数控机床无线组网技术的应用
2022-11-21尚军王群刘智超徐大为王维孙大伟康英杰
尚军,王群,刘智超,徐大为,王维,孙大伟,康英杰
(一汽解放汽车有限公司传动分公司,长春 130011)
0 引言
大型制造型企业目前都在推进数字化转型,工业以太网作为数字化转型的基础技术正在大面积普及,而数控机床作为必要的加工设备在金属加工制造型企业中占比很高,将数控机床融入工业以太网是金属加工制造型企业数字化转型的必备条件。
1 无线工业以太网和有有线工业以太网的比较
某公司有数控机床1000多台,有无线连接和有线连接两种方式,其优劣势分析如下:有线工业以太网的优势是抗干扰能力强、传输延迟低;劣势是需要布线、安装铺设工时长和网线成本高。网线可分为屏蔽双绞线和非屏蔽双绞线。屏蔽双绞线有屏蔽层,在数据传输时可减少电磁干扰,但价格较高。非屏蔽双绞线内没有屏蔽层,稳定性较差,直径小,占用空间少,质量轻,易弯曲,易安装,价格低。以下为常用网线:五类线的传输带宽为100 MHz,最高传输速率为100 MB/s;超五类线最大带宽为100 MHz,增加了近端串音功率和的测试要求,具有更高的衰减串扰比(ACR)和信噪比、更小的时延误差,具有衰减小、串扰少的特性;六类线的传输带宽为250 MHz,可以提供2倍于超五类的带宽;超六类线传输频率为500 MHz,最大传输速度可达到10 GB/s,在外部串扰等方面有较大改善。
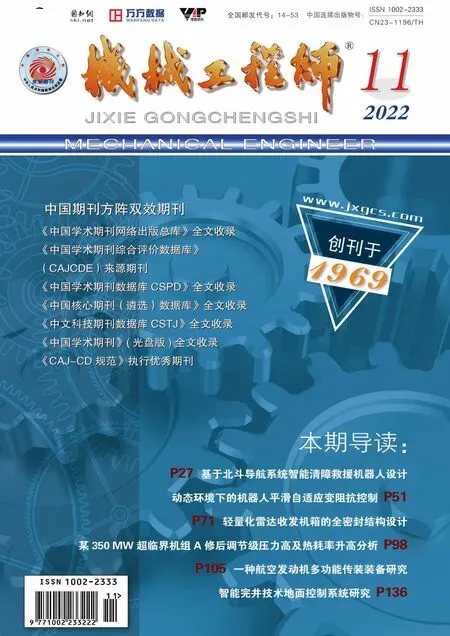
对于无线工业以太网,优势是安装简便,具有布置灵活的优点,便于后期的调整,易于扩展。劣势是传输距离的限制较大,传输速率相比网线传输差距较大,易于被干扰,信息安全性较差。目前被广泛使用的WI-FI是基于IEEE 802.11标准的WLAN。WLAN规格如表1所示。
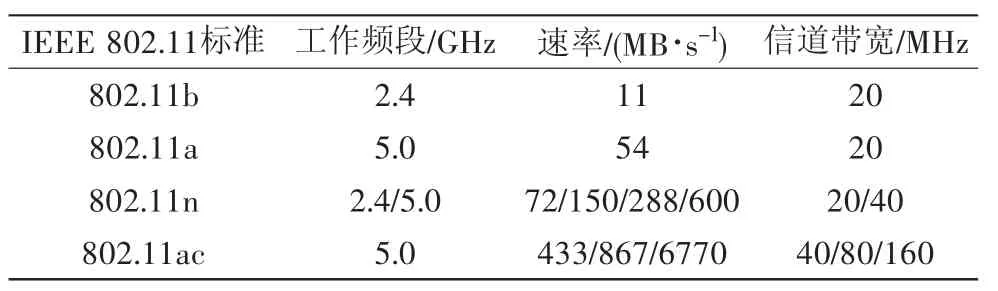
表1 IEEE 802.11b标准
1)工作频段,常用的WIFI 2.4 GHz频段(中心频率范围2.400~2.484 GHz)和WIFI 5 GHz频段(中心频率范围4.915~5.865 GHz)
2)无线信道,信道是以无线信号作为传输载体的数据信号传送通道。WIFI 2.4 GHz共划分14个信道,中国可用13个信道(1~13)。
3)信道带宽,模拟信道的带宽W=f2-f1,其中:f2为信道能通过的最高频率;f1为信道能通过的最低频率。信道有效带宽为20 MHz,实际带宽为22 MHz,其中2 MHz为隔离频带。带宽越大,数据传输速率越大[1]。
通过以上比较可知,应根据机床的数量、布局、数据传输的延迟情况、数据安全性等方面综合考虑。如果是新建工厂或是数据保密的要求高,以及要求极高的响应速度的企业可以考虑使用有线以太网。如果是企业进行机床数字化改造,移动设备、空间局促没有布置网线的空间,以及对数据传输的延迟情况要求不高的场合适用于无线以太网。
2 无线工业以太网的关键性能指标
在无线工业以太网的组建过程中硬件为无线路由器、放大器、中继器、机床数据接收发射器,要考虑的技术指标是无线的传输距离和通信容量,如图1所示。

