扩散焊温度对GH4169内部流道的影响规律研究
2022-11-21韩芳明韩昌亮
韩芳明,韩昌亮
(1.航天海鹰(哈尔滨)钛业有限公司,哈尔滨 150080;2.哈尔滨理工大学机械动力工程学院,哈尔滨 150080)
0 引言
近年来,随着微通道换热器(简称:PCHE)在能源行业的广泛应用[1-3],PCHE的工作温度已经成为动力循环系统通过提高系统参数来提升系统整体性能的主要障碍,寻求具有更高耐温能力的PCHE的制造方法是能源行业亟待解决的重要工艺问题。
GH4169是我国应用最为广泛的高温合金之一[4-5],具有极高的热强特性,可以有效地解决PCHE在高温条件下因强度降低导致设备无法使用的问题。鉴于此,针对PCHE广泛采用的扩散焊工艺[6-8],对PCHE的焊接强度和内部流道变形规律进行研究,为高温PCHE的制造提供试验指导。
1 材料及试验方法
本试验采用抚顺特钢生产的板厚为2 mm的GH4169高温合金板材,其性能如表1所示。

表1 GH4169参考性能数据表
试验件采用大小为95 mm×95 mm×2 mm的薄片通过扩散焊制备,薄片具有两种规格,一种为通过机械加工而成的流道板,如图1所示,相邻流道板在使用时需选中90°交替放置;另一种为仅加工有工艺孔的原材料板,如图2所示。试验件分为3种:1)试验件A。由31张平盖板堆叠在一起经扩散焊制备而成,用于确定GH4169的扩散焊强度。2)试验件B。由4张流道板和4张平盖板堆叠在一起经扩散焊制备而成,用于确定GH4169内部流道的变形程度。3)试验件C。由10张流道板和20张平盖板堆叠在一起经扩散焊制备而成,用于确定GH4169内部流道的变形规律。

图1 高温合金流道试板
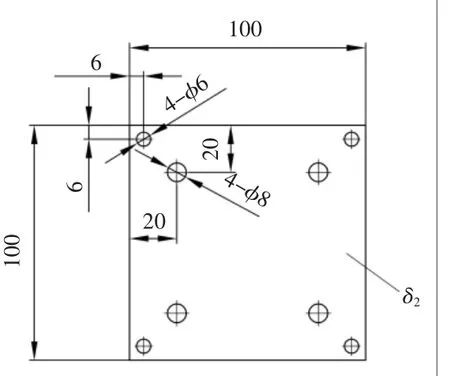
图2 高温合金平盖板
首先采用酸洗的方式清洗GH4169薄片,具体步骤如下:1)用10%的NaOH水溶液浸泡薄片30 min,并用海绵清洗薄片表面;2)取出试样,用清水冲洗;3)按照ψ(HNO3)∶ψ(HF)∶ψ(H2O)=15∶1∶84的配比配置溶液;4)室温下,薄片在溶液内保持10 min;5)取出试样,用清水冲洗;6)用干燥的工艺气吹干薄片。
对试验件A进行力学性能测试,对试验件B切割后,观测内部流道,对试验件C同时进行力学性能测试和内部流道观测。采用线切割的方式在试验件上进行取样或切割,拉伸试样和弯曲试样如图3和图4所示,对试验件B和试验件C 的切割位置,分别是距离椭圆形汇流口5 mm和15 mm的位置,加工前后的试验件如图5和图6所示。

图3 拉伸试验完成图
图4 弯曲试验完成图
图5 试验件加工前示意图

图6 试验件加工后示意图
2 试验结果
2.1 表面质量对焊接接头力学性能的影响
分别对电抛光和酸洗处理的GH4169薄片进行扩散焊接,工艺参数均为:焊接温度为1200 ℃,焊接压力为16 MPa,保温时间为120 min。对试验件进行本体取样、拉伸试验和弯曲试验,结果如表2所示。

