动态低O2和高CO2气调处理对“Bartlett”梨乙烯生成和货架品质的影响
2022-12-14董宇支欢欢
董宇,支欢欢
(1.青海大学青海省农林科学院,青海西宁 810016)(2.俄勒冈州立大学园艺系,美国胡德里弗 97031)(3.青海大学青藏高原生物技术教育部重点实验室,青海省马铃薯育种重点实验室,青海西宁 810016)(4.青海省农业有害生物综合治理重点实验室,青海西宁 810016)
在美国西北地区(主要包括华盛顿州和俄勒冈州),“Bartlett”梨(Pyrus communisL.)是目前种植面积仅次于“d’Anjou”梨的重要西洋梨品种之一[1]。作为典型的呼吸跃变型果实,西洋梨需达到需冷量阈值,即经过低温(1 到-1.1 ℃)处理后,才能启动果实在货架市售过程中(20 到24 ℃)后熟、软化,并散发出诱人的香气[2-6]。对于美国西北地区所产的“Bartlett”梨,果实在冷库(-1.1 ℃)贮藏~30 d 后可激活其后熟软化,如果是在气调环境中(O2体积分数为2.00%~2.50%且CO2体积分数<1.00%)则需要~60 d才能启动后熟[7,8],由此可知气调贮藏能增加“Bartlett”梨果实的需冷量。如果果实需冷量未达到阈值,则在市售过程这些果实将可能丧失软化能力或需要更长的货架时间才能变软,此时果实因香气不足,口感极差,严重影响消费者的购买欲[2-4,6]。此外,本实验室前期研究发现降低O2体积分数从2.00%到1.00%可显著延长“Bartlett”梨的需冷时间,使其软化速度变慢,但果实腐烂率和褐斑病发病率均低于2.00% O2贮藏的果实[9]。因此,如何在降低O2浓度的同时不影响梨果实后熟软化,并抑制相关生理病害发生,是西洋梨包装厂所面临迫切解决的关键问题。
目前研究已证实‘Bartlett’梨果实软化速度是受乙烯所调控[2-4,10,11]。但采收时梨果实内源乙烯生成量很低,故采后无法立即启动后熟软化,因此需要在低温贮藏过程中逐渐增加果实内源乙烯合成相关酶活性[如1-Aminocycloporopane-1-Carboxylic Acid (ACC )Oxidase(ACO)和ACC Synthase(ACS)酶]以及相关基因表达(如PcACS1a和PcACO1),以便在货架过程中生成大量乙烯,促进果实后熟,释放香气[12,13],而较低的O2浓度可显著抑制ACC 和ACS 酶活性,最终延缓果实后熟软化。但如果过度延长贮藏时间则会增加果实生理病害的发生(如腐烂率和褐斑病发病率>30.00%,超出包装厂可接受的范围),并伴随着果肉干缩、汁液少、木栓化严重、香气丧失[14-18],最终造成终端消费市场大范围退货,严重影响包装厂和果农收益。因此,在气调贮藏过程中,找到最适出库包装时间且降低生理病害发生,对整个西洋梨产业具有重要意义。故本试验采用动态低O2和高CO2浓度处理“Bartlett”梨,对比2 个商业出库时间梨果实的货架品质和生理病害发生率,为商业化应用提供理论依据。
1 材料与方法
1.1 材料与仪器
1.1.1 材料
从2019年8月17日到8月27日,“Bartlett”梨陆续采自以下10 个果园,编号为Lot021、Lot123、Lot301、Lot320、Lot333、Lot361、Lot450、Lot655、Lot850 和Lot854(Hood River,Oregon,USA)。每个果园选择成熟度相近、无病虫害和机械损伤的果实(采收时各果园的果实硬度未测定),立即放入储梨箱(每个储梨箱1.50×1.50×1.00 m,每箱~1500 kg)中,共计100 个,其中Lot320 和Lot655 果园200 箱。将Lot122、Lot301、Lot320、Lot655、Lot850 和Lot854 果园的梨果实(每个果园100 箱)放入Duckwall-Pooley 包装厂的商业气调库CA 23(0 ℃);Lot021、Lot320、Lot333、Lot361、Lot450 和Lot655 果园的梨果实(每个果园100箱)放入气调库CA 24(0 ℃)。待所有果园果实入库后,开始进行气调处理,且贮藏温度由0 ℃降至-1.1℃。在2019年12月3日(第一次出库包装时间每个果园取出3 个储梨箱)和2020年1月21日(第二个出库包装时间每个果园取出97 个储梨箱)分别从CA 23 和CA 24 气调库中取出“Bartlett”梨,随后进行清洗、分拣及包装处理,然后将包装后的各果园果实取6 箱(每箱100 个果实),立即运回美国俄勒冈州胡德里弗农业研究和推广中心进行货架品质及生理病害调查。
