大型桥梁支座板铸造工艺及低温性能研究
2022-11-15郑建斌卢梦思陈忠振蓝敏俐黄卫东郑雷刚陈忠士
郑建斌,卢梦思,陈忠振,蓝敏俐,黄卫东,郑雷刚,陈忠士,张 祥
(1.福建兴航重工有限公司,福建 长乐 350203;2.福建船政交通职业学院,福建 福州 350007;3.福建工程学院,福建 闽侯 350118;4.中国科学院沈阳金属材料研究所,辽宁 沈阳 110055)
我司承接了珠海金海大桥支座板铸件订单,金海大桥桥面宽度达49.6 m,其宽度世界罕见,是国内首例公铁同层跨海大桥。支座板是连接桥梁上部结构和下部结构的纽带,将桥梁上部结构承受的荷载和变形(位移和转角)可靠地传递给桥梁下部结构,是桥梁的重要传力装置[1]。由于道路桥梁的安全性要求,要排除由于部件内部组织、脆性断裂等缺陷引发的安全隐患,确保支座板产品的承载能力在恶劣环境下仍能够达到设计要求[1]。因此,支座板的质量直接关系到整座桥梁的使用安全系数。
1 铸件技术要求
1.1 技术要求
桥梁支座板结构分成上、下座板,本文以上座板为例。上座板结构如图1 所示,其零件最大外形轮廓尺寸为:4 200 mm×4 000 mm×380 mm,最大壁厚380 mm,最小壁厚140 mm.材质为ZG20Mn,铸件重量约31.79 t.其主要化学成分要求如表1 所示,主要力学性能如表2 所示。
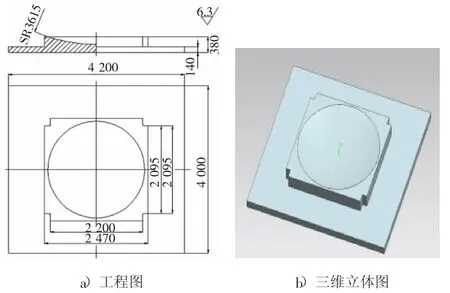
图1 上座板结构

表1 主要化学成分(质量分数,%)
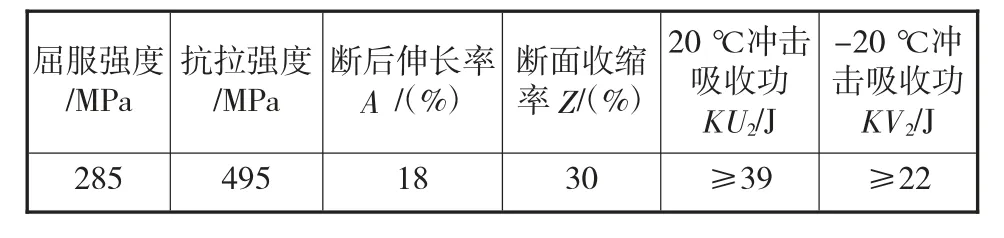
表2 主要力学性能
1.2 主要技术要求
1)铸件尺寸公差按照GB/T 6414 中CT13 级相应值。
2)铸件经机加工后的表面缺陷超过表3 规定,但不超过表4 规定,且不影响铸件使用寿命和使用性能时,允许进行一次电焊修补,对有蜂窝状孔洞的部件不修补使用。
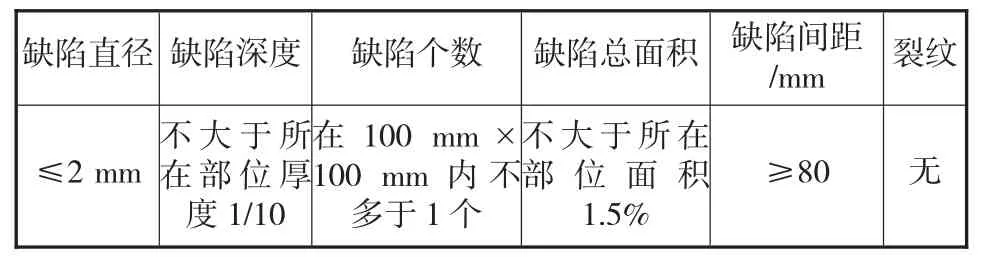
表3 铸件加工后的表面缺陷
