2507超级双相不锈钢的高熔合比PAW焊接工艺研究
2022-11-18赵轶磊艾三山雷炳育徐亦楠武鹏博贾立超
赵轶磊,艾三山,雷炳育,徐亦楠,武鹏博,贾立超
1.舟山市特种设备检测研究院 浙江舟山 316000
2.中船黄埔文冲船舶有限公司 广东广州 511462
3.哈尔滨焊接研究院有限公司 黑龙江哈尔滨 150028
1 序言
双相不锈钢具有较高的强度及优良的耐腐蚀性能,经常被应用于腐蚀环境,如石油化工设备、船舶烟气脱硫脱硝装备等。为了避免应力腐蚀裂纹、点蚀等因素恶化结构性能,双相不锈钢已经逐步代替了奥氏体不锈钢并成为了优选材料。同时,双相不锈钢还具有良好的焊接性能,因为与奥氏体不锈钢相比,双相不锈钢基体中存在奥氏体-铁素体双相组织,所以使其表现出更低的热裂纹敏感性。2507双相不锈钢的合金元素以Fe-Cr-Ni-N合金系为基础,其金相组织由体积分数(下同)约为50%铁素体和50%奥氏体组成。与典型的2205双相不锈钢相比,2507双相不锈钢化学成分中的Cr、Ni、Mo、N均高于2205双相不锈钢,使其耐点蚀当量PRE值高于40,故该类高合金材料又被称为超级双相不锈钢。
可采用多种方法(如钨极氩弧焊、焊条电弧焊等)对超级双相不锈钢V形坡口试件进行焊接[1,2]。也可对小口径薄壁管进行自熔焊接,在较大的熔合比情况下,能够获得力学性能及耐腐蚀性能优良的焊接接头[3]。
在PAW焊接过程中,自由电弧在焊枪内喷嘴的约束作用下强迫压缩形成等离子弧并作为热源进行焊接。由于等离子弧能量密度大、熔透能力强、稳定性佳,故PAW焊接效率较高,且易于获得质量优异、成形美观的焊缝。通过利用PAW的高能量密度,匹配I形坡口的单面焊双面成形工艺提高焊接接头熔合比,能够减小焊接材料消耗和缩短焊接周期,进一步实现降本增效。
