悬臂式大量程精密三维轮廓测量仪的研制
2022-12-27邹华东林胜鹏张志田
邹华东,林胜鹏,张志田
(清远职业技术学院机电与汽车工程学院,广东清远 511510)
0 引言
在汽车及其零部件、轴承、内燃机、纺织机械等机械制造行业,大量复杂零件存在着高精度测量的要求,如汽车轴承的滚道、箱体的直径、表面粗糙度和形位误差的测量,传统的表面形貌与粗糙度测量仪器不能适应大量程下大曲率、长沟道等异型曲面表面的动态连续绝对测量,无法满足凸轮形状、轴承孔径与齿轮渐开线等高精度大曲率检测的要求。在新型材料的设计与改型方面,对于材料表面的性能分析中有非常重要的一块是对材料表面微观三维形貌的分析处理,目前的表面粗糙度测量仪大都仅仅对表面进行二维评价,对于三维的特征评价指标目前市场上很少有成型产品[1-3]。
目前,对工程表面粗糙度与轮廓同时测量的仪器还十分缺乏。目前英国泰勒·霍普森生产的Form Talysurf PGI表面粗糙度轮廓仪,采用位相光栅干涉的方法,使用60mm长金刚石测杆,测量量程可达12.5mm,分辨率高达0.8nm。这种基于柱面光栅的大量程轮廓测量仪,采用杠杆结构,大量程测量时,杠杆旋转角度过大,测量接触点与测量力变化大,导致较大的横向线性误差;其次,它的基于光栅原理的增量计数方式与无零位结构,当杠杆受外界剧烈冲击时,易产生误计数的累积误差,降低了测量速度,不便于阶梯与陡坑的测量。哈量生产的基于电感式的轮廓测量仪,采用两级杠杆放大结构的方式,实现大量程轮廓的测量,虽然克服了无零位与光栅计数误差累积的问题,但由于传感器本身的测量范围有限,测量范围放大的结果使其非线性误差增加,难以满足工件表面高精度测量的要求,目前测量范围:4/20mm,测量精度:0.3%,分辨力:0.25μm/4mm,1.25μm/20mm。华中科技大学研制的基于迈克尔逊的杠杆式激光干涉测量仪与柱面光栅干涉仪,虽然结构简单,易于实现,也极大提高了轮廓测量精度与测量范围,但由于两者都采用脉冲计数方式,在抖动剧烈环境下,易产生误计数的缺点,同样也不适合阶梯与陡坑的测量[4-6]。
