煤炭智能重介分选技术进展与探索
2022-12-07代伟王昱栋董良赵跃民
代伟,王昱栋,董良,赵跃民
(1. 中国矿业大学 信息与控制工程学院,江苏 徐州 221116;2. 中国矿业大学 化工学院,江苏 徐州 221116)
0 引言
近年来,随着国家“碳达峰”和“碳中和”目标任务的提出,选煤行业正从自动化、信息化向智能化方向迈进,以顺应国家发展战略规划[1-2]。智能化选煤是通过现代信息技术和人工智能技术,以信息资源为起点,依靠智能技术,实现选煤厂的精准分离、精细管理和增量提效[3]。
在我国选煤行业中,重介分选工艺是我国使用最广泛的选煤工艺,其依据煤和矸石的密度差异进行选煤,我国绝大多数选煤厂是以重介分选工艺为核心,辅以跳汰选、浮选等工艺,实现煤炭的高效清洁。因此,重介选煤厂的智能化建设对我国煤炭行业的智能化建设起着至关重要的作用。
近年来,诸多煤炭企业与高校在重介分选智能化建设方面投入了大量研究,自动化系统得到升级,提高了劳动效率,减轻了工人劳动强度,同时也减少了安全生产事故发生的概率。然而目前重介选煤厂智能化建设停滞在实现局部智能化,如智能配煤、人员定位等,在整体智能建设上还存在欠缺,在核心生产设备(重介质旋流器、浅槽等)智能化上发展不足,选煤厂智能化建设进入攻坚阶段。
本文面向我国双碳政策与制造业智能化建设需求,从重介选煤厂智能感知、智能控制及智能优化决策3 个方面分析了煤炭智能重介分选的研究现状[4-6]。对当前重介分选智能化建设存在的问题进行了梳理分析,总结了当前重介分选智能化建设的局限性[7]。探索了重介选煤厂未来建设方向,提出了选煤厂智能优化生产系统,围绕系统智能感知、智能控制、智能优化决策3 大核心模块对选煤厂未来进行了展望。
1 煤炭智能重介分选研究现状
随着信息与智能化技术的快速发展,重介分选在智能感知、智能控制和智能优化决策领域进行了探索。
1.1 煤炭重介分选智能感知现状
精确的数学模型能够描述煤炭重介分选工业过程并解释作用机理,是重介分选特性分析、智能控制与优化决策的重要基础,对实现重介分选智能化起到重要的支撑作用。重介分选过程数学模型根据建立方式不同分为机理驱动模型与数据驱动模型。机理驱动模型是建立在生产过程内部机制基础上,根据物料平衡等原理获取;数据驱动模型常常依靠大量的生产运行数据,建立由易测数据到难测数据的映射模型。
1.1.1 机理驱动模型
构建精准的选煤机理驱动模型,对设计智能控制器、优化分选参数具有重要的参考价值。已有众多研究通过分析重介分选过程物理知识,构建了重介分选机理驱动模型。文献[8]提出了一种用于描述在重力和离心力作用下的重介质旋流器(Dense Medium Cyclone, DMC)模型,建立了粒度-密度分离曲面随机模型,研究了在DMC 中颗粒所受的重力、流体流动引起的流体动力、颗粒间相互作用产生的随机方向力等作用力驱动下的现象学模型。文献[9]利用雷诺应力模型和混合模型获得了流体流动信息,利用随机拉格朗日多相流模型计算煤颗粒上的压力和液体阻力,实现了对选煤颗粒流动的模拟,用于DMC 分选特性分析。文献[10]使用拉格朗日多相流模型,通过多相模拟流场跟踪单个选煤颗粒,可得到颗粒直径在0.5~8 mm 范围内的DMC 分选效率。文献[11]利用质量平衡原理,开发了重介质旋流器分选(Dense Medium Cyclone Preparation, DMCP)过程动态模型,在充分混合、体积恒定等合理假设下,利用矿浆中各物料的质量平衡对DMCP 过程中单/双筛子、混料桶、DMC、合格介质桶等设备进行单独建模,再将各设备模型集成为完整的非线性状态空间模型,并通过实际工业数据验证了模型的可行性。文献[12]针对介质供应泵过度泵送而导致DMCP 过程效率低的问题,将抽水蓄能系统(Pump Storage System,PSS)引入到DMCP 过程中,在系统中增加了额外的重介质循环回路,实现了能量储存,降低了DMCP 过程的能耗,并在文献[11]的基础上,开发了基于PSS 的DMCP 过程动态模型。
