不锈钢复合板管箱裂纹成因分析及监控措施探讨*
2022-12-01郑俊辉陈东琼
郑俊辉,陈东琼,邓 聪
(广东省特种设备检测研究院,广东 佛山 528251)
不锈钢复合钢板是一种采用爆炸或爆炸—轧制等方法,由基层材料和覆层材料复合而成的双层金属钢板[1]。其基层主要满足结构强度和刚度的要求,覆层满足耐磨损、耐腐蚀等特殊性能的要求。随着石油化工行业的蓬勃发展,这种复合钢板被广泛应用与各类设备、装置的制造中,不仅显著降低制造成本,还满足了设备的使用工况要求[2]。复合层管箱是由筒节和封头焊接成型的,这种焊接既不同于不锈钢,也不同于碳钢或低合金钢,而有其特点和难点,特别是对过渡层及复层的焊接质量要求很高。为了避免不锈钢层与基体界面处出现的合金元素的稀释、碳元素的迁移等,过渡层的焊接是保证复合管焊接质量的关键[3]。
1 设备概况
某石化企业甲醇装置中一台预塔再沸器于2011年1月投用,设备参数详见表1。该台设备的管箱筒体与封头采用焊接成型,基层材料为Q345R,厚度18 mm,主要满足结构强度和刚度的要求;覆层材料为00Cr19Ni10,厚度3 mm,主要满足耐蚀、耐磨等特殊性能的要求。2021年对该设备进行定期检验时,通过渗透检测发现该管箱筒体与封头相连接环焊缝内壁面热影响区存在多处线性缺陷,缺陷形貌详见图1。由于生产原因,设备未及时修复缺陷,需带缺陷运行至设备更换,为此,着重分析缺陷造成的原因,为设备的安全运行作保障。