图1 无线工业以太网示意图
2.1 无线方案的传输距离
无线路由器是整个无线工业以太网的核心节点,一般来说组建产线级别的无线工业以太网的目的是建立SCADA系统,无线路由器是MES系统与SCADA系统之间数据交换的桥梁。目前使用的工业级路由器标称传输距离可达250~300 m,但由于厂房内立柱、机床设备、工位器具等起到屏蔽作用的障碍较多,所以实际传输距离与标称距离有较大差距。选取2种工业级路由器,采用IEEE 802.11.ax技术标准,丢包率小于1%进行传输实验,实验结果如表2所示。
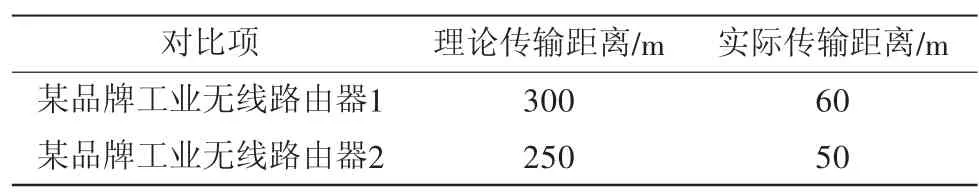
表2 工业无线路由器传输距离
通过表2可知,在布置工业无线路由器时应尽可能把工业无线路由器布置在产线中间,最好是顶装,已避开障碍物,保证传输距离。当发现工业无线路由器无线信号不足时,应考虑以下措施:
1)提高发射功率。发射功率指的是射频单元出来的功率,不包括天线增益,发射功率越强,信号越强,传输距离越远。但国内3C认证的路由器限制功率是20 dBm,即小于100 mW,无线网卡的功率一般在10 mW以下。
2)提高天线增益。无线系统中的电磁波能量是由发射设备的发射能量和天线的放大叠加作用产生。即发射总能量=发射功率(dBm)+天线增益(dBi)[2]。天线增益是指在相同输入功率时,天线在某一规定方向上的辐射功率密度与参考天线(通常采用理想辐射点源)辐射功率密度的比值。内置天线的增益一般为3 dBi和5 dBi,自带天线最高为7dBi或8dBi,外置天线一般为7 dBi以上。天线的增益可以将天线发射的能量聚集于某个方向上,增强信号强度,如图2所示。由此可知,天线增益也不是越高越好,低增益天线一般为全向天线,其传播距离有限,但适用于大范围垂直布置,高增益天线适用于机床设备接受/发射端高度差小,且呈现一定方向布局的场景。高增益天线一般为高空定向安装,接受方位角不大于120°。
图2 天线定向对比图
3)提高灵敏度。接收灵敏度与发射功率之间并无实际关系,接收灵敏度中的噪声系数是影响无线产品接收灵敏度的重要指标,降低系统的噪声也是提高通信灵敏度的一种方式,在通信系统中通信信道中噪声又分为内部(电路固有)的噪声和外部噪声。外部噪声为环境产生的噪声,内部噪声是由工业无线路由器电源系统带来的噪声。降低噪声的主要方式是远离外部噪声或建立屏蔽层,降低内部噪声是保证合理接地和使用抑制噪声电路的工业无线路由器。
4)使用无线路由器桥接,扩大通信范围。无线中继器主要是作为通信的中继,从而延伸无线以太网的覆盖范围。无线中继器的作用范围极其有限,在室内环境中覆盖范围半径仅有10~30 m。当距离增加后需要配置多个中继器,但中继器的数量越多、通信距离越长就会造成传输的丢包率和传输延迟率的上升。同时无线桥接技术对于产线的扩充提供了可靠的解决方案,对机床的数字化改造成本降低起到了很大的帮助。桥接方式分为无中心拓扑结构和中心拓扑结构,无中心拓扑结构任意两个无线站点之间均可直接进行通信。