2507超级双相不锈钢在高熔合比的PAW工艺下焊接时,焊缝中铁素体-奥氏体两相比例容易发生变化,从而影响焊接接头的力学性能及耐腐蚀性 能[4,5]。本文以8mm厚超级双相不锈钢2507板材为研究对象,通过匹配I形坡口进行高熔合比的PAW工艺试验,研究其焊接接头是否满足焊接工艺评定要求,以评估其工艺可行性。
2 试验准备
2.1 规范梳理
由于各船级社对焊接工艺评定的要求有所不同,所以本文在工艺评定准备期间对多家船级社关于双相不锈钢的焊接工艺评定要求进行了梳理,对比了不同船级社对于双相不锈钢焊接接头的力学性能试验、腐蚀试验、金相检测及铁素体含量检测的要求,以保证工艺评定能够满足不同船级社的要求(见表1)。
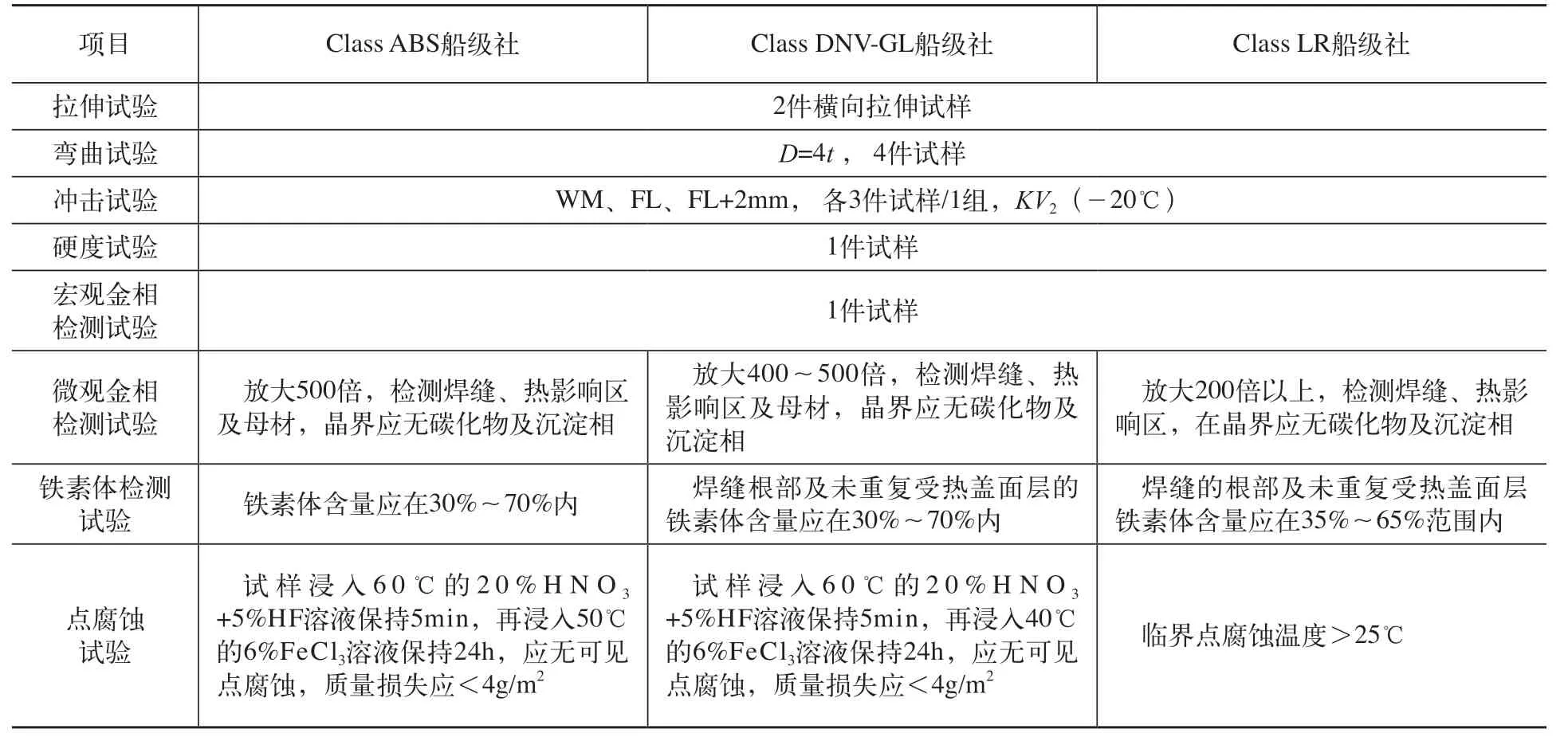
表1 ABS、DNV-GL、LR三家船级社规范对比
2.2 试验材料及设备
试验材料为O u t o k u m p u厂家生产的规格为1000mm×200mm×8mm的2507(UNS S32750)超级双相不锈钢,装配间隙为0~0.5mm。焊接填充材料为φ1.2mm的实芯焊丝ER2594,焊接保护气体为高纯氩气(99.999%)及混合气(98%Ar+2%N2)。焊接设备采用自动化PAW装备,搭配焊接电源IAdvanced Plasma 5000,配备背面气体保护工装及PAW焊接托罩,焊接系统如图1所示。