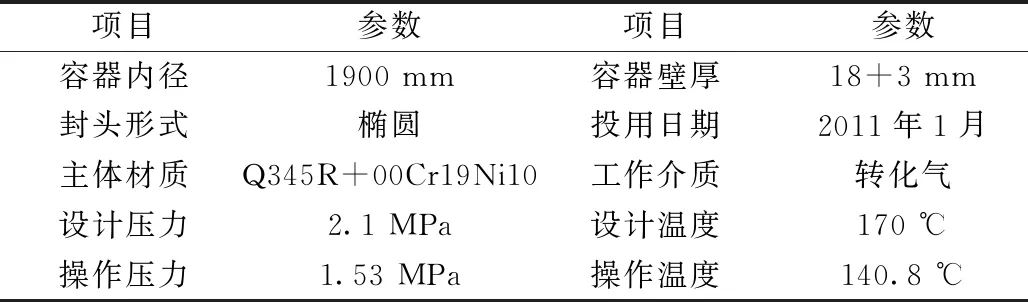
表1 设备主要参数表

图1 缺陷形貌照片
2 损伤模式识别及风险分析
依据预塔再沸器的设计参数、操作参数、运行状况、检验情况以及介质情况,对其损伤模式进行定性分析和风险计算[4],风险等级为中高风险(4C)其主要损伤模式为腐蚀减薄,从介质分析来看,介质CO2含量约为10%,不含水,内衬材料为奥氏体不锈钢,正常操作下不存在酸性腐蚀,但介质中CO2含量高,考虑非正常操作条件下,有液体水存在形成碳酸条件下的腐蚀。
3 应力分析
3.1 有限元模型及网格划分情况
为了精确求解该设备管箱的应力分析情况,采用ANSYS14.0进行有限元分析技术,假设结构不存在缺陷,求解设计载荷下缺陷部位的应力分布情况。
简化后的模型采用对称分析,筒体和封头的厚度根据实测最小壁厚及周期腐蚀量,基于保守原则均取值为18 mm(不考虑复合层厚度)。分析模型见图2,主要的输入参数见表2。
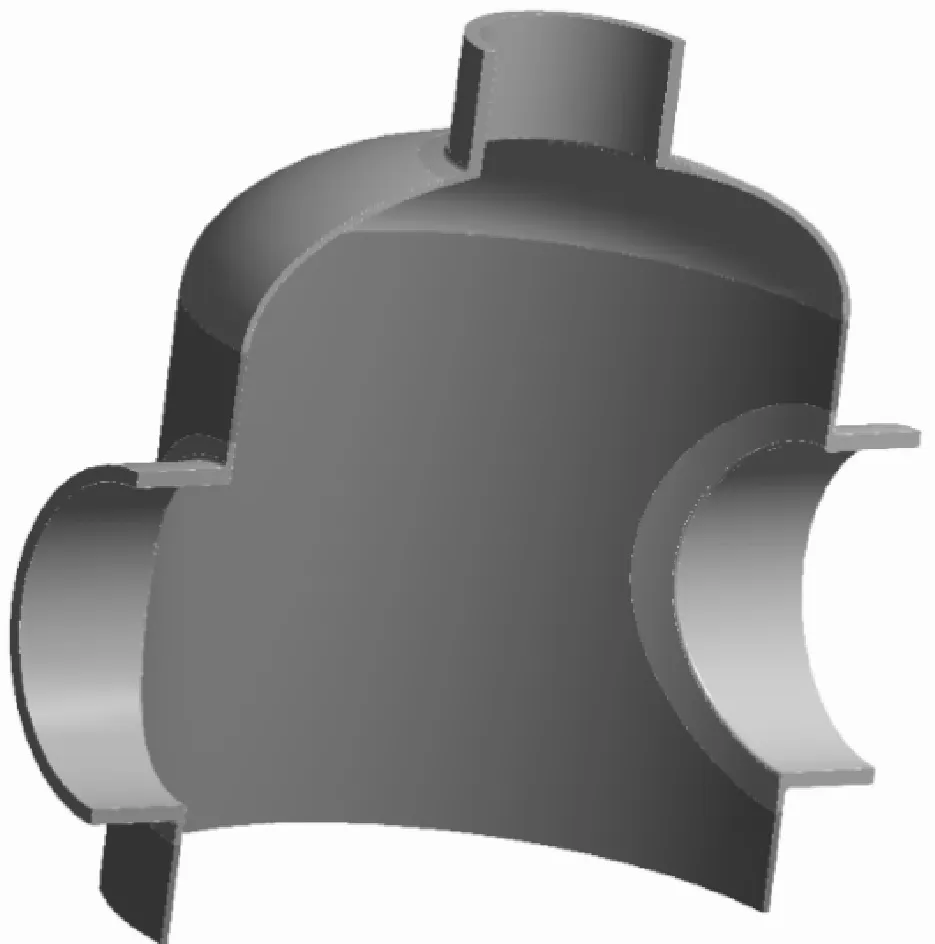
图2 有限元分析模型

表2 输入材料性能参数
采用20节点六面体二次减缩积分单元(C3D20R)进行网格划分,另外为了保证计算精度,在接管位置进行加密处理,网格划分情况详见图3。

图3 网格划分情况
3.2 边界条件设置