分析上述的几种大量程轮廓仪可以看出:一方面它们测量方式上采用单传感器的结构,无法完成真正大量程的测量,并且测量精度也难以得到保证;另一方面由于采用杠杆的测量结构,当杠杆旋转角度过大时,探针实际触点与被测点相差较大,不能反映真实表面信息。
目前现代制造产业正蓬勃发展,这些产业制造的复杂零件需要对其表面加工的质量进行监控测量,以确保产品的整体品质,而目前该类产品基本的精密轮廓测量以控制其加工精度,对于提升产品质量有促进作用,而对复杂零件表面的轮廓与粗糙度进行同步测量目前技术难度较大,所以对该类产品的需求较为迫切,本项目研制的仪器的目的正是基于这方面的考虑,如能够成功开发并应用于相关产业,能够产生较高的经济效益,对于精密制造业的品质控制具有促进作用。
1 仪器基本原理
整个系统大致有硬件和软件两大部分,硬件的主体包含有电感测微系统、应变片测力系统、运动控制系统,软件主要包括数据采集系统、表面粗糙度测量软件、表面轮廓测量软件,各个部分协调工作,以完成复杂形状工件的表面轮廓和表面粗糙度测量。具体如图1所示。
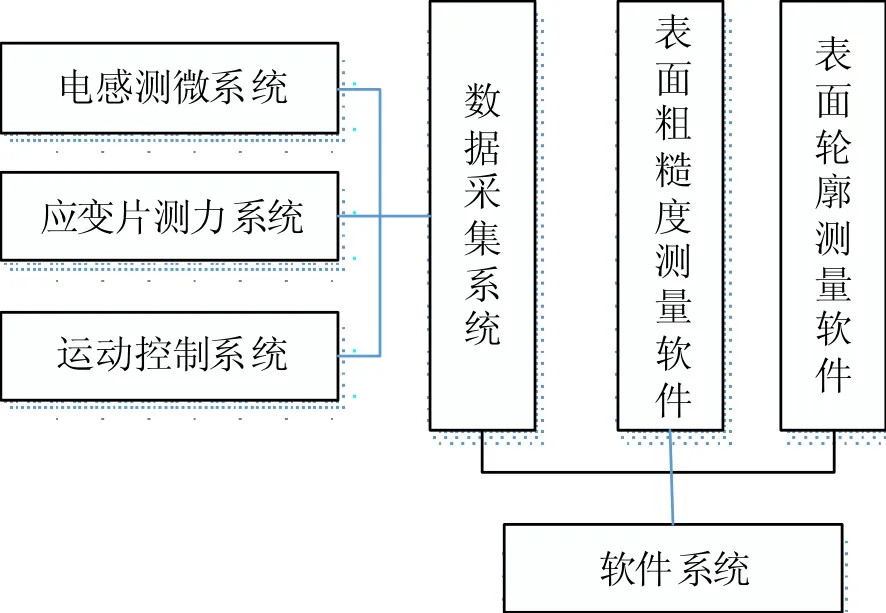
图1 仪器系统的基本构成
1.1 二维微位移传感器基本原理
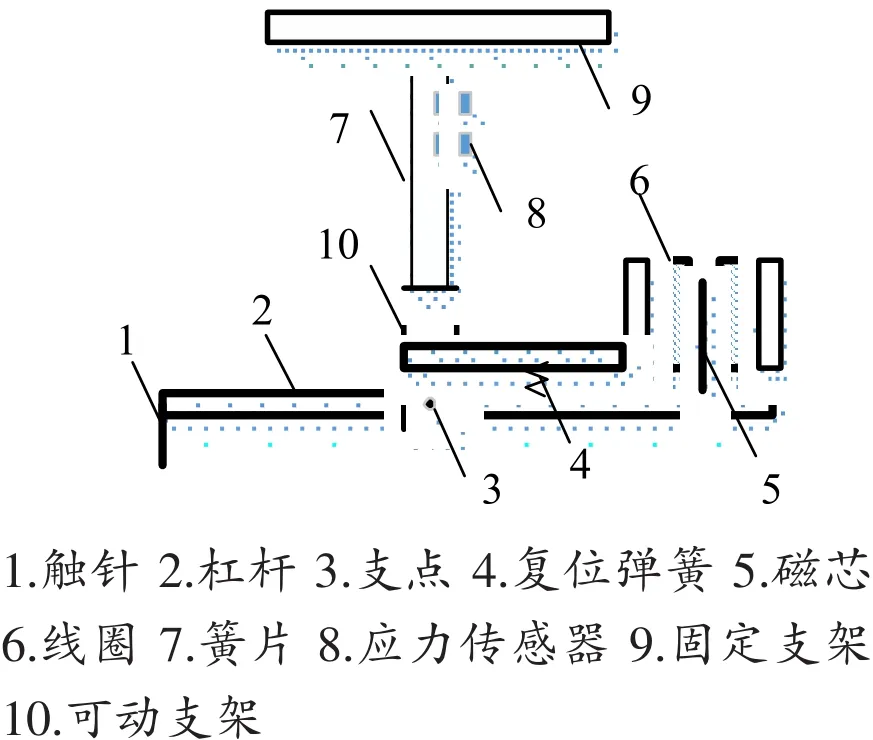
图2二维微位移传感器
图2 为大量程二维微位移传感器的基本原理。该传感器主要由1个电感位移传感器和1个力传感器组成。其中垂直方向的电感微位移传感器为主传感器,负责检测表明形貌在垂直方向的起伏变化,力传感器是辅助传感器,当触针在水平方向遇到较大阻力时(遇到陡坑),此时簧片7发生变形,电阻应变片8检测到形变后阻值变化,电阻变化经处理电路转换成受力值,当该值超过设定阈值时,计算机控制扫描工作台下降使触针顺利通过陡坑。电感位移传感器和力传感器都是安装在可动支架7上,可动支架和固定支架通过可变形簧片7连接到一起。当触针发生垂直位移时,杠杆绕支点转动,磁芯与线圈间发生位移,触针在水平方向受力时,可动框架连接的簧片发生变形位移,电阻应变片的阻值发生变化。这样该传感器能够完成双方向的探测。
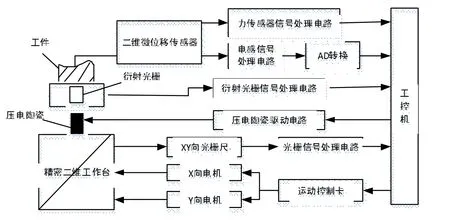