1.1.2 仪器设备
实时乙烯数量监测仪,美国Strella 公司;GC-8A型气相色谱仪,日本Shimadzu 公司;GS-14 型质构仪,南非Güss 公司;FRM01-F 型果实叶绿素含量测定仪,意大利Sinteleia 公司;6001 型榨汁机,美国Acme 公司;PAL-1 型手持数字糖度计,日本Atago 公司;DL-15型自动终点滴定分析仪,美国梅特勒公司。
1.2 材料处理
2019年8月27日,待所有果园果实放入到CA 23和CA 24 气调库后开始进行气调处理。CA 23 的O2和CO2体积分数在气调处理的第6 d(2019年9月2日)稳定在2.25%和0.90%。气调库CA 24 的O2和CO2在气调处理的第6 d(2019年9月2日)到2019年11月1日一直稳定在0.90%和0.06%,随后上升至1.25%和0.17%。在第一次出库包装时间(2019年12月3日),当所有样品从CA 23 和CA 24 气调库中取出后,迅速通入N2并在6 h 后将各气调库中O2和CO2浓度调整到相应浓度。
将包装处理后的各气调库各果园果实分别置于20℃货架下贮藏5 d,测定第1 和5 d 的果实品质变化,每个时间点各气调库各果园用果3 箱,每箱果实为1组重复。
1.3 测定指标与方法
1.3.1 气调库中相对乙烯数量测定
6 个实时乙烯数量监测仪分别放置在气调库CA 23或CA 24 的四个角落以及最上层和最下层储梨箱。实时乙烯数量监测仪从气调开始之日(2019年8月27日)开始记录,但由于各气调库中乙烯相对数量较低,未达到仪器检测的最低阈值,所以2019年10月3日之前的数据未显示在图1中。从2019年10月3日开始,实时乙烯数量监测仪开始检测到两个气调库相对乙烯数量(CA 23 和CA 24 中相对乙烯数量分别为20.12 和22.09),并在每天中午12 点测定一次,同时传输回美国Strella 公司,数据为6 个实时乙烯测定仪所测数值的平均值,记为n。

图1 气调库CA 23 和CA 24 中相对乙烯数量和预测CA 24 最适出库包装时间Fig.1 Relative ethylene cumulative in CA 23 and CA 24 and predict the optimum packing time in CA 24
1.3.2 乙烯生成率
从各果园各重复中随机选取5 个果实,将果实放置于3.8 L 玻璃罐中,20 ℃密封1 h,随后抽取1.00 mL 气体样品注射到气相色谱,利用火焰电离检测器和Porapack Q 柱(网孔为80/100,直径3.00 mm,长2.00 m)测定气体样品中的乙烯含量,注入和检测温度分别为90和140 ℃,载体气体流速为0.80 mL/s,单位为μL/(kg·s)。
1.3.3 果实硬度
从各果园各重复中随机选取10 个果实,沿果实赤道部位等距离的两个位置,用刀削去2.00 mm 厚果皮,用直径为11.10 mm 的探头,测试距离为9.00 mm,以探头插入果肉时受到最大阻力即为果实硬度(N),10个果实为1 个重复,取平均值。
1.3.4 果皮叶绿素含量测定
在测定果实硬度之前,先用叶绿素测定仪沿果实赤道部位等距离的两个位置进行测定,单位为IAD。
1.3.5 可溶性固形物含量
测定完果皮叶绿素含量和果实硬度后,从各重复切取100.00 g 果肉,用榨汁机进行榨汁,可溶性固形物含量用数字糖度计进行测定,单位为%。
1.3.6 可滴定酸含量测定
采用自动终点滴定分析仪测定可滴定酸含量,量取上述果汁10.00 mL,加入40.00 mL 蒸馏水,放入终点滴定分析仪样品槽中,用0.10 mol/L NaOH 溶液进行滴定,滴定终点设置为pH 值8.10,公式如下:

式中:
0.1——NaOH 标准溶液浓度,mol/L;
0.067 ——苹果酸的系数;
50——反应液总体积,mL;
10——果汁体积,mL;
100——榨汁前称取果肉的总质量,g;