图1 焊接系统
3 熔合比测算与结晶模式分析
3.1 熔合比测算
在焊接工艺评定试验开展前,进行了预先焊接试验,试验选取不同的焊接参数进行焊接。焊后对焊接接头进行外观及宏观金相检测,腐蚀后观察发现焊缝区、熔合区均熔合良好,并对焊接接头进行熔合比测算。
焊缝轮廓线围成的区域面积即为焊缝金属的横截面积,焊缝金属与焊接坡口母材金属重叠部分的面积即为焊缝金属中被熔化的母材横截面积,如图2所示。

图2 焊缝尺寸测量及熔合比测算
经测算,当I形坡口根部间隙为0.5mm时,在特定的焊接参数下,焊缝上表面宽度10.6mm,下表面宽度2.9mm,上表面余高1.6mm,下表面余高0.5mm,可计算出焊缝的熔合比为74.2%。而传统的V形坡口TIG焊工艺焊接的熔合比仅为20%~30%。
3.2 结晶模式分析
WRC-1992相图是用来预测奥氏体不锈钢和双相不锈钢焊缝中铁素体数FN的相组分图[6]。由于焊接过程中保护气体含有N2成分,会增加焊缝中的N含量[7,8],因此在分析过程中忽略了以下问题。
1)保护气体中含有的N元素进入焊缝及焊缝N元素损失而带来的不确定影响。
2)焊接方法的影响。WRC-1992相图在研发时采用了SMAW焊接方法,而本次试验则采用PAW焊接方法。
3)焊接过程中合金元素烧损带来的不确定影响。
根据原材料及焊接材料质量证明书所示的化学成分及该焊缝的熔合比,将数值代入WRC-1992相图的Ni、Cr当量公式中,计算出Ni、Cr当量值,见表2。
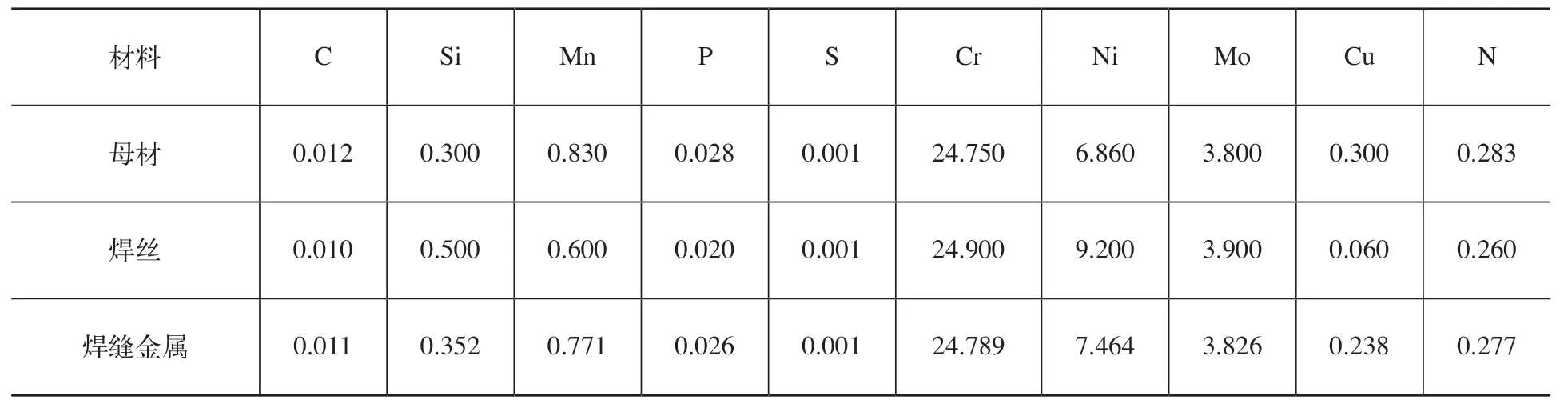
表2 焊缝金属化学成分测算(质量分数) (%)
根据WRC-1992相图Ni、Cr当量计算公式,得出当量值,并将该点描绘在WRC-1992相图中(见图3)。
Cr当量公式:Creq=Cr+Mo+0.7Nb=28.6%
Ni当量公式:Nieq=Ni+35C+20N+0.25Cu=13.5%
由图3可预测出焊缝的结晶模式为F模式,即初生相为铁素体,再由铁素体向奥氏体转变,预测铁素体含量为60%~65%。

图3 焊缝金属在WRC-1992相图中的位置
4 焊接工艺评定试验
焊接工艺评定所采用的焊接参数见表3。

表3 焊接工艺评定所采用焊接参数
等离子气、焊接保护气体及流量是PAW焊接工艺的重要参数。根据焊接设备的要求,焊接过程中需要提供4路气体。
1)等离子气:通常为氩气,电离后形成等离子体,用于产生等离子弧。在气体流量、焊接电流的综合调节作用下可形成不同刚性的等离子弧,较柔和的等离子弧可作为焊接热源。
2)焊接保护气体:用于保护熔融金属,隔绝空气,避免氧化;也有参与冶金反应的作用。采用含N2的保护气体(例如98%Ar+2%N2),可以使N元素过渡到焊缝中作为合金元素。N对双相不锈钢抗点蚀性能有重要的作用[9]。
3)托罩保护气体:PAW焊接速度较快,托罩位于等离子焊枪的后方,因此在托罩中喷出大量保护气体用于保护已凝固且处于高温的焊缝金属和热影响区,避免空气氧化,托罩保护气通常为氩气。
4)背面保护气体:也称为吹扫气体。在焊缝背面安装一个工装,形成封闭空间,将吹扫气体通入封闭空间中排除空气,以防止焊接过程中焊缝背部熔融金属和热影响区被空气氧化。背面保护气通常为氩气,也可使用N2+少量H2的混合气,N2可以保护熔池金属,少量的H2起还原作用,可降低封闭空间中混入少量空气所产生的氧化性,且能够还原臭氧,起到更好的保护作用。保护气体及流量参数见表4。