图3仪器测量原理
1.2 仪器测量原理
图3 为轮廓测量仪的测量原理。对工件进行测量时,X-Y方向伺服电机驱动工作台按照规定轨迹逐个点行进,此时工件表面的形貌起伏带动触针上下移动,由电感处理电路处理后转变为电压信号,经过AD采样和数据处理后获得其高度方向上的微小位移信息。
测量过程中遇到陡坑时,触针受力产生导致簧片变形,应力传感器检测到后由处理电路进行处理,如果应力超过阈值,压电陶瓷驱动器驱动垂直位移扫描工作台下降,使得触针顺利通过陡壁,衍射光栅位移传感器记录垂直位移扫描工作台的垂直位移量,并加入到由原来电感信号获取的位移量中。最后得到的数据结果送入评定软件进行处理,得到最终测量结果。
除此之外,为扩大量程范围和保证电感工作在线性区域,当电感传感器获取的垂直方向位移信号超过规定阈值时,垂直位移工作台驱动工件朝反方向运动设定距离,使得传感器工作在正确区域,以确保获取到正确数据,减少测量误差。
2 测控电路设计
2.1 信号处理电路
电感信号的处理采用基于AD598的信号处理电路,详细见参考文献7,主要的处理过程为电感信号经过AD598芯片进行转换后变为电压信号,完成后由智奕乐电子公司的AD采集卡USB6005采集,测量数据经USB转串口发送到计算机,由于电压值大小与电感测头位移成正比例关系,所以计算机根据获得的数据可以获得对应的高度位移信息。
对于应力传感器信号的处理需要准确、高精度和快速的转换处理,常用的HX711处理芯片由于响应速度慢,不适合该场景使用。AD7190是一款超低噪声ADC,内置E-△调制器、缓冲器、PGA和片内数字滤波,主要用于测量宽动态范围信号,该器件的抗噪能力很高,非常适合传感器测量、工业和过程控制应用。
AD7190具有128倍PGA,增益误差最大是50ppm,这个参数是很优秀的,同时积分非线性INL最大为±5ppm,4.8khz最高速率,并提供SINC3与SICN滤波器,非常适合传感器测试,工业和过程控制应用,特别广泛应用于电子秤和压力测量。这款器件可配置为两路差分输入或四路伪差分输入,可以对输入进行缓冲,也可以不缓冲。图4为基本应用电路图,IN+、IN-、OUT+、OUT-分别对应传感器电桥电路的四个引出端子。