其特点是:无需架设网线,稳定性高,但传输容量有限制,不能用来开展公众无线接入业务。有中心拓扑结构要求一个无线接入点(也称无线AP或无线HUB)充当中心站,用于在无线工作站和有线网络之间接收、缓存和转发数据,其他站点对网络的访问由中心站来控制。各个站点只需要在中心站覆盖范围内(通常能够覆盖几十至几百用户,覆盖半径达上百米)就可与其他站点进行通信,这种结构的缺点是网络的整体性能依赖于中心节点,如图3所示。
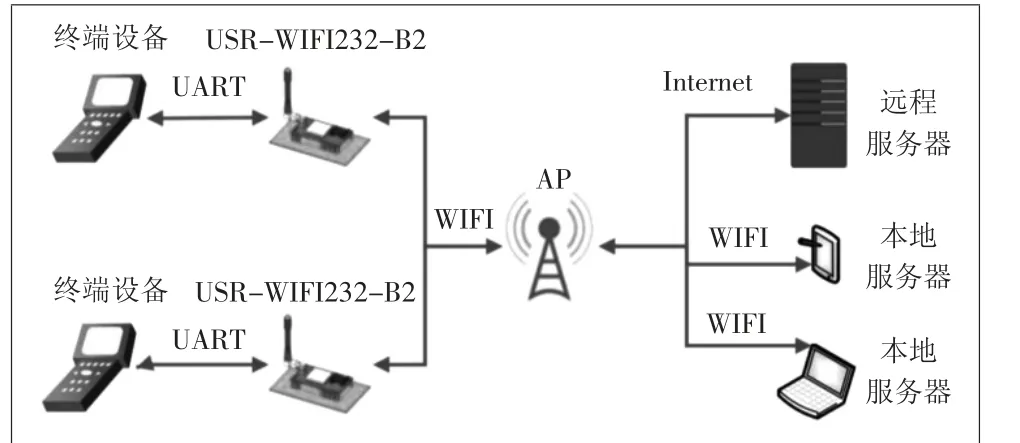
图3 工业无线以太网的拓扑结构
2.2 数据传输的通信容量和传输速率
工业无线局域网均是基于IEEE 802.11标准建立起来的,从IEEE 802.11开始,通过不断发展到现在的IEEE 802.11ax,传输速率从2 MB/s提升到至少1 GB/s,从双倍带宽40 MHz到使用更高的无线带宽(80~160 MHz),支持多输入多输出技术(Multi-Input Multi-Output,MIMO),更多的MIMO流(最多8条流),更好的调制方式(QAM256)。
以文本格式发送或接收的单台设备通信速率并不高,通常只有每秒kB级,而传输音、视频数据时,每秒将达到MB级以上。同时要考虑机床的数据传输频次、无线局域网内的设备数。以22台设备采集46种数据信息,采集周期为每秒一次为例,每秒通信容量大约为23 MB,传输速率要求达到54 MB/s 以上即可,所以需要选用IEEE 802.11n标准以上的无线设备。
当机床周围有多台无线设备时,还要考虑信道的问题。如果多台无线设备使用一个信道,必然造成信道拥堵,继而影响传输速率。相近无线路由器频率相同会相互干扰,所以应避免在同一信道中使用多台无线设备。2.4 G无线路由器的带宽只有40 MB,5G无线路由器的带宽提高到160 MB,信道数越多,意味着容纳的无线设备越多,但带宽越窄,传输速率越低。相反设置的信道越少,意味着容纳的无线设备越少,但是带宽越宽,传输速率也越高。相对来说对于2.4G无线设备更多的使用1、11信道,5G无线设备会经常使用36~48,52~64信道。无线设备一般会具备自动跳转信道的功能,即当某一信道过于拥挤时,会跳转至其他信道,避免堵塞。但当无线设备过多时需要依靠WDS扫描查看周围环境中无线信号工作的信道及信号强度,如表3所示,手动调整至最优信道。
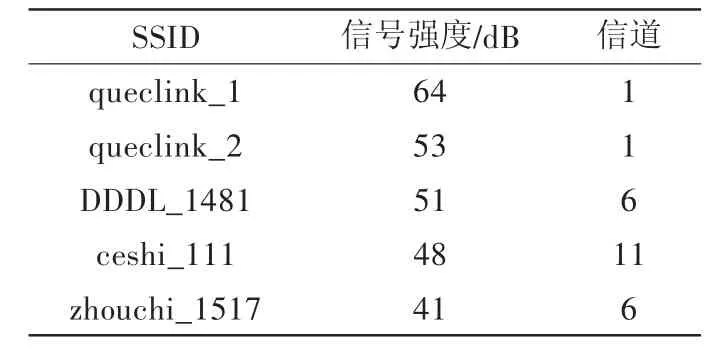
表3 WDS信号检测图
3 无线工业以太网的构建
如图4所示,该生产线共有设备22台,其中数控设备14台,包括8台FANUC 0i MD机床,4台SINUMERIK 840D SL机床,4台OKUMA LBR370机床,生产线长度为52 m,宽度5.5 m,占地面积286 m2。 数据传输为纯数据,无DNC传输需求,单台机床上传数据为0.4~0.7 kB/s之间。
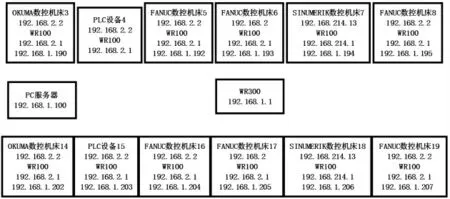
图4 部分产线IP地址及设备布局情况