表2 力学性能参数对照表
由表2可知:采用电抛光处理工艺的试验件1的各项性能参数均低于采用酸洗处理工艺的试验件的性能参数,且试验件2的屈服强度、抗拉强度和截面收缩率均达到GH4169板材性能参数的80%。
2.2 扩散焊温度对焊接接头力学性能的影响
扩散焊温度是扩散焊最重要的工艺参数,在一定温度范围内,温度越高,扩散速度越快,结合强度也越大。本试验以焊接压力为16 MPa、保温时间为120 min作为固定焊接参数,对扩散焊温度分别为1050、1100、1150、1200℃的试验件进行本体取样,并进行力学性能试验,各性能参数如表3所示。
由表3可知:随着焊接温度的增大,扩散焊接头的屈服强度和延伸率逐渐增大,但当焊接温度超过1150 ℃后,焊缝过热,晶粒出现粗化,力学性能有所降低,而当焊接温度低于1100 ℃后,焊缝扩散不充分,连接强度较低,断面为典型的解理面。扩散焊接头的抗拉强度对焊接温度无明显的影响,数值波动在10%左右,相对于随炉试样1100~1200 MPa的抗拉强度,扩散焊接头的连接强度为母材强度的85%以上。
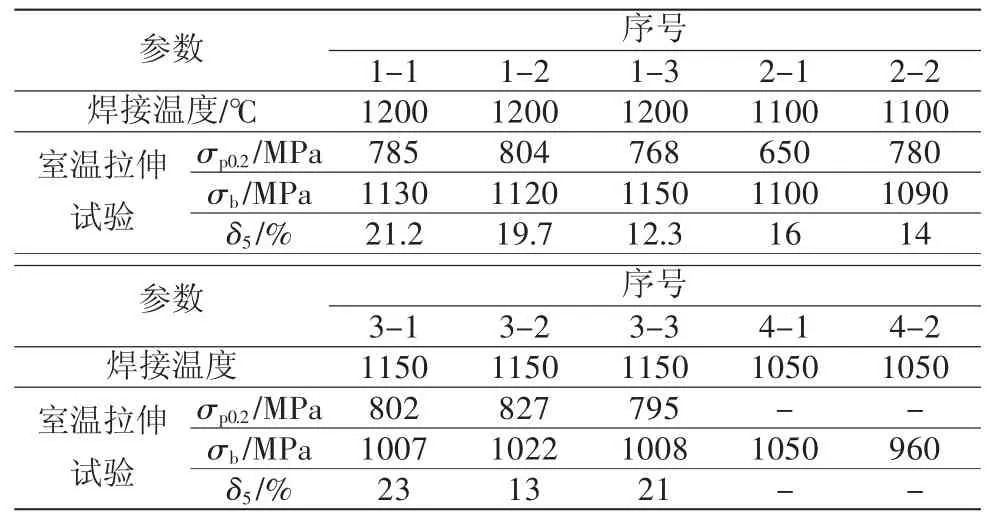
表3 拉伸试验参数对比表
2.3 扩散焊温度对于内部流道的影响
以焊接压力为12 MPa、保温时间为120 min作为固定焊接参数,扩散焊温度分别为1050、1075、1100 ℃对试验件B进行扩散焊接,对试验件B进行线切割加工,如图6所示,试验件B每排有8个流道,共2排,不同焊接温度下的流道截面收缩率如图7和图8所示。
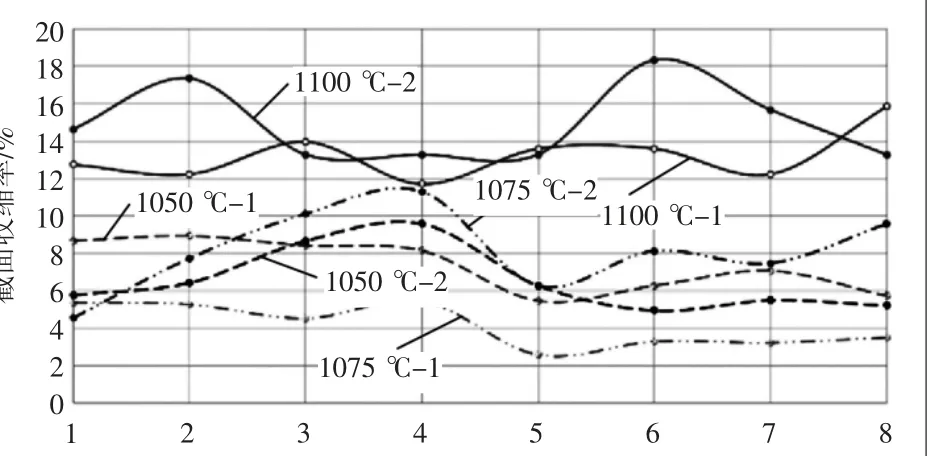
图7 近形心截面收缩率变化趋势图

图8 远形心截面收缩率变化趋势图
由图7和图8可知:近形心截面的收缩率明显低于远形心截面的收缩率,即流道进出口的变形量明显大于流道内部的变形量;同排流道的截面收缩并无明显的趋势,但随着温度的升高,流道截面的收缩率逐渐增大,试验件B每排流道的平均收缩率如表4所示。
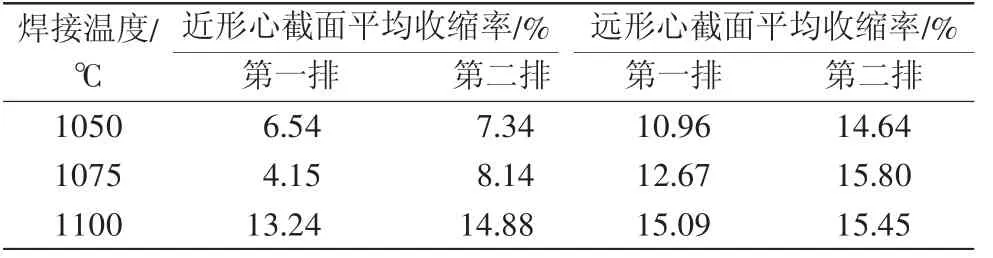
表4 流道收缩率对比表
以焊接压力为12 MPa、焊接温度为1050 ℃、保温时间为120 min作为工艺参数对试验件C进行扩散焊接,经线切割制样后如图9所示,各流道的截面收缩率如表5所示。

图9 试验件C线切割后示意图

表5 试验件C的流道截面收缩率列表
由表5可知:试验件内部流道上下两层的收缩率明显高于内部流道中间部分的收缩,且流道的收缩率从试验件的中间向两侧逐渐变大,但同层流道的收缩率变化较为一致,无明显波动。这是由于内部流道板上下两侧的流道板作为阻尼,吸收了部分焊接压力,降低了内部流道板焊接面上的应力水平,从而降低了内部流道板的应变。
3 结论
本试验全面研究了扩散焊温度对于PCHE内部流道的影响规律,主要结论为:1)电抛光工艺将降低GH4169高温合金的扩散焊连接强度;2)在焊接压力为16 MPa、保温时间为120 min条件下,扩散焊接温度在1100~1150℃之间时,GH4169的扩散焊接头强度可以达到母材强度的85%以上;3)材质为GH4169的PCHE内部流道截面收缩率随着扩散焊接温度的升高而增大;4)PCHE内部流道进口处的截面收缩率大于内部截面收缩率,且沿扩散焊方向,两侧流道的截面收缩率大于内部流道的收缩率。