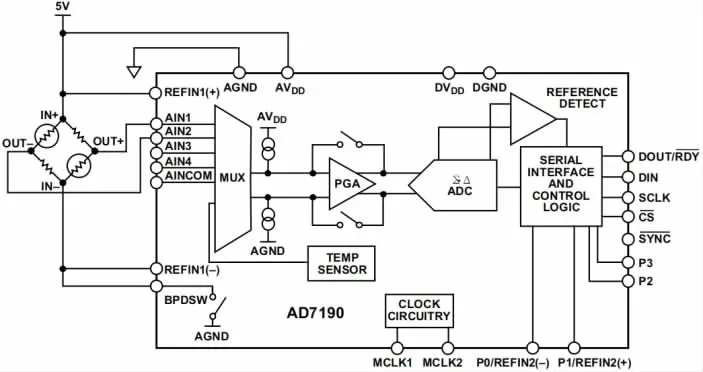
图4 基本应用电路图
AD7190的串行接口包含四个信号:CS、DIN、SCLK、DOUT/RDY。DIN 线路用于将数据传输至片内寄存器中,DOUT/RDY则用于从片内寄存器中获取数据。SCLK是器件的串行时钟输入,所有数据传输(无论是DIN上还是DOUT/RDY_上)均相对于SCLK信号进行。图5为AD采集电路图,AD7190芯片通过 SCLK,DOUT,DIN 引脚分别和主控芯片STM32F103C8T6的PB4,PB5,PB6引脚连接,两者之间采用SPI通讯。主控芯片通过SPI通讯可以获取AD7190的转换值,完成后通过串口发送给计算机,计算机根据转换值可以获取二维微位移传感器的受力情况,通过受力判断来控制垂直位移工作台的垂直位移。
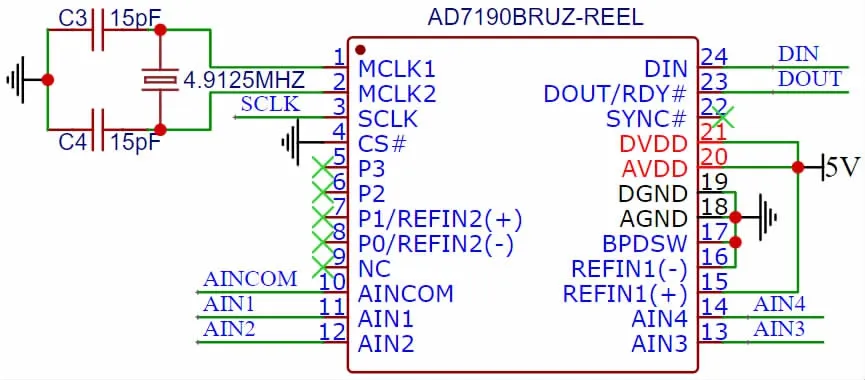
图5 AD采集电路图
2.2 运动控制电路
三维轮廓测量仪的运动控制电路主要用于控制包括X-Y精密位移工作台和压电陶瓷驱动Z方向垂直位移工作台。图6为运动控制电路的框图。

图6 运动控制电路的框图
衍射光栅位移传感器用于Z方向垂直位移工作台的位移计量,光栅位移传感器的信号经过差分放大电路处理后,经过过零比较器,转换为两路相差为90度的方波信号,方波信号经过通用可编程逻辑芯片GAL20V8作四细分处理,完成后送入单片机进行辨向和计数,最后将数据送入计算机进行处理得到Z方向的位移。当压力传感器处理电路采集到的数据超过阈值时,触发垂直位移传感器向下进行运动,其运动控制由计算机数据给单片机,单片机获得数据信息后将其转换为16位数字信号,控制16位D/A转换芯片AD669进行DA转换,然后通过高压驱动电源驱动压电陶瓷驱动器进行移动,并根据反馈回来的Z向位移信息进行闭环控制。
X-Y精密位移工作台由计算机通过雷赛运动控制卡DMC1340发出对应的方向和脉冲信号,信号经过伺服驱动器后控制伺服电机按照预定的采集路径进行信号采集,每经过一个位置点,电感测微传感器采集一次Z方向的位移信息。