A——可滴定酸含量;
V——消耗NaOH 溶液体积,mL。
1.3.7 腐烂率
在梨果实进包装线前,随机对每一个果园挑选100个果实进行腐烂率统计。将发生腐烂的果实定义为发病果实,并根据公式:

式中:
B——果实腐烂率;
n1——发病果实个数;
n0——总果实个数。
计算果实腐烂率,各果园重复3 次。
1.3.8 褐斑病发病率
参考Zhi 等[19]方法,在20 ℃货架下贮藏5 d 后统计果皮褐斑病发病率。将发生褐变面积>0.60 cm2定义为发病果实,根据公式:

式中:
C——褐斑病发病率;
x1——发生褐斑病果实个数;
x0——总果实个数。
计算果实褐斑病发病率,各处理重复中随机选取30 个果实。
1.4 数据处理
本试验数据采用SPSS 19.00软件进行Fisher’s LSD三因素方差分析,p<0.05 表示差异显著。同时,利用Excel 软件进行线性分析并做图。
2 结果与讨论
2.1 气调库中实时变化的相对乙烯数量
当气调库CA 23 和CA 24 的O2和CO2体积分数分别稳定在2.25%和0.9%以及0.90%和0.06%后,从2019年10月3日到2019年11月1日CA 23 和CA 24 中的相对乙烯数量分别由20.12 和22.09 上升到25.53 和26.70,且两者之间无差异。Lee 等[20]研究发现当气调处理的O2体积分数低于1%时,随着贮藏时间延长,梨果实表皮组织细胞逐渐死亡并形成黑色斑点。Drake[21]研究发现提高气调处理中CO2体积分数可抑制果实腐烂率和果心褐变。因此,本试验在2019年11月1日将气调库CA 24 的O2和CO2体积分数分别调升至1.25%和0.17%,以避免果实因品质问题对包装厂造成损失。通过实时监测气调库中相对乙烯量发现,从2019年11月6日之后气调库CA 23 中的相对乙烯量增速加快,并在2019年11月20日其相对乙烯量显著高于气调库CA 24(CA 23 和CA 24 中相对乙烯数量分别为41.02 和36.25)。随着贮藏时间延长,气调库CA 23的相对乙烯量迅速增加,并在2020年1月21日其相对乙烯量是气调库CA 24 的1.73 倍(CA 23 和CA 24中相对乙烯数量分别为94.83和54.88)。上述结果表明,降低O2以及增加CO2体积分数能抑制“Bartlett”梨贮藏过程中乙烯释放,但是否影响果实品质及相关生理病害发生是本试验接下来的研究重点。此外,对比之前研究结果[1,8,9,11,19],本试验首次利用实时监测乙烯设备对西洋梨气调库中乙烯数量进行测定,比传统气相色谱测定方法更加直接和高效,对包装厂精确地找到最适出库包装时间提供有力支持。
商业气调贮藏的“Bartlett”梨主要销售季是在每年的12月初到次年1月低。因此,本试验选择在2019年12月3日和2020年1月21日开库包装,并对包装后的“Bartlett”梨在货架过程中的品质及生理病害发生进行分析,为动态低O2和高CO2气调处理的商业化应用提供有力证据。
2.2 20 ℃货架贮藏1 d 后果实品质变化
由表1可知,在20℃下贮藏1 d 后,两次出库包装时间、不同气调库以及不同果园之间乙烯生成率、果皮叶绿素、可滴定酸和腐烂率均称极显著差异(A、B、C,p<0.01)。例如与第一次出库包装时间相比,除CA 23Lot301 [从25.18 μL/(kg·s)下降至24.66 μL/(kg·s)]和Lot854 [从35.49 μL/(kg·s)下降至26.97 μL/(kg·s)]乙烯生成率降低外,其他果园果实的乙烯生成率在第二次出库包装时均增加。此外,CA 24 Lot021 [乙烯生成率为46.52 μL/(kg·s)]、Lot320 [乙烯生成率为44.97 μL/(kg·s)]、Lot333 [乙烯生成率为44.14 μL/(kg·s)]和Lot361 [乙烯生成率为49.58 μL/(kg·s)]果实的乙烯生成率高于CA 23 的各个果园。之前研究发现,当CO2体积分数<0.10%时,降低O2体积分数可抑制果实乙烯生成率[1,8,9,11,19],但本试验结果与之相反。

