铁路道岔轨道垫板自动焊接技术
2022-11-18李琪
李琪
中铁宝桥集团有限公司 陕西宝鸡 721006
1 序言
铁路轨道钢垫板在全线路间隔铺设,数量巨大,其结构形式由钢底板和铁座组成。铁座焊接在底板上,起到支撑轨道及定位钢轨的作用,焊接质量直接关系到铁路运营的安全。道岔轨道钢垫板典型结构如图1所示。
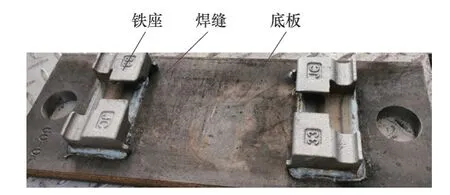
图1 道岔轨道钢垫板典型结构
铁路道岔区的垫板称为“道岔垫板”,铁路道岔结构形式复杂,道岔垫板形式多种多样,实现自动化焊接难度较大。因此,目前道岔垫板各个零件的组拼、焊接是完全依靠人工完成的,垫板焊接质量对焊工的技能水平和责任心依赖很大,且人工劳动强度大。焊接是有害工种,职业健康防护难度大,零散的人工操作工位不利于集中排烟除尘,焊工的操作环境难以改善。随着工业生产水平的不断提升,道岔垫板实现自动化焊接势在必行。设计铁路道岔轨道垫板自动焊接技术并实施应用,一是提高效率,降低劳动强度,达到工业化批量生产的目的;二是确保焊接质量,减少人为因素对焊接质量的影响。
2 设计方案
道岔垫板制造流程如图2所示。根据道岔垫板结构特点及制造流程,进行其自动化焊接生产制造的方案设计。该设计方案根据工艺流程分为4步:一是各零部件的自动化组拼方案设计;二是对组拼件进行自动化焊接过程的设计;三是对自动组拼与自动焊接的衔接集成一键控制过程设计;四是对焊后的焊缝自动化检测及传输码垛过程设计。设计方案的焊接工艺方法基于气体保护焊自动焊接技术,可以采用混合气体保护焊(MAG焊),也可以采用CO2气体保护焊(MIG焊)[1,2]。该设计方案的焊接工艺方法采用的焊接材料是药芯焊丝和实芯焊丝。
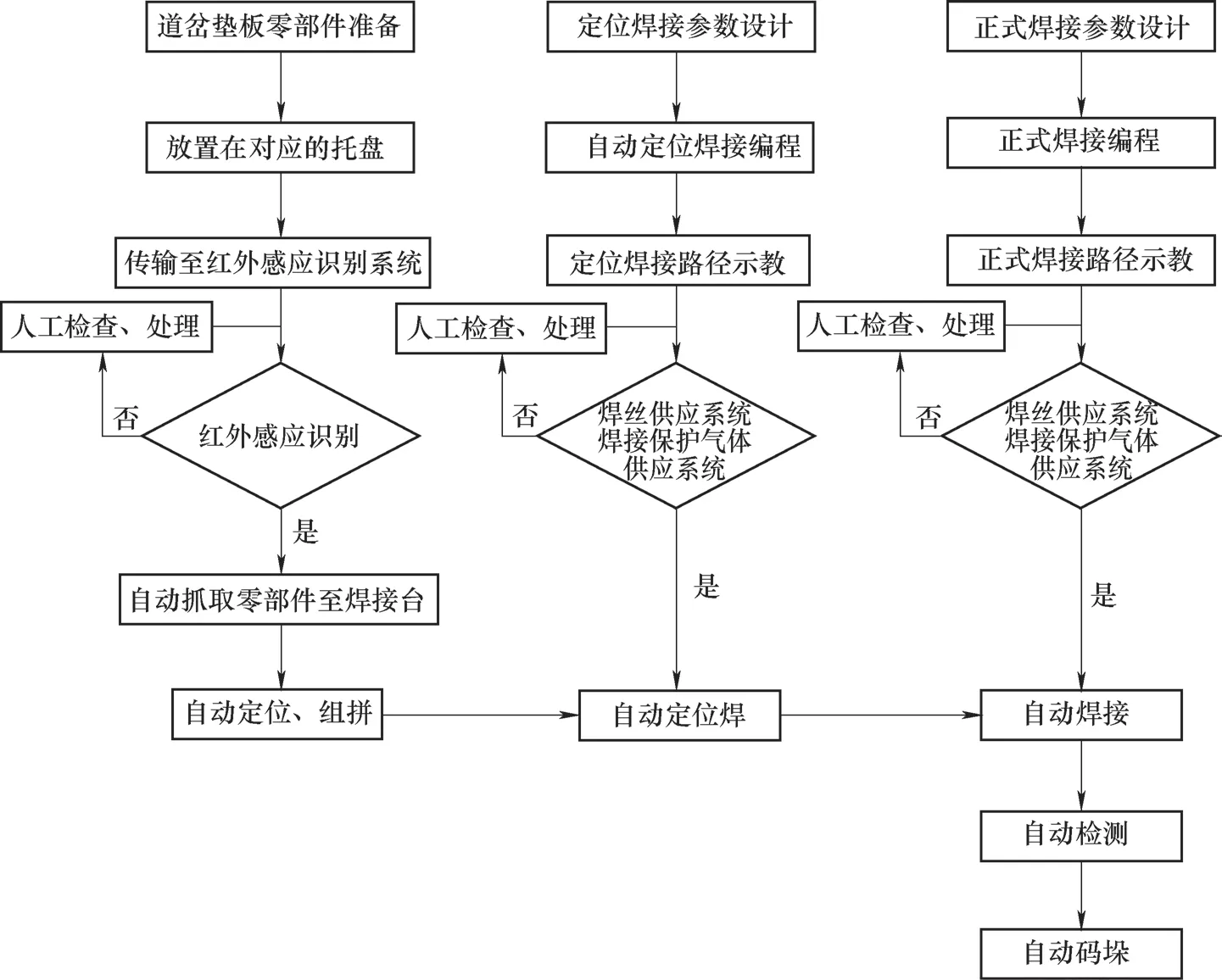
图2 道岔垫板制造流程
2.1 自动化组拼方案
自动化组拼设计主要由红外感应识别系统、自动定位装置和工件抓取装置组成。红外感应系统主要是全过程的感应识别,包括对所抓取零件的品类感应识别、对道岔垫板焊接成品种类的感应识别、对自动定位装置类型的二维码感应识别。自动定位装置是根据道岔垫板的品类和各个零部件的品类设计的用于道岔垫板焊接前各个零部件传输定位的工艺装置。工件抓取装置主要是焊前将零件放置到焊接台,焊后将道岔垫板放置到自动传输线上。
2.2 自动化焊接方案
自动化焊接方案包括零件之间的定位焊接和定位焊接之后的正式焊接。自动焊接过程由红外感应系统和自动焊接装置配套完成。红外感应系统是用来识别将要焊接的焊缝位置,并进行焊缝位置的感应跟踪,做到能根据各个零部件的公差情况自动感应并准确地进行焊接位置布置。自动焊接装置通过程序编写、示教及焊接参数设计等一系列流程来完成。
