不同结构的熔化极气体保护焊焊嘴焊接性能对比研究
2022-11-18葛佳棋汤旭祥万升云钟奎
葛佳棋,汤旭祥,万升云,钟奎
中车戚墅堰机车车辆工艺研究所有限公司 江苏常州 213011
1 序言
当前,熔化极气体保护焊在轨道车辆生产中仍占据很高的应用比例[1],而在其他工业制造领域,熔化极气体保护焊也是机器人自动化焊接的主要方法[2]。焊接过程中连续送丝的工作模式,可使焊接生产效率大大提高。
熔化极气体保护焊焊枪前端的焊嘴包括喷嘴和导电嘴等重要部分,喷嘴与导电嘴之间绝缘,负责向焊接区输送保护气,导电嘴负责将焊接电流传递给焊丝,并且焊丝能均匀连续地从导电嘴内孔通过。不同焊接设备厂商生产的焊嘴结构各有区别,焊接效果方面也存在一定差异。本文选用熔化极气体保护焊生产中常用的3种不同结构的焊嘴,在相同工艺参数下开展焊接试验,从焊缝成形、飞溅率、熔敷速率等方面进行对比分析与评价,为焊接企业在选择不同结构焊嘴时提供一定的参考依据。
2 试验方法
试验选用的3种焊嘴结构及实物分别如图1、图2所示,其中3种焊嘴结构编号为A、B、C。A焊嘴中导电嘴通过螺纹与电极座联接在一起,并且通过绝缘套将导电嘴与喷嘴绝缘;B和C焊嘴的导电嘴均带有轴肩,放置在喷嘴内孔后,导电嘴上端再放置电极座,电极座与喷嘴通过螺纹联接。从图1中可看出,3种焊嘴内导电嘴至喷嘴端部的距离,以及喷嘴内腔体积均存在明显的不同。