选煤机理驱动模型根据煤炭分选生产工艺建立数学模型,不需要大量数据即可实现模型的构建与验证,且模型具有可解释性,对于生产过程运行优化控制具有重要指导作用。但是,由于煤炭重介分选过程存在强非线性和不确定性,以及部分关键数据测不准乃至不可测性等问题,导致理想机理驱动模型往往在实际生产过程应用中存在一定偏差,难以使用。
1.1.2 数据驱动模型
选煤厂在生产过程中存储了大量蕴含产品质量、设备状态及生产过程特性的历史数据[13],基于这些数据,数据驱动模型理论与方法在重介分选领域得到了广泛研究。
文献[14]利用模糊神经网络建立了以旋流器压力、悬浮液液位等工业数据作为输入,以悬浮液密度为输出的数据驱动模型。文献[15]基于极限学习机建立了重介质悬浮液的密度预测模型,其以目标精煤灰分含量、实际精煤灰分含量、入料灰分含量等数据作为模型的输入,利用试错法选择合适的激活函数,智能推理密度预测值。文献[16]通过在模型构建过程中添加隐藏节点块到网络中,提高了随机配置网络(Stochastic Configuration Networks, SCN)的学习效率,以煤矿给矿率、重介质悬浮液密度、DMC入口压力为输入,建立了DMCP 灰分含量的数据驱动模型。文献[17]针对DMCP 过程动态时变与精煤灰分人工化验导致的数据稀缺问题,提出了一种基于随机向量函数链接网络的在线自适应半监督学习模型,并通过引入L2 融合项与模糊推理技术,设计了一种平滑自适应模型更新算法,可高效利用系统大量未化验标定的过程数据。
值得注意的是,数据驱动模型本质上是将易测的输入特征空间映射到复杂高维非线性特征空间,进而实现对精煤灰分等难测参数的估计。然而,数据驱动模型物理可解释性差,建模时难以保证建模样本对重介分选生产全工况的覆盖,需要实时更新,但由于模型通常较为庞大复杂,需要较大的存储空间和较高的计算能力,因此往往难以直接用于硬件资源有限的实际工业控制系统中。
1.2 煤炭重介分选智能控制现状
智能控制是在精确的重介分选模型难以建立、控制任务复杂情况下,将自动控制与人工智能相结合,设计自学习和自适应控制方法,使得控制系统能够根据生产要求,自主调节生产过程,实现安全、稳定、连续生产[18]。
悬浮液密度对重介分选效果的影响最直接、最重要,直接决定精煤质量和产率,其稳定控制一直是实现重介分选智能控制的重要环节。文献[19]以三产品重介质选煤生产过程为研究对象,针对其非线性、多变量耦合及时变特点,设计了由悬浮液密度自校正控制器和煤泥含量PID 调节器组成的智能控制系统。为满足悬浮液密度大范围调节的生产要求,文献[20]提出反分流工艺,设计了一种重介质悬浮液密度宽域智能控制系统,采用支持向量机一对多分类算法,实现加介、稳态、密度阶跃上升、密度阶跃下降4 种模式的智能切换控制,使得密度大范围自主调节。文献[21]针对加水和加介对悬浮液密度和液位的耦合影响,将前馈解耦与自校正广义预测控制算法相结合,实现了重介质悬浮液密度与液位的解耦控制。
重介分选智能控制以实现快速、稳定跟踪控制设定值为目标,抑制各种外界干扰对控制系统的影响,在最优控制设定值的前提下,能够实现系统最优化运行。
1.3 煤炭重介分选智能优化决策现状
控制设定值的最优性通常依靠智能优化决策来实现,重介分选过程中,理想状态是能实时感知过程的动态变化,获得能够保证精煤产品质量并提高产量的最优值,实现悬浮液密度设定值的自主调整。