整个无线局域网的核心节点是某品牌WR300工业级无线路由器,安装于生产线中部上空4.5 m处,其IP地址为192.168.1.1,无线发射功率为100 mW,有效无线覆盖半径为50 m,采用IEEE 802.11ac通信标准,5G WIFI工作模式,信道为49,使用7 dBi全向天线。每台机床上安装一台某品牌WR100机床数据接收发射器。其控制管理IP地址为192.168.2.1,无线发射功率为50 mW,有效无线覆盖半径为25 m,处于WR300无线有效半径覆盖范围内,为进一步提高产线两端WR100的接受灵敏性,两次4台机床使用8dBi外置定向天线,经实际测试丢包率低于0.05%,符合数据采集要求。WR100负责将机床的数据上传至WR300,WR100通过六类网线与机床工业以太网口连接。在WR100控制页面中可以设置控制管理器IP地址和本机IP地址。WR100控制管理器与机床之间192.168.2.X 地址段连接,本机与WR300用192.168.1.X地址段连接。
生产线3种类型的数控机床的网络接入方式如下:
1)FANUC 0i D数控机床。内置快速以太网板,标准配置有支持100 MB/s的内嵌式以太网。“FTP传输功能通过TXT文件传导,经FTP服务器与Windows构架传输NC程序。使用FOCAS2通过Ethernet 网口实现对机床的控制和监视,或直接根据FOCAS2函数,利用Microsoft Visual Basic、Visual C++等软件,应用程序接口(API)进行自主编程。还可通过通知功能、NC程序、梯图程序发出指令,从CNC自发地向电脑的应用程序通知信息,在线进行FANUC LADDER-Ⅲ、SERVO GUIDE、梯图程序发出指令对机床伺服系统进行调整。
FANUC的以太网功能主要通过TCP/IP协议实现,在系统的公共界面下,机床的IP地址选择192.168.2.2,子网掩码选择255.255.255.0,设备有效选择内置板,在FOCAS2界面下,口编号(TCP)选择8193,在FTP传送界面下主机号IP地址选择192.168.2.1(即WR100控制管理地址),最后操作→再启动→执行,完成机床设置[3]。
2)SINUMERIK 840D SL机床。西门子数控机床需要使用OPC UA进行数据传输。OPC UA是基于微软公司的组件对象模型技术,其基本构架为C/S,本质上在两个不同软件(组件)间进行数据交换的一种机制[4]。
SINUMERIK 840D SL机床的网络使用X130端口连接WR100机床数据接收发射器连接。需要说明的是SINUMERIK 840D SL 数控系统使用交换机将X130、X127、X1等接口组网,其默认地址为192.168.214.X,在与WR100组网时要注意不要轻易更改默认地址,防止接口地址更改后,设备硬件组态改变。可以修改WR100的控制管理地址为192.168.214.X。