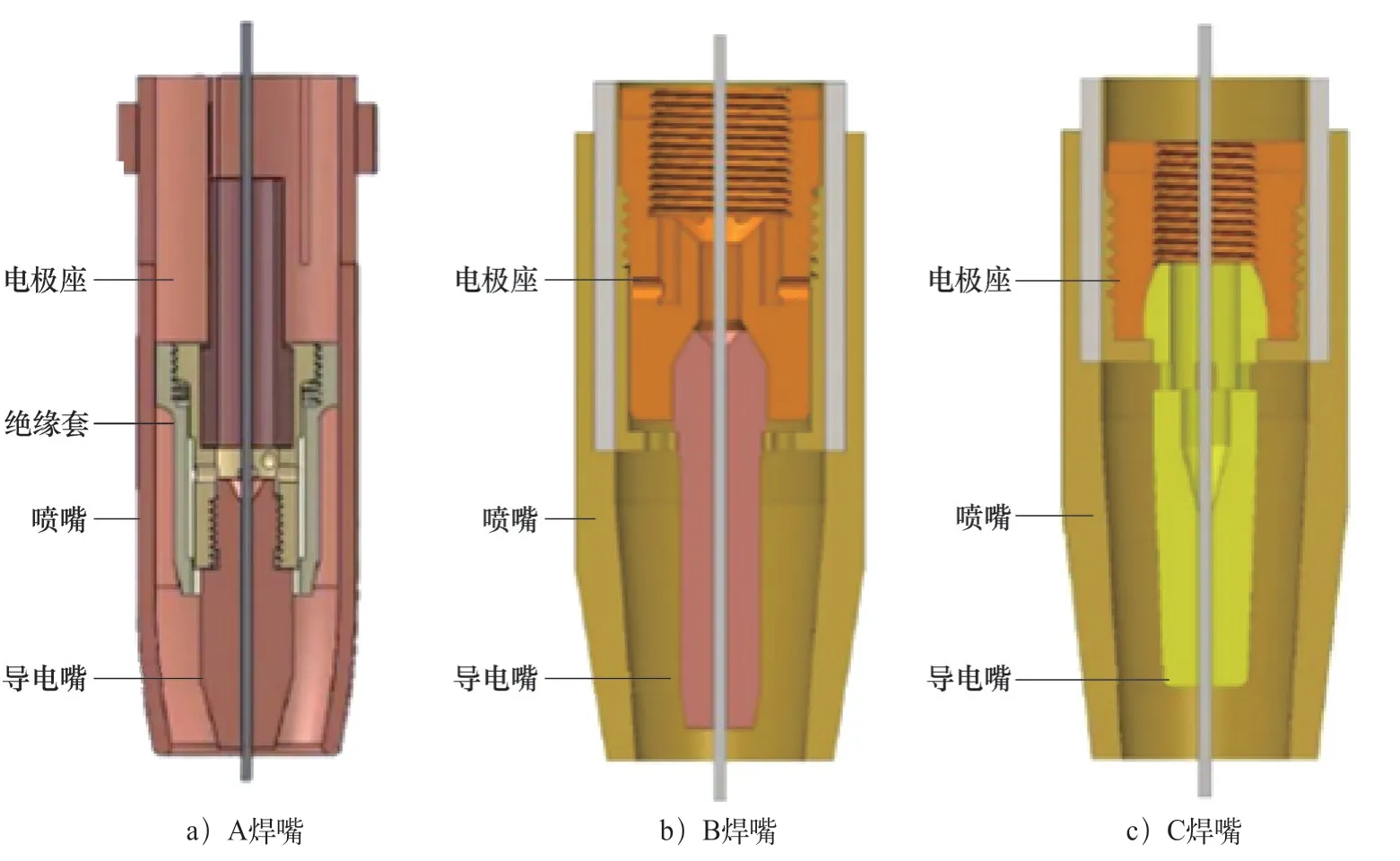
图1 3种焊嘴结构示意
分别将3种焊嘴装载在熔化极气体保护焊焊枪进行焊接试验,焊枪型号为Abicor Binzel AUT 501D,焊接电源采用林肯Powerwave SE500,搭载FANUC焊接机器人进行自动焊。在厚度为10mm的20钢板进行100mm长焊缝的堆焊,焊丝使用φ1.2mm的ER70S-6,保护气为80%Ar+20%CO2,气体流量为18L/min。电弧电压设置为26V,焊接速度为8mm/s,焊接时焊枪高度保持一致,在不同的焊接电流下,开展工艺试验。
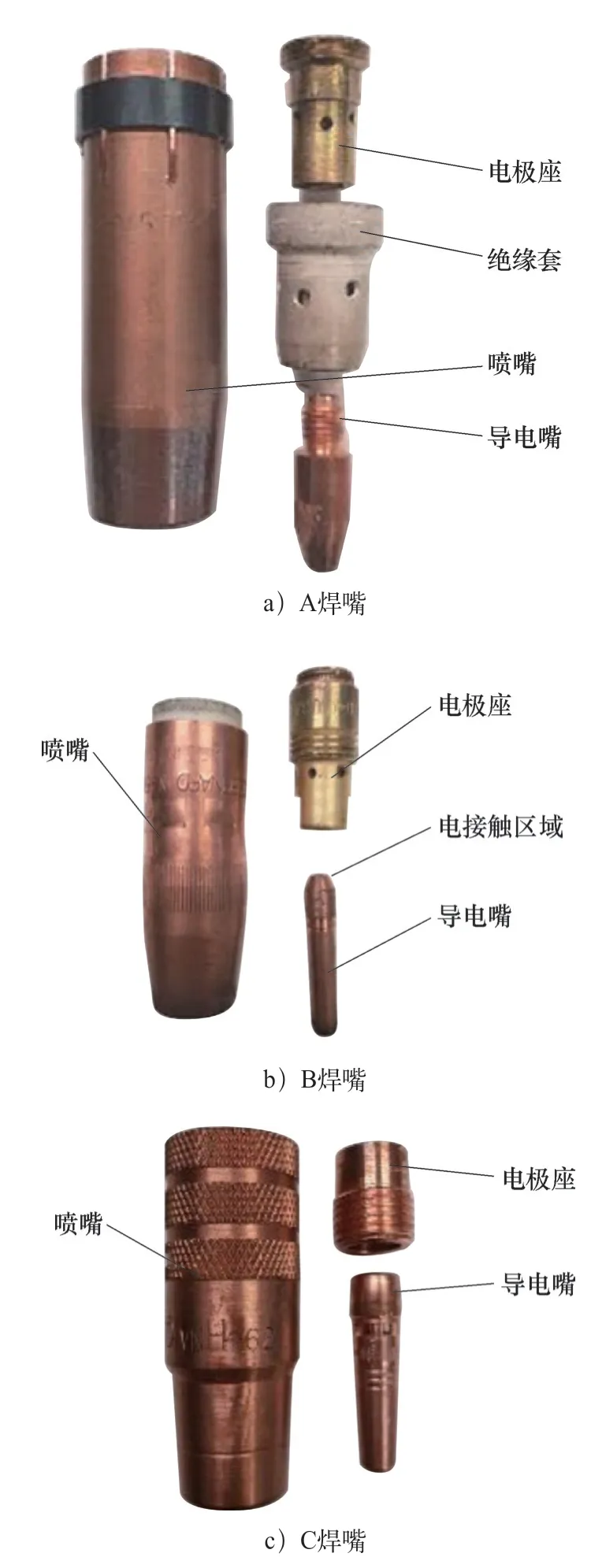
图2 3种焊嘴的实物
3 试验结果与分析
3.1 焊缝成形及熔深对比
3种焊嘴焊接时实际的焊接电流见表1。由于3种焊嘴的导电嘴至喷嘴口的距离存在不同,导致焊接过程中实际的焊接电流存在微小差异。随着焊接电流的增加,焊缝的宽度和余高均逐渐增加,各焊缝成形良好,无明显气孔、裂纹缺陷,焊缝长度范围内宽度和余高无明显波动。在各电流条件下3种焊嘴获得的焊缝宏观金相照片见表2,将各条焊缝的熔深进行统计,结果见表3。

