t条件下,粗选精矿品位35.10%、回收率75.50%;粗精矿在矿浆浓度12%、pH值10、抑制剂可溶性淀粉用量1 200 g/t、捕收剂十二胺用量200 g/t条件下进一步精选,精选精矿品位43.88%、回收率50.93%。得到的浮选精矿可用作该选厂磁化焙烧生产线的原料。
3)经过一粗一精反浮选得到的铁精矿比目前该厂所用原料品位(33%左右)高10个百分点,提高了该厂现有磁化焙烧原料的品质。
