考虑公差原则应用的统计公差分析方法
2022-12-30周志鹏彭和平常素萍
周志鹏,彭和平,常素萍
(1.武昌首义学院机电与自动化学院,湖北 武汉 430064;2.江汉大学智能制造学院,湖北 武汉 430056;3.华中科技大学机械科学与工程学院,湖北 武汉 430074)
1 引言
三维公差分析技术为了解零件尺寸和几何公差对产品性能的影响提供了一种有效评价工具。常用三维公差分析模型有:统一雅可比−旋量模型、矢量环模型、T−Map模型等[1]。文献[2]介绍了一种确定性公差分析模型,也即统一雅可比−旋量模型,该模型采用小位移旋量(Small Displacement Torsor,SDT)描述公差区域,采用雅可比矩阵实现公差传播。文献[3−4]对该确定性公差模型进行了扩展研究,以实现统计公差分析。文献[5]进一步将该模型与蒙特卡罗模拟技术结合,提出了一种机械装配三维公差再设计的统计方法。
上述三维公差分析方法均考虑了尺寸公差和几何公差综合影响,但均没有考虑关联尺寸公差和几何公差的公差原则的应用。公差原则是处理几何公差和尺寸公差关系的重要原则,零件能否正确装配,并不单单取决于尺寸公差或者几何公差,而是取决于尺寸公差和几何公差的综合影响。在机械产品的设计和生产实践中,如果公差原则能够正确地应用和实施,不仅可以简化零件制造、检验和装配的过程,降低产品成本,提高产品质量,还可以提高零部件的互换性和产品制造的经济效益,最终对提高产品的市场竞争力具有重要意义[6]。公差原则要求包括包容要求(ER)、最大实体条件(MMC)、最小实体条件(LMC)、可逆要求(RPR)等。文献[7]通过结合MMC 和LMC 等材料条件原则,提出了一种基于特征的机械装配公差分析方法。文献[8]进一步扩展了该研究,提出了考虑材料条件MMC、LMC、ER等应用的统计公差分析方法。尽管如此,大多数研究较少考虑公差原则的应用对公差分析的影响,导致公差分析结果不准确。是此,在介绍基于SDT 的三维公差表示模型的基础上,将公差原则的奖励公差建模为旋量参数的附加约束;然后,将这些旋量参数集成到统一的雅可比−旋量模型中,并结合蒙特卡罗模拟技术实现机械装配的统计公差分析。最后,用齿轮装配统计公差分析的实例验证该方法的有效性。
2 统计公差分析
首先讨论考虑公差原则的基于SDT 的三维公差区域描述方法,再结合统一的雅可比−旋量模型,提出了一种统计公差分析方法。
2.1 公差区域的SDT模型
公差区的SDT描述是基于文献[9]提出的旋量模型,该模型使用一组旋量参数来表征零件特征的微小变动。几种三维公差区域的SDT模型及相应的旋量参数范围,如表1所示。