表1 3种焊嘴焊接时的焊接电流
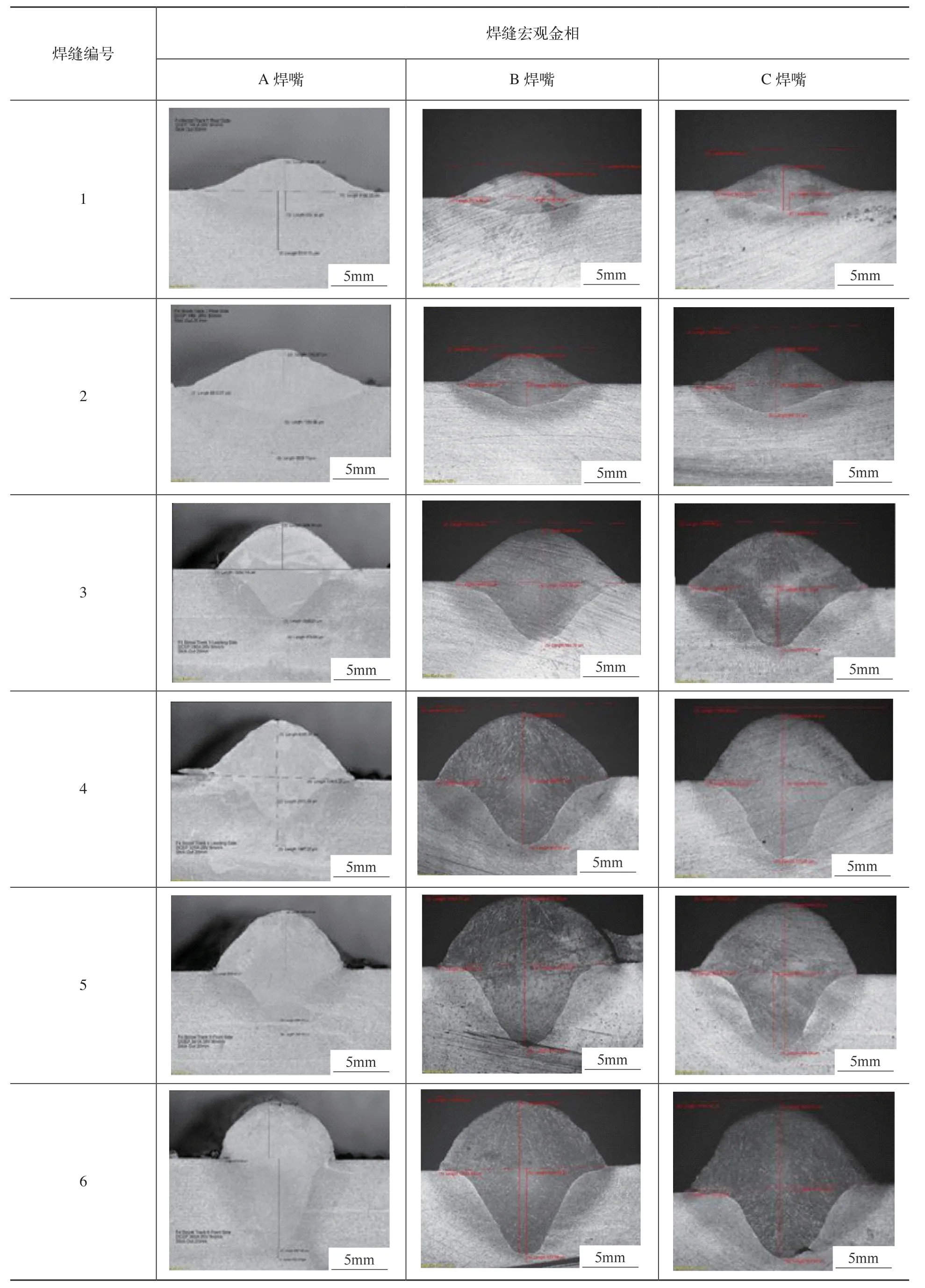
表2 3种焊嘴在不同焊接电流下所得的焊缝宏观金相
从表3中可观察到,在小电流(145A,160A)和大电流(360A)条件下,3种焊嘴焊得的熔深比较接近,分别为1mm和5mm,在大多数电流条件下,C焊嘴可获得最大熔深。

表3 3种焊嘴在不同焊接电流下得到的焊缝熔深
3.2 飞溅对比
焊前对试板重量进行测量,每块试板堆焊一道焊缝后再次测量试板重量,通过焊接持续时间和送丝速率计算消耗的焊丝重量。其中,飞溅损失的重量可通过焊前试板重量与消耗的焊丝重量之和减去焊后试板重量计算获得。3种焊嘴在不同焊接电流下通过计算获得的飞溅率见表4。随着焊接电流的增加,3种焊嘴焊接时的飞溅率均逐渐增加,其中C焊嘴在大部分焊接试验中表现出最高的飞溅率。观察C焊嘴的导电嘴,发现其内孔直径较大,φ1.2mm焊丝穿过该导电嘴时,过于宽松,因此分析认为产生较高飞溅是由于焊丝和导电嘴缺少稳定接触,导致焊接电弧不稳定引起的[2]。另外,从3种焊嘴的剖面图可看出,C焊嘴内腔体积最大,在相同气体流量的条件下,C焊嘴焊接时保护气的出气速度最慢,气流不集中,对电弧的保护效果略差于其他两种焊嘴。A焊嘴的内腔最小,气流集中,在相同电流条件下,A焊嘴焊接时的电弧范围最小。