表1 20 ℃货架贮藏1 d 后“Bartlett”梨乙烯生成率、果实硬度、果皮叶绿素、可溶性固形物、可滴定酸和腐烂率Table 1 Changes in ethylene production rate,fruit firmness,peel chlorophyll content,soluble solids content,titratable acidity,and decay after 1 d at 20 ℃
Wang 等[22]用 MAP ( Modified Atmosphere Packaging)处理“Bartlett”梨后发现,当MAP 中O2体积分数由21.00%下降至15.70%~17.50%且CO2体积分数由0.00%上升至3.80%~5.70%时,MAP 处理的果实在货架过程中能生成较高的乙烯量,并保持较高的果实硬度,抑制果皮叶绿素降解。但气调贮藏的“Rocha”梨降低O2体积分数同时升高CO2体积分数将对其造成严重的果肉褐变[23]。本试验结果发现,“Bartlett”梨乙烯生成对气调中O2和CO2体积分数变化反应较敏感,即低O2(0.90%~1.25%)和高CO2(0.06%~0.17%)处理可抑制贮藏过程中果实乙烯释放,但提高了货架初期乙烯生成率,这对激活货架后期果实快速软化[10]及香味散发[24]具有重要作用。通过对比两次出库时间,各果园的果实硬度在贮藏过程中均呈下降趋势,但是CA 23 和CA 24 之间无显著差异(B,p=0.36)。此外,不同出库包装时间和气调库(A×B,p=0.60)以及不同出库包装时间、气调库和果园(A×B×C,p=0.14)都未影响果实硬度,表明降低O2和升高CO2对果实硬度的影响与商业气调作用效果一样。此外,不同出库包装时间、气调库以及果园(A×B×C,p=0.60)也未影响可溶性固形物含量变化。但是,无论是不同出库包装时间、气调库以及果园,降低O2同时升高CO2这一动态调节均能延缓果皮叶绿素降解(图2),抑制果实腐烂率增加。尽管气调库CA 23和CA 24 中贮藏了多个果园的果实,但是Lot320 和Lot655 的果实在上述气调库中都有贮藏。通过对比气调库CA 23,CA 24 中Lot320 和Lot655 的果实在两次出库包装后都维持了较高的乙烯生成率、较绿的果皮颜色(图2)以及低腐烂率,表明动态低O2和高CO2体积分数处理对保证“Bartlett”梨出库品质具有重要作用。

图2 20 ℃货架贮藏1 d 后气调库CA 23 和CA 24 中各果园的“Bartlett”梨Fig.2 The ‘Bartlett’ pears stored in CA 23 and CA 24 from different orchards after 1 d of storage at 20 ℃
2.3 20 ℃货架贮藏5 d 后果实品质变化
与美国西北部地区所产的其他西洋梨品种(“d’Anjou”、“Comice”和“Bosc”)不同,“Bartlett”梨属于夏梨(summerpear),其乙烯生成率较高和果实软化速率较快。例如,用乙烯受体的抑制剂1-MCP(1-methylcyclopropene)处理“Bartlett”和“d’Anjou”梨时,0.15 μL/L 1-MCP 浓度能完全抑制“d’Anjou”梨变软[14],但对“Bartlett”梨则需将1-MCP 浓度提高至0.30 μL/L[7],这表明“Bartlett”梨自身能生成大量乙烯,可加速果实软化及香气释放。而随着贮藏时间延长,果实衰老进程加快,果实自身生成乙烯能力逐渐下降,因此较低的乙烯量无法启动果实正常软化,此时果肉干缩汁液少、木栓化严重,且香气不足[1,9,17,25]。此外,据美国西洋梨业局(USA Pear Bureau)通过在美国以及其他各国进行市场调查,发现大多数消费者选择在购买西洋梨后的3~7 d 内食用,如果此期间果实能够在最佳赏味期,将进一步提高西洋梨的消费量(华盛顿州果树研究委员 Washington Tree Fruit Research Commission 举办的2019年西洋梨梨年会2019 NW Pear Research Review)。与第一次出库包装时间相比,除了气调库CA 23 的Lot850(从41.43 μL/(kg·s)上升至43.40 μL/(kg·s))以及CA 24的Lot320(从48.88 μL/(kg·s)上升至66.31 μL/(kg·s))和Lot655(从42.80 μL/(kg·s)上升至47.97 μL/(kg·s))的乙烯生成率在第二次出库包装时增加外,其他果园的乙烯生成率均呈下降趋势,此外,CA24 所有果园的果实硬度在20 ℃贮藏的第5 d均低于24.00 N(表2)。结果表明,动态气调处理与商业气调一样未影响果实软化能力。但是,动态气调处理能保持果皮较高的叶绿素含量(图3)和相对较低的果实褐斑病发病率,表明在降低包装厂损失以及提高果实货架品质方面,动态低O2和高CO2浓度处理明显优于传统气调处理方式。