文献[22]建立了多种生产条件约束下的优化控制模型,通过设计前馈控制与预测反馈控制实现密度设定值的在线优化调整,将灰分控制在工艺期望值。文献[23]为解决重介分选煤过程的强非线性和时变问题,以实现精煤灰分控制为目标,提出了一种模型与数据混合驱动的重介分选煤过程自适应运行反馈控制方法,在线自主调整密度设定值。文献[24]考虑了基础回路过程的双速率特性(输出采样周期和控制刷新周期不一致),提出了集成模型预测控制(Model Predictive Control,MPC)、提升技术与基于执行-判别结构的密度设定值优化与自适应控制的分层运行优化控制方法,实现了控制系统整体优化提升。文献[25]利用现场历史数据,建立了一种基于时间序列最小二乘支持向量机的重介质悬浮液密度设定值在线优化模型。文献[26]针对不同原煤配比下重介质悬浮液密度设定值难以优化决策的问题,建立了粒子群优化与最小二乘支持向量机相结合的密度设定值优化模型。文献[27]提出了一种基于强化学习的优化控制方法,通过与生产环境交互,实现控制系统自学习优化,对密度设定值进行优选。
当前,虽然诸多重介分选智能优化决策成果相继报道,但现有算法的设计大多依赖现场实际运行数据,特别是经验丰富的工程师操作下的系统运行数据,算法外推性差,难以广泛使用。
2 煤炭重介分选智能化存在的问题
2021 年,中国煤炭加工利用协会对国家首批智能化示范建设选煤厂从基础平台、生产环节及生产管理3 个方面进行了调查,结果显示大多选煤厂采用重介分选为主,且我国选煤厂智能化建设在生产管理与基础平台方面的智能化进展较快,但在生产环节智能化方面务实性较差。生产核心密度控制系统建设完成度仅为19.4%[28],选煤厂真正的核心环节建设亟需加强,当下煤炭企业智能化建设进入攻坚阶段,煤炭重介分选智能化建设存在的问题愈发显现。
2.1 原煤品质波动给智能控制技术带来巨大挑战
我国原煤品质差异大,杂质成分与含量波动频繁,加之原煤来源多样,资源不断劣质化,导致选煤工艺生产的原料品质波动频繁,对重介分选生产全工况智能优化运行带来严峻挑战。重介分选过程控制系统需及时根据原煤质量优化选煤工艺过程参数,否则将导致生产精煤质量下降乃至不达标。然而目前重介分选行业仍然欠缺可靠低成本的原煤品质检测手段,因此原煤品质波动给煤炭重介分选工艺乃至所有选煤工艺智能控制系统的设计与应用都带来了极大挑战。
2.2 煤炭重介分选自身具有极高的复杂性
煤炭重介分选是一个复杂的具有不确定性的物理变化过程[5],具体体现在:
(1) 不确定性。重介分选过程易受到多源干扰及不确定动态的影响,如原煤性质、进料速率、DMC 结构参数、悬浮液粘度等都会对分选造成影响。这些因素的波动普遍无法预知,导致重介分选过程机理更加复杂,控制系统难以设计。
(2) 滞后、多速率采样特性。重介分选涉及多个子工艺流程,这些子工艺流程之间设备参数采样周期并不一致,导致重介分选过程具有多速率采样特性,进而重介分选过程控制系统无法同步控制所有配套工艺跟随系统动态响应,使得控制存在滞后性。
(3) 强非线性难精确建模特性。重介分选过程中主要参数相互之间存在强非线性,如混合矿浆与合格重介质悬浮液的流量和原煤进料速率之间、重介质悬浮液密度与精煤产品灰分含量之间均呈明显的非线性动态关系,导致机理驱动模型面临复杂度和阶数太高的问题,难以建立精准机理驱动模型描述重介分选过程。
(4) 动态时变特性。在实际生产过程中,原煤煤质、悬浮液密度、压力等参数都随时间频繁波动,分选设备本身也会随着设备磨损而变化,这些因素导致分选过程呈现动态时变特性,使得建立的模型描述选煤过程的能力会随生产时间增加而下降,甚至失效。
2.3 重介选煤厂智能化建设存在局限性
(1) 海量数据缺少数据挖掘。重介选煤厂在建设过程中往往更加重视对硬件的投入,安装了大量在线感知装置(如灰分仪、水分仪、密度计等),用于对生产工艺参数的实时检测。但是对数据的处理欠缺统一的管理,数据之间标准不一,形成信息孤岛,海量数据间没有形成联动,更缺少深层次的分析挖掘,当前选煤厂大多只是实现了对数据的获取与可视化,缺少高效利用,这是重介选煤厂智能化建设投入大产出小的主要原因。