由于设备介质压力和设备自重等机械载荷引起的应力对缺陷开裂起主要作用,因此,设备内壁面承受内压为2.30 MPa(操作工况),对称面施加对称位移约束,筒体端面施加X方向位移约束,接管端面施加Y方向位移约束以及径向力和内压力引起叠加载荷的等效载荷7.30 MPa,人孔端面施加径向力和内压力引起叠加载荷的等效载荷3.77 MPa,具体如图4所示。

图4 载荷施加情况
4.3 应力云图
图5为采用第三强度理论得到操作工况下应力强度SINT云图,图中红色区域表示高应力区,蓝色区域表示低应力区。从图可知,最大应力强度出现在接管与管箱筒体连接部位内表面,值为211.92 MPa。筒体和封头连接环焊缝区域的SINT应力值在100 MPa左右,未发现有明显应力集中。
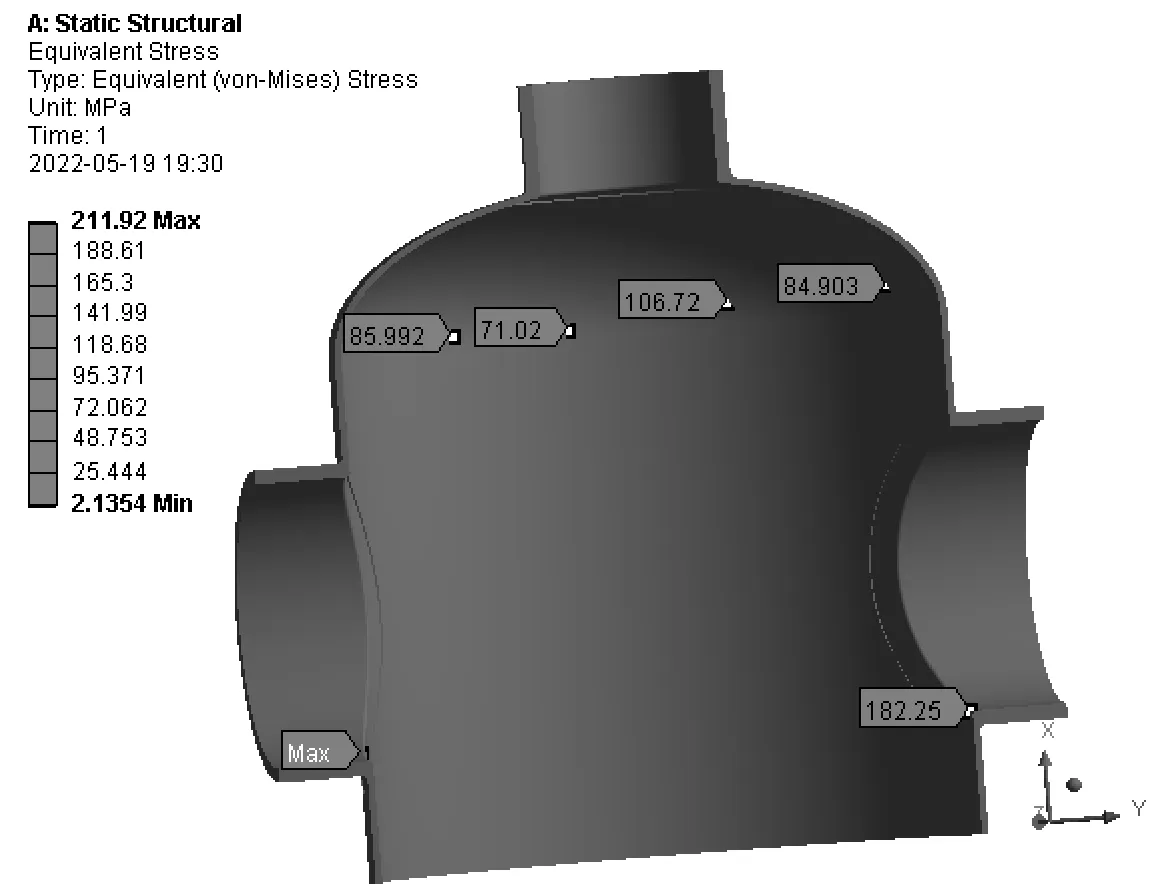
图5 应力云图
4 缺陷成因分析
经过对该台设备进行宏观检查和壁厚测定,未发现腐蚀减薄等异常情况;渗透检测发现,管箱内壁面筒体与封头环焊缝东侧热影响区部位大半圈线性缺陷;对管箱内壁热影响区进行金相分析、硬度检测以及化学成分分析,其中,管箱内壁封头侧热影响区金相分析显示缺陷为沿晶裂纹,详见图6。
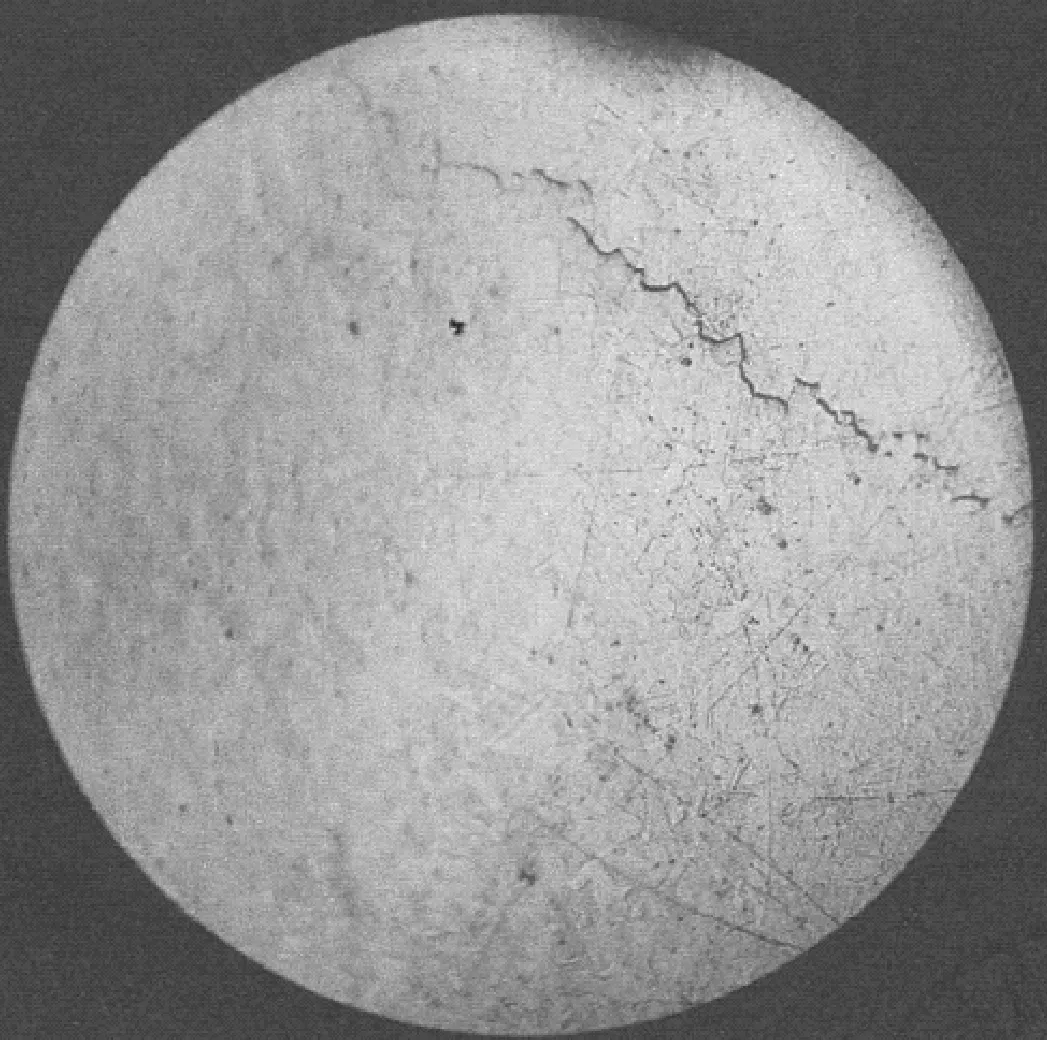
图6 裂纹处金相分析图
从表3的硬度测定值可见,管箱内壁封头侧热影响区(开裂处)的硬度值(187HB)比管箱筒体侧热影响区的硬度值(129HB)高。

表3 硬度测定值
管箱内壁封头侧热影响区(开裂处)的Cr含量(17.87%)偏低于管箱筒体侧热影响区的Cr含量(18.08%),也低于焊缝(19.10%)和正常值,同时封头侧不锈钢复合板的Cr含量总体偏低。详见表4。