表4 3种焊嘴在不同焊接电流下的飞溅率
3.3 熔敷速率对比
通过焊前和焊后试板的重量差值与焊接持续时间相比,计算单位时间3种焊嘴焊接时的焊丝熔敷速率,结果见表5。A焊嘴与C焊嘴焊接时焊丝的熔敷速率基本一致,而B焊嘴的焊丝熔敷速率低于其他两种焊嘴。分析其原因,B焊嘴焊接过程中实际的焊接电流值要高于其他两种焊嘴,因此在电弧燃烧过程中,焊丝从导电嘴伸出至电弧之间的长度要短于其他两种焊嘴。根据焊丝干伸长和熔敷速率之间的关系可知[3],焊丝干伸长越短,其熔敷速率也越低。

表5 3种焊嘴在不同焊接电流下的焊丝熔敷速率
4 结束语
采用3种不同结构的焊嘴进行了焊接工艺试验,通过对比焊缝的成形、焊缝熔深、飞溅率和熔敷速率,分析3种焊嘴的焊接性能,得出以下结论。
1)3种焊嘴焊接时,随着焊接电流的增加,焊缝的宽度和余高均逐渐增加,焊缝成形良好,无明显气孔、裂纹缺陷,焊缝长度范围内宽度和余高无明显波动。
2)3种焊嘴中,C焊嘴可获得最大熔深,同时由于C焊嘴中导电嘴内径公差较大,与焊丝接触不稳定,因此飞溅最多。
3)A焊嘴与C焊嘴焊接时焊丝的熔敷速率基本一致,B焊嘴由于在焊接过程中焊丝干伸长最短,因此熔敷速率低于其他两种焊嘴的焊接。