(2) 缺少数据与知识协同决策技术。现阶段煤炭重介分选智能化建设存在重感知、轻决策的问题。近年来重介选煤厂利用机器学习技术在故障预警、生产状态评价等方面进行创新,还停留在感知智能,未投入到与生产密切相关的智能控制与智能优化决策环节,对生产提质增效并无实质性帮助。其很大原因来自于大部分研究中所用的机器学习方法还属于弱人工智能技术,缺少可解释性,没有融入工艺机理知识,单纯利用数据驱动搭建控制与决策方案,可靠性差,因此大大限制了生产效率和产品质量的提高。
(3) 欠缺系统性规划。受技术水平、资金、生产压力等多重因素限制,国内重介选煤厂的智能化建设往往是通过与高校、企业合作分批次进行智能化升级,这导致了选煤厂建设过程中欠缺系统性规划,以“打补丁”的形式进行各个子环节的智能化改造,虽实现了局部智能化,但也导致了各个环节受升级时间、参建厂家不同的影响各自独立,数据接口各异形成信息孤岛,无法实现智能化选煤厂要求的数据互通,流程间缺少协同控制,制约了生产效率提高。
3 重介选煤厂智能化建设探索
为推进重介分选行业的智能化与绿色化,实现全场设备自主控制,减少运营人员以实现无人化,重介选煤厂应建设一套“智能感知、智能控制、智能优化决策”一体化的智能优化生产系统,结构如图1所示。智能感知作为智能化的基础实现选煤工艺数据的感知获取;智能控制获取传感器等数据对选煤工艺进行智能修正,确保对设定值的跟踪;智能优化决策分析智能控制模块中分选过程的运行状态、调整工艺指标设定值,实现工艺指标设定值的动态优化。
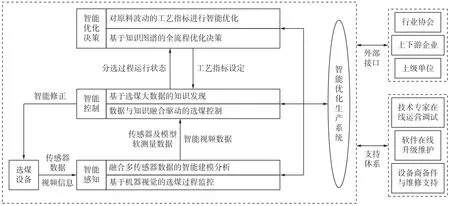
图 1 智能化选煤厂智能优化生产系统Fig. 1 Intelligent coal preparation plant intelligent optimization production system
3.1 煤炭重介分选智能感知探索
煤炭重介分选智能感知在采集重介选煤厂全流程传感器及视频数据基础上,建立多传感器参数分析模型,融合智能图像技术,实现重介选煤厂生产过程实时监测、人员安全预警、选煤运营状态分析等功能。
(1) 重介分选工艺运行状态参数在线检测分析与建模。优化重介分选过程关键可测分布式状态核心参数(主要包括给煤量、悬浮液密度等)的传感器精度,并能够联合多传感器数据,通过建立关键数据软测量模型,实现基于多维数据融合的难测参数(如精煤灰分)感知,实现多设备参数联动分析,提高数据利用率,形成选煤全流程关键状态参数在线检测基础理论。
(2) 重介分选智能感知系统集成方法。研究选煤感知系统的构建方法,形成全厂统一数据标准,打破信息孤岛,实现对重介分选全流程分布式传感器、在线软测量模型、全厂智能视频等感知信息的集成。开发单人便携式智能感知设备,提高运营人员工作效率。研发感知终端储备多种功能的算法库及在线学习算法,使感知系统可适用于监测不同工艺的选煤设备。针对不同工况参数检测的需求和特点,采取并行计算的模式同时实现多种在线感知任务。
3.2 煤炭重介分选智能控制探索
煤炭重介分选智能控制是智能感知选煤生产条件变化,自适应调节控制回路,使回路控制层的输出跟踪设定值,实现运行指标的优化控制。对运行工况及时预测和诊断异常工况,当异常工况出现时,通过自愈控制,排除异常工况,实现安全优化运行。
(1) 基于煤炭重介分选大数据的知识发现技术。重介分选生产过程中存在大量结构化数据,从中进行数据挖掘和知识分析具有重要意义。为此,需要通过机器学习等方法研究不同工况下生产过程的高效操作模式,基于频繁项集对结构化数据源进行大数据价值分析和标定[29],设计知识发现触发策略和潜在知识处理方法,形成选煤大数据价值分析方法与知识发现触发机制。