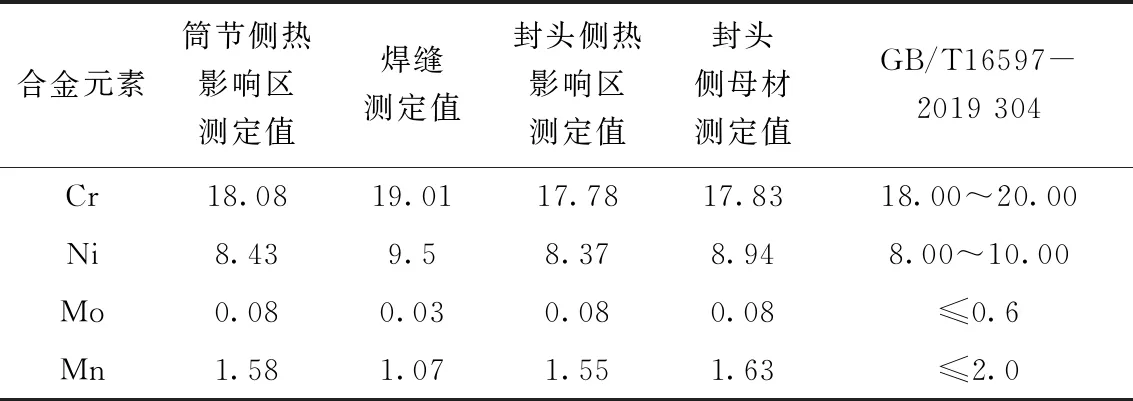
表4 化学成分分析
该类型复合钢板在焊接过程中,基层、过渡层、覆层的焊接造成多次热循环,焊接接头及焊缝热影响区产生较大的内应力。由于焊接过程中,加热和冷却存在局部不均匀,使复合钢板沿壁厚方向上存在较大的残余应力,覆层表面形成拉应力,也是导致复合钢板焊接后覆层表面容易产生裂纹的主要原因之一[5]。结合该台设备运行状况记录以及随机文件,产生线性缺陷的原因是焊后热处理后残余应力仍较大,在长期服役过程中产生开裂。
5 监控措施
通过对封头外壁环焊缝周边进行超声检测扫查,线性缺陷开裂深度未达到基材。基于此及以上的分析,该台预塔再沸器能在一定条件下安全运行,但在未来的运行期间必须加强监控管理,严格按照操作压力和操作温度,避免压力、温度剧烈波动,避免疲劳失效的发生;加强日常维护保养和巡检,应在外壁环焊缝周边采用超声检测等方法进行定期扫查,关注缺陷的扩展情况。
6 结 论
不锈钢复合钢板封头的焊接既不同于不锈钢,也不同于碳钢或低合金钢,而有其特点和难点,特别是对过渡层及复层的焊接质量要求很?倓高。由于焊接工艺及流程选择不当,在焊接应力的作用下,就有可能增加了焊缝热影响区在运行过程中裂纹产生的几率。通过分析缺陷产生的原因和采用的检验检测手段,能更准确的判定压力容器在运行过程中缺陷对设备安全性能的影响,同时也能给出相应的监控措施。