3 三维轮廓评定软件实现
在C++builder6.0开发环境下开发了三维轮廓评定软件,在软件界面上有测量参数、滤波方式、评定区域和评定参数选择,还可以直观地看到测量、滤波及评定效果以及控制伺服电机速度,形成一个虚拟仪器人机交互界面。
评定参数中除了国标中规定的Ra、Rz、Ry、S、Sm、tp外,还有根据 GB/T33523规定的 14 个形貌参数[2,7],分别为 Sq、Sz 、Ssk、Sku 、Str 、Sal、Std、SΔq 、Ssc、Sdr 、Sbi、Sci和 Svi。
三维轮廓测量软件的主体界面如下:
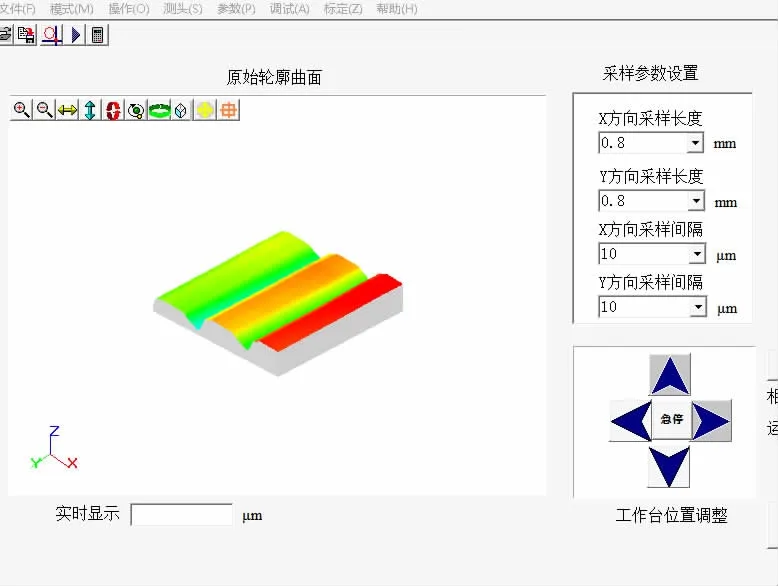
图7 三维轮廓测量软件主体界面
4 实验结果
4.1 仪器精度测试
为了验证仪器的精度,对中国计量院提供的A8149多刻线样板进行了测量,样板的标准值为0.344μm,采样间隔为1μm,采样长度l=0.4mm,评定长度Ln=2l=0.8mm。在同一位置反复测量5次后,得到示值误差为4.2%,示值变动性为3.5%。图8为其中一次的粗糙度曲线,评定结果为0.32μm.
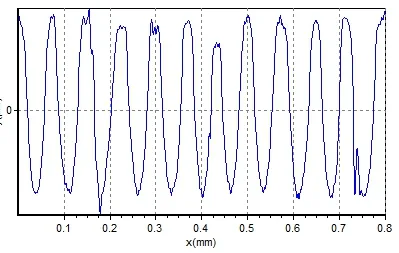
图8 标准样块的轮廓曲线
4.2 应用测试
为检测轮廓测量仪对于起伏较大工件的测量效果,取直径为2mm的钢球进行测量。图9为直径为2mm的钢球原始轮廓测量曲线,经多项式滤波后的表面粗糙度曲线见图10,取样长度为0.25mm,评定长度Ln=2l,测得 Ra为 0.41μm。
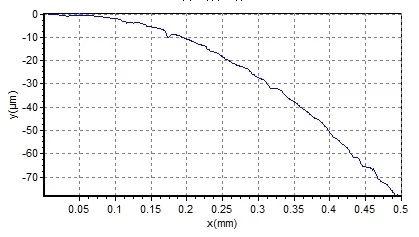
图9 钢球表面轮廓测量曲线
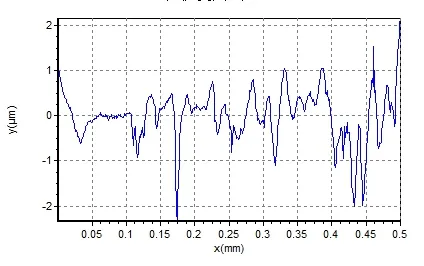
图10 钢球表面粗糙度曲线
5 小结
本文介绍的悬臂式大量程轮廓测量仪,采用二维微位移传感器,配合垂直位移工作台,对于深沟类和表面轮廓起伏较大的部件也能够满足测量要求,三维轮廓评价软件具有测量形貌和评价表面粗糙度等功能。