(2) 数据驱动与知识引导融合的选煤控制方法。选煤过程是一个强非线性、复杂的工业过程,难以精确搭建重介分选模型,亦难以设计精准的控制器。因此需要研究如何将知识引导下的推理过程与个性化的数据特征进行协同,尤其是数据信息对经验知识和机理知识的丰富和补充,使结果既满足一般的工艺约束条件,又符合局部系统和一定时域内过程运行的数据特征。
(3) 重介选煤厂全流程智能控制。重介选煤厂智能化建设应当打通从原煤入厂到精煤出厂多个环节(原煤破碎、煤炭重介分选、胶带运输、精煤配比等),建立全流程的智能控制平台。不是简单地将所有控制环节集成到一个控制模块中,而是能够有效整合独立运行的各个环节,形成上下联动控制,乃至打通不同环节之间的传感器信息,以原煤物质流为主线,建立重介选煤厂全流程跨环节设备协同控制,异常情况快速联动响应。
3.3 煤炭重介分选智能优化决策探索
煤炭重介分选智能优化决策通过工业大数据实现反馈智能决策、人机交互,反映质量、效率、成本、消耗、安全环境等方面的企业全局指标、生产流程指标和工艺过程指标,进而决策出煤炭重介分选生产系统在不同原料和工况下的工艺指标、生产计划及调度,为生产全流程协同控制提供优化目标。
(1) 原料供应波动条件下的煤炭重介分选全流程智能优化。针对重介选煤厂的原煤来源复杂和原煤品质波动频繁的特性,基于机器学习理论,建立外界原煤成分信息与设备传感器数据知识融合的工艺技术指标、效益和成本的智能过程模型。在原煤的杂质含量(例原煤中硫、钙、镁等元素含量)、原料物性参数(例原煤灰分、水分等)、市场煤价、原料库存情况等传统选煤厂数据基础上,分析原煤品质波动对不同环节间工艺的影响、设定参数改变对实际过程影响的时延、过程参数改变对下游环节的影响、下游环节对上游环节生产质量的反映,以经济效益最大化为目标,研究煤炭重介分选的工艺指标和集成控制参数的优化。
(2) 基于知识图谱的重介分选全流程一体化优化决策系统。探索知识图谱与煤炭分选的深度融合,从而实现知识图谱对设备参数、工艺参数、环境变量等质量影响因素进行语义关联,辅助工程师在制造过程及时整合优化各项参数,提高重介分选效率和重介分选产出;研究通过专家人工与统计学算法协同构建知识图谱的方法(如词频-逆文件频率(Term Frequency-Inverse Document Frequency,TFIDF)算法),协同从选煤数据(原煤、精煤、重介分选过程数据)中完成实体的抽取;探索利用例如OILLIE 信息系统进行实体关系抽取,实现实体间互相连接,形成网状知识图,达到从选煤数据集中获取实体之间上下关系的目的;研究能够根据选煤数据之间的关系提取有用知识的融合规则,确保分选数据的统一,完成实体合并、实体属性融合及冲突检测与解决,实现分选全流程一体化优化决策知识融合。结合分选全流程场景的实际需求,研究将以往的决策案例作为知识注入图谱方法,形成重介分选问题与决策方案的语义关联。对于用户输入的分选问题及特征,研究基于自然语言处理技术的语义解析、通过知识表示学习技术实现知识推理和相似匹配,从而在知识图谱中定位所需知识;探索开发语义检索、知识问答、知识推荐等知识服务,构建选煤应用系统,最终能以易于交互的方式提供分选所需知识,并支持完整优化决策方案生成。
4 结语
煤炭智能重介分选是我国选煤工业下一步的发展方向与目标。尽管现有选煤智能化成果颇丰且部分已经在选煤厂得到了验证,但理论研究及其实际应用仍有待完善。
未来选煤厂智能化建设继续围绕智能感知、智能控制、智能优化决策3 个方面,从全厂智能化建设与核心工艺智能化研究2 条道路探索。全厂智能化建设打通信息孤岛,以物质流、信息流为脉络,建设全流程跨环节工艺协同控制与快速联动响应,降低流程间浪费,提高生产效率,促进选煤厂少人化乃至无人化建设。核心工艺智能化研究探索融合知识与数据驱动,能够实时分析、自学习、准确感知、果断决策、精准控制,以提高生产管理方法的鲁棒性与核心工艺的性能指标。只有在2 条道路上共同进步,才能提高我国选煤行业技术水平和国际竞争力,实现选煤行业的可持续发展。