2.3 焊缝自动检测及传输码垛方案
自动化焊接完成后进行自动检测、自动码垛,自动检测由感应识别装置完成,自动码垛由抓取机器人完成,最后将自动码垛的道岔垫板运输出生产线。
2.4 一键集成控制方案
焊前系统进行自动检测,在自动组拼和自动焊接、搬运过程均“OK”的状态下,由集成控制操作手柄进行一键操作,自动过程按照预定的流程进行操作,当某个过程出现异常时,可以选择停止该分控过程或停止所有过程。
3 设计方案的实现措施
3.1 自动组拼
将道岔垫板各个零部件准备好,放置在设计有对应二维码的托盘上,自动传输至红外感应系统区域,若识别符合,则自动抓取零部件到焊接平台进行自动定位、组拼,等待焊接;若识别不符合,则发出报警提示,经人工检查、处理后再进行红外感应识别。
3.2 自动定位焊
根据道岔垫板设计图样的要求进行定位焊参数设计、自动定位焊接编程、定位焊接路径示教,在自动定位焊前对焊丝供应系统、焊接保护气体供应系统进行检查,显示正常后即进行自动定位焊,不正常即发出报警提示,经人工检查、处理后再进行自动定位焊。
3.3 自动焊接
根据道岔垫板设计图样的要求进行正式焊接参数设计、正式焊接编程、正式焊接路径示教,在正式焊接前对焊丝供应系统、焊接保护气体供应系统进行检查,正常后即进行自动焊接,不正常即发出报警提示,经人工检查、处理后再进行正式焊接。
3.4 焊缝自动检测及道岔垫板的自动码垛
焊接完成后通过自动传输系统将焊件输出焊接生产线,自动传输线上设计焊缝自动检测装置,当焊缝质量合格时传输到通道1,不符合设定值时传输到通道2。对通道1输出的道岔垫板用抓取机器人进行自动码垛,通道2输出的道岔垫板进行人工线下检测及修补处理,合格后再流入成品使用。
4 焊接工艺
本自动焊接技术采用的焊接工艺主要设置参数为焊接步骤、焊接电流、电弧电压、保护气体流量、焊接速度及收弧停留时间,其参数设置见表1。表1中的值为试验得出的较佳参数,在应用中可以根据实际工况进行适当调整。

表1 自动焊焊接参数
5 应用验证
道岔垫板自动化生产技术已经在道岔垫板焊接生产中应用,生产实景如图3所示。该技术应用后,焊工需求量大大减少,仅需要操作工人监控自动过程的运行,多个焊接工位仅需配备1名焊工监控焊接质量即可,提升了道岔垫板焊接的工业生产水平,取消了人工搬运、码垛等辅助用工人。所焊接的道岔垫板在神朔铁路、朔黄铁路、张唐铁路等线路中已经使用,使用过程中质量稳定,没有出现脱焊及断裂等道岔垫板常见故障。

图3 道岔垫板自动化生产实景
6 结束语
通过道岔垫板自动焊接技术,实现了道岔垫板焊接工艺流程全过程的自动化制造,保证了稳定的焊接质量,提高了生产效率。同时,降低了工人的劳动强度,改善了操作环境。