表4 保护气体及流量
焊后进行100%射线与渗透检测,焊缝质量均满足合格要求。对焊接接头进行力学性能和硬度检测,结果见表5,腐蚀试验检测结果见表6。

表5 力学性能检测结果

表6 腐蚀试验检测结果
根据相关规范要求,在焊缝的打底层与盖面层分别检测铁素体含量。而本试验所用工艺为一次成形焊接工艺,不涉及打底层与盖面层的概念。因此,本试验在焊缝横截面的底部与面部分别进行铁素体含量检测,结果见表7。

表7 铁素体含量检测结果(体积分数) (%)
焊缝微观金相检测结果如图4、图5所示。从图4、图5可看出,在底部的焊缝金属冷却速度快,得到了更多的铁素体,奥氏体则形成针状、块状分布在铁素体晶界处。而焊缝面部冷却速度慢,铁素体含量相对少,形成奥氏体较多。而且,焊接接头内均未发现碳化物、沉淀相等不良组织。HAZ及母材微观金相检测结果如图6~图8所示。

图4 焊缝面部区域微观金相组织

图5 焊缝底部区域的微观金相组织
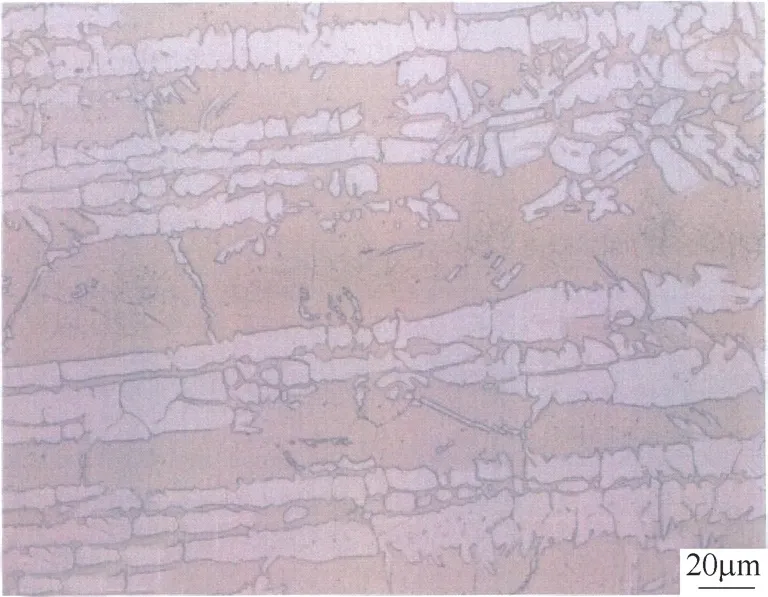
图6 HAZ面部区域微观金相组织
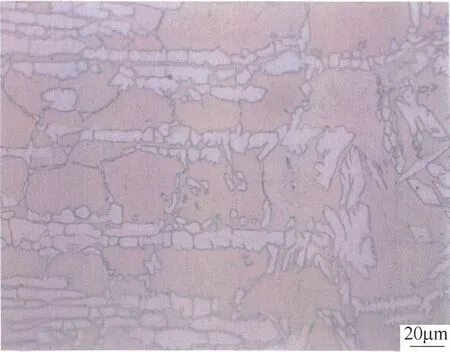
图7 HAZ底部区域的微观金相组织

图8 母材区域的微观金相组织
5 结束语
1)与常规V形坡口TIG焊相比,本试验采用的I形坡口PAW工艺,焊接熔合比高达74%,能够大幅减少填充金属消耗。
2)通过金相检测发现,超级双相不锈钢高熔合比焊缝的结晶模式为先结晶铁素体,然后铁素体再向奥氏体进行转变,且转变首先发生在晶界处,可形成针状与块状奥氏体组织。焊缝、热影响区及母材晶界无碳化物及沉淀相。
3)铁素体含量对焊缝的耐点蚀性能有极大影响。通过检测发现,铁素体含量在35%~65%时,耐点蚀性能优越。铁素体含量与焊缝的冷却速度有关,冷却速度越快,焊缝中的铁素体含量越多。
4)WRC-1992相图对于高熔合比PAW焊接接头铁素体含量的估算仍存在一定误差,主要体现在焊缝中的N元素带来的不确定影响,以及焊接方法与相图研发时使用的焊接方法不一致、合金元素烧损等不确定因素。
5)根据以上试验研究,采用高熔合比的PAW工艺对厚度为8mm的超级双相不锈钢2507板材进行焊接,能够获得满足船级社规范要求的焊接接头。