首先安装OPC UA(6FC5800-0AP67-0YB0)的授权。选用NCU的X130网口,IP地址修改为192.168.214.13,即MR100控制管理地址,子网掩码为255.255.255.0,TCP端口为4840,管理员为OpcUaClient,密码为123,确认密码123,激活OPC UA,重启生效。设置完成后,并不会成功通信,还需要设置X130功能,详情请参考SINUMERIK 840D SL技术手册。
设置PCU50的X1网口,将PCU公司网络的IP地址修改为192.168.214.1、子网掩码为255.255.255.0后重启机床进入到840Dsl数控系统的Windows界面下设置防火墙,选择高级设置入站规则,点击新建规则,TCP设置特定本地端口为4840,重启计算机使OPC UA和以太网功能配置生效。
3)OKUMA LBR370机床,使用OSP200L数控系统,传输数据通过API接口实现,API就是操作系统留给应用程序的一个调用接口(相当于中间件),以文件共享的方式实现数据交换。OSP-API 通信功能利COM(Component Object Model)技术,可通过使用支持COM的各开发环境(Visual C++、Visual Basic和Visual C#等程序语言)创建应用程序。
OSP200L数控系统是基于Windows 7系统,基本操作与电脑相同。
首先是安装API授权,将“RXOSPAPI.EXE”复制至任意文件夹。命令提示符,进入所复制文件的文件夹,执行以下命令:RXOSPAPI.EXE /RegServer。
然后进入设置界面,进入机床Windows 7的网络与共享中心,设置IP地址为192.168.2.2。使用与客户端PC相同的用户名和密码添加用户账号。从客户端PC访问OSP上的加工程序文件夹和通信接口时,需进行此操作。设置共享文件夹,共享OSP上加工程序文件用文件夹(D:MD1),以使客户端PC的操作有效。使用共享名“MD1”。设置计算机名,添加用户账号。设置COM安全,包括设置整体计算机安全和设置,设置应用安全,以及设置Windows防火墙。
最后确认设置,为确认上述设定,运行脚本文件(MacId.VBS)以获取机床名称。该脚本文件位于“VBSSample”文件夹内。运行命令提示符并跳转至包含样本的文件夹内。按照下述格式运行命令:cscript MacId.vbs [/M|G] Remote,如果连接对象为加工中心,则指定“/M”,如果为磨床,则指定“/G”。在Remote部分输入连接对象OSP的计算机名或IP地址。如果机型和机床编号如图5所示,则设置正确[5]。

图5 API配置成功
4 结语
当前工业无线技术发展迅速,企业在配置MES时对于现场数控机床应优先考虑使用无线组网方案,其布置灵活、安装简单、工程造价低,对于AGV等可移动设备具有先天优势,便于后期调整生产布局,适于金属加工企业的数字化改造。但同时应注意的是,对于机床数量多的无线组网方案,应考虑到噪声干扰、延迟率高、信道冲突、保密性差等无线方案固有的问题,采用适当的无线拓扑结构,合理规划信道和IP地址,选用适合的无线设备,使用WPA3等新一代的无线加密技术,对于数控机床的无线组网技术是有益的。