表2 20 ℃货架贮藏5 d 后“Bartlett”梨乙烯生成率、果实硬度、果皮叶绿素、可溶性固形物、可滴定酸和褐斑病发病率Table 2 Changes in ethylene production rate,fruit firmness,peel chlorophyll content,soluble solids content,titratable acidity,and scald after 5 d at 20 ℃

图3 20 ℃货架贮藏5 d 后气调库CA 23 和CA 24 中各果园的“Bartlett”梨Fig.3 The ‘Bartlett’ pears stored in CA 23 and CA 24 from different orchards after 5 d of storage at 20 ℃
2.4 根据实时乙烯相对数量与褐斑病发病率之间的关系预测最适出库包装时间
“Bartlett”梨褐斑病发病率>30.00%时,会造成销售过程中大量梨果实被丢弃或被退回,对包装厂造成严重损失(包装厂会议)。本试验结果发现,在2020年1月21日气调库CA 23 各果园平均褐斑病发病率已达到30.00%(图4),如果继续延长贮藏时间,将影响包装厂收益。而气调库CA 24 平均褐斑病发病率为17.04%,通过对CA 24 平均褐斑病发病率与相对乙烯量进行线性分析(见图4,y=1.257 7x-51.988)及其实时相对乙烯量变化趋势(见图1,y=0.286 5x-12 513),预测当气调库CA 24 各果园的平均褐斑病发病率达到30.00%时,气调库CA 24 中相对乙烯量为65.19,对应出库时间为2020年3月7日。虽然本试验在2020年1月21日终止了所有气调处理,但是通过实时监测气调库中乙烯数量可估计出动态低O2和高CO2气调处理能显著延长“Bartlett”梨贮藏寿命到次年2月,并使果实褐斑病发病率维持在商业可接受范围之内。
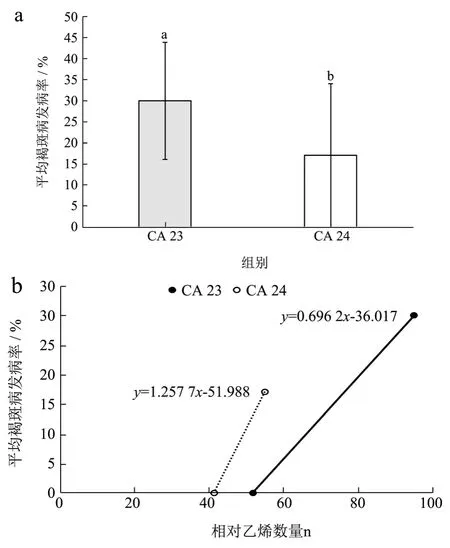
图4 气调库CA 23 和CA 24 各果园的平均褐斑病发病率以及与相对乙烯数量相关性Fig.4 The average scald incidence and it relationship with relative ethylene cumulative in CA 23 and 24 from different orchards
3 结论
普通冷库贮藏的“Bartlett”梨其贮藏寿命为4 个月,但气调处理可将其延长至6 个月[1,4]。而在实际生产中,包装厂普通冷库贮藏的“Bartlett”梨一般在采后1~3 个月内销售完,待3 个月后(11月)开始包装气调贮藏的果实直到次年1月,如果延长气调处理的果实到2月将会造成较高的果实腐烂率以及较差的口感和高褐斑病发病率,严重影响了包装厂和果农的收益(包装厂会议)。但由于市场在次年2~3月仍对“Bartlett”梨有较高的需求,因此包装厂迫切需要对原有气调方式进行改进。本试验研究发现,虽然动态低O2(0.90%~1.25%)和高CO2(0.06%~0.17%)浓度处理的果实硬度和可溶性固形物与商业气调处理的之间无显著差异,但其处理方式能保持果实出库后较高的乙烯生成率,抑制果皮叶绿素降解和腐烂率,延缓褐斑病的发生。通过对气调库进行实时乙烯量监测,并对比不同出库包装时间果实褐斑病发病率,可知在原有商业气调处理下,“Bartlett”梨贮藏寿命仅能到次年1月底,但动态低O2和高CO2浓度处理能将其贮藏寿命延长至2月底,并将果实生理病害控制在商业可接受的范围,这对整个西洋梨产业具有重要意义。