表1 三维公差区域的SDT模型及相应的旋量参数范围Tab.1 SDT Model of 3D Tolerance Zones and Corresponding Torsor Parameter Ranges
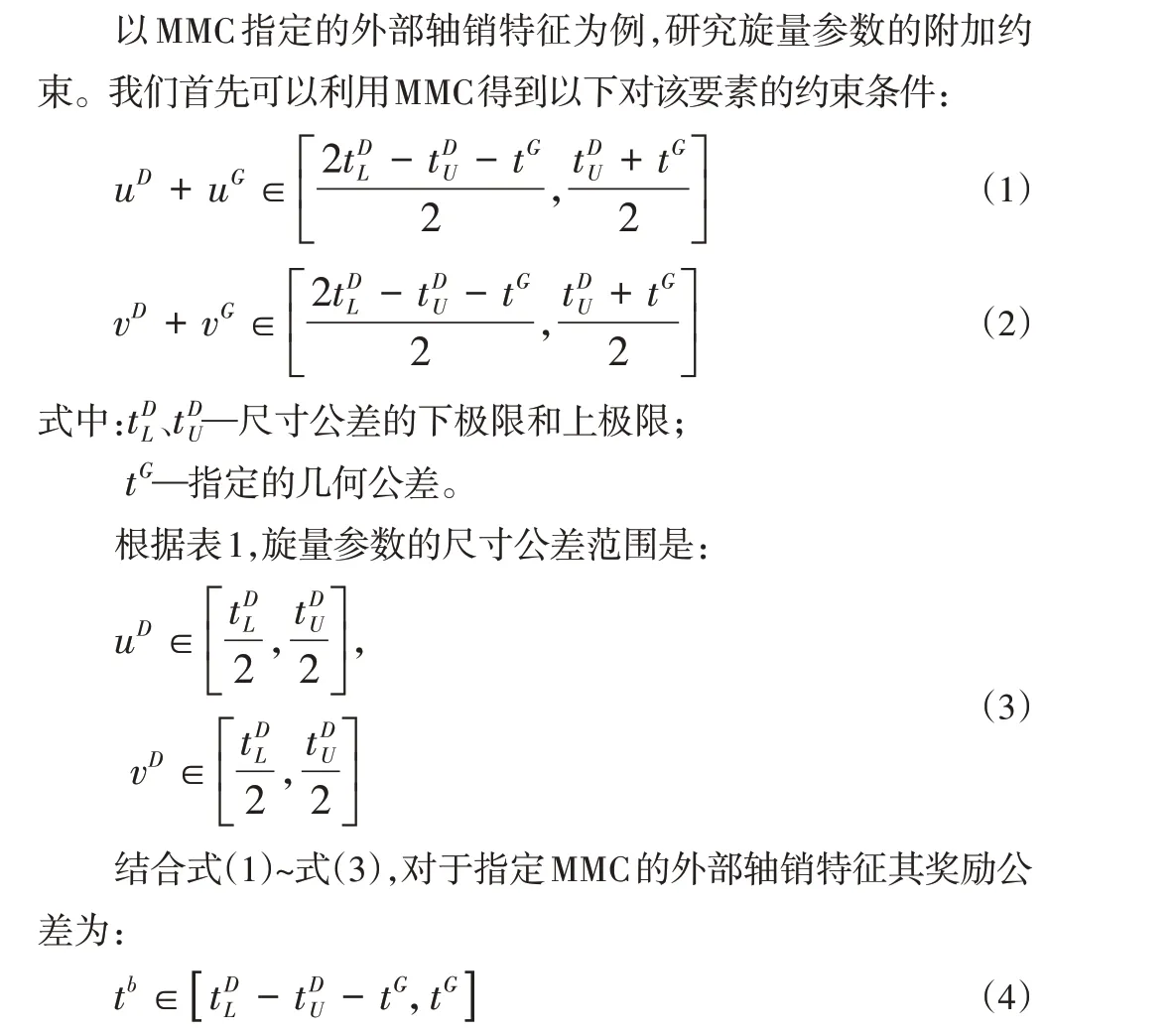
2.2 考虑公差原则的应用
基于三维公差区域的SDT描述方法,我们研究如何将公差原则的奖励公差建模为旋量参数的附加约束。公差原则之包容要求表示实际要素应遵守最大实体边界,其局部实际尺寸不得超出最小实体尺寸,采用包容要求主要是为了保证配合性质,特别是配合公差较小的精密配合,这个要求由放置在尺寸公差后面的符号Ⓔ来表示[10]。最大实体要求可应用于公差特征或基准特征,以保证装配过程中零件的互换性。
如果所考虑的特征尺寸偏离其MMC,则允许几何公差的增加值等于该特征偏离MMC的量[11−12]。最大实体原则的应用通过在特征控制框架中放置符号Ⓜ来表示。最小实体要求主要用于控制最小壁厚,保证零件强度,最小实体要求应用时,如果有关特征偏离其LMC时,所规定的几何公差的增加值等于该特征偏离LMC 的量,其应用通过在特征控制框架中放置符号Ⓛ来表示[11−12]。可逆要求,利用几何公差补偿尺寸公差,使得零件更具有经济性。如图1所示。

图1 指定了MMC的轴销特征Fig.1 The Pin−Shaped Feature Specified MMC
类似地,考虑公差原则应用的影响时,对于外部特性(轴销∕凸起)和内部特性(孔∕槽)的旋量参数的一般约束和附加约束,如表2所示。

表2 应用公差原则时外部特征和内部特征旋量参数附加约束Tab.2 Additional Constraints of Torsor Parameters for External & Internal Features When Applying Material Conditions

2.3 统一雅可比-旋量模型
为了表示功能要素(FE)变动对产品功能要求(FR)的累积影响,Desrochers等将雅可比矩阵和旋量表示模型结合起来,开发了统一的雅可比−旋量模型[2],即:

2.4 统计公差分析
式(5)所示的统一雅可比−旋量模型是一个确定性公差分析模型,需要采用大量随机值来运行该模型才能使其成为一个统计模型。首先,根据装配FR识别出有效FE副,构建相应的公差分析旋量链;基于各种要素副的尺寸、几何公差以及公差原则的影响,得到了各SDT要素的变化范围。在确定了这些SDT的分布规律和废品率后,即可确定了SDT分量的统计参数。然后,利用根据SDT分量的统计参数所产生的大量随机值运行统一雅可比−旋量模型,得到FR仿真结果。对这些FR数据进行统计分析后,可得所需分析方向上的FR变化区间,从而实现统计公差分析。
3 实例分析
这里给出了一个齿轮装配统计公差分析实例来验证所提出的方法。该装配由齿轮轴1、右轴套2、齿轮箱3、箱盖4和左轴套5组成,如图2所示。

图2 齿轮装配图Fig.2 The Gear Assembly
左轴套5孔的右端面和齿轮轴1的轴肩的水平位移(y轴方向)的变动是装配的FR。该装配几个主要零件的尺寸和公差,如图3所示。

图3 零件的尺寸和公差详图Fig.3 The Detail Drawings of Part Dimensions and Tolerances
3.1 功能要素副确定
如图2所示,与该装配FR相关的有效FE副有12个,它们是齿轮轴1的表面元素S1,1、S1,2和S1,3;右轴套2的表面元素S2,1、S2,2和S2,3;齿轮箱3 的表面元素S3,1和S3,2;箱盖4 的表面元素S4,1和S4,2;左轴套5的表面元素S5,1和S5,2。
该装配FR旋量是要素S5,1相对于要素S1,1的旋量,用旋量τ5,1∕1,1表 示,该 旋 量 由τ5,1∕5,2、τ5,2∕4,2、τ4,2∕4,1、τ4,1∕3,2、τ3,2∕3,1、τ3,1∕2,2、τ2,2∕2,1、[τ21]KFE、和τ1,2∕1,1组 成。其 中 接 触 旋 量[τ21]KFE是 通 过 对 圆 柱 面 接 触 旋 量τ2,3∕1,3和 平 面 接 触 旋 量τ2,1∕1,2的并行操作而获得的旋量。
在此,我们还假设:表面S5,2和S4,2,、表面S4,1和S3,2,、表面S3,1和S2,2完美接触,忽略固定接触旋量τ5,2∕4,2、τ4,1∕3,2、τ3,1∕2,2对装配FR的贡献。
3.2 公差原则的应用
根据图3所示零件图的尺寸和几何公差(包括公差原则),我们确定该装配FR的旋量链中各组成SDT的变动范围。

对于τ1,2∕1,1我们有:

3.3 公差分析模型的建立
在确定SDT各组成元素的约束范围后,该齿轮装配公差分析的统一雅可比−旋量模型表示为:

3.4 统计公差分析的实现
如前所述,我们需要采用大量的随机值运行式(8)所表示的模型,实现统计公差分析。为了对不同的SDT分量产生大量的随机值,我们需要根据给定的分布类型和废品率获得每个SDT的统计参数,各FE旋量的统计参数,如表3所示。

表3 各个FE旋量的统计参数Tab.3 Statistical Parameters of FE Torsors
3.5 模拟结果的统计分析
在本例中,考虑到随机数生成的便利性,我们采用MATLAB软件编程实现式(8)的矩阵运算,并调用MATLAB统计工具箱中的函数生成服从不同分布的随机值,比如:调用normnd()函数来生成服从正态分布的随机值等。
本例指定迭代次数为10,000次,通过对式(8)进行10,000次迭代计算,得到每个FR组成要素的10,000个模拟计算值。根据迭代计算结果,FR的v分量变动直方图,如图4所示。由图可知其呈正态分布。获得FR的v分量的平均值为:μ=−0.04373,其标准差为:σ=0.07051;采用3σ统计公差分析方法,我们可以获得FR的v分量变动位于区间[−0.25526,+0.16780]。于是,该装配统计公差分析得以实现。

图4 FR的v分量的柱状图Fig.4 Histogram of v−Component of FR
4 结束语
提出了一种考虑公差原则影响的统计几何公差分析方法。该方法不仅考虑了尺寸公差和几何公差的综合影响,还集成了公差原则应用(比如:ER、MMC和LMC等)的影响,从而使公差分析的结果更准确,更符合工程实际。此外,所提出的方法与ISO几何公差标准兼容,且易于集成到计算机辅助三维公差设计系统中。