3)铸件经粗加工后进行超声波探伤,按GB/T 7233.1 的Ⅱ的规定进行;铸件经精加工后,按GB/T 9444-2007 进行磁粉探伤,要求2 级合格。NDT 要求铸件本体100%UT2 级和MT2 级。
4)铸件应有完整的质量合格说明书,包括石家名称代号、图号、牌号、炉号、热处理曲线、无损检验、化学成分和力学性能试验报告。
1.3 铸造工艺性及技术要求分析
根据上座板铸件结构特点及技术要求,分析其生产存在的问题:
1)上座板的长度值和宽度值均大于5 倍壁厚值,属于典型的平板类铸钢件,而且存在厚薄壁悬殊问题。上座板其形状看似简单,但实际生产不易铸好,铸造生产过程中容易产生变形、夹砂、气孔、中心区域缩松、金相组织不一致等缺陷,致使性能降低。
2)要求上座板铸件进行超声波和磁粉探伤,NDT 要求本体100%UT2 级和MT2 级,对铸件内在品质、外观质量要求特别高。
3)由于桥梁使用的特殊性,要求上座板铸件的承载能力在冬季寒冷等恶劣环境下能够达到设计要求,杜绝桥梁部件的脆性断裂引发安全隐患,即保证符合-20 ℃冲击功要求。
2 铸造工艺设计
2.1 确定造型工艺方案
浇注位置及分型面的确定是铸造工艺设计的重要环节,关系到铸件内在质量及尺寸精度[2]。综合分析上座板铸件的结构特点、技术要求及公司现场生产实际情况,选取上座板工作面朝下,整个铸件置于下部的工艺方案。此方案既保证了重要工作面,方便造型生产操作,而且便于冒口设计和安放。铸造工艺如图2 所示。
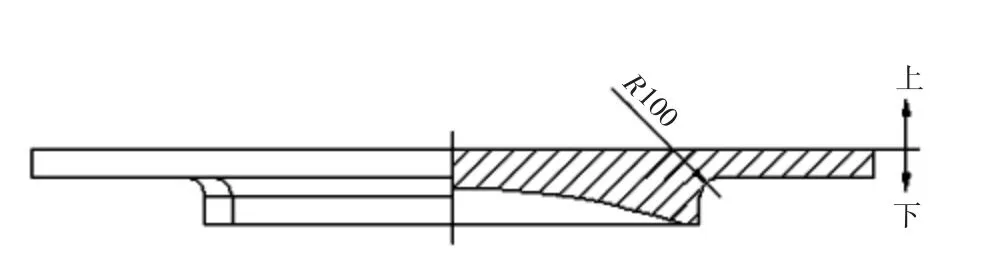
图2 浇注位置及分型面
2.2 确定工艺参数
1)铸造收缩率。铸件的收缩率不仅与铸件的材质、结构特点、造型材料有关,还与铸件各部分在凝固过程中所遇到的受阻情况有着密切的关系[3]。上座板三维方向收缩均接近自由收缩状态,本铸件采用普通二氧化碳硬化水玻璃砂造型生产,因此收缩率选为2.2%.
2)加工余量。大平板类在凝固冷却过程中产生应力,而且上座板存在壁厚的厚薄悬殊,从而导致上座板铸件易发生变形。因此将上座板上表面加工余量适当加大些,上表面定为25 mm,其余定为15 mm.
3)加大圆弧过渡,圆弧半径选择100 mm,这样既防止壁厚悬殊处可能产生的裂纹缺陷,又对预防上座板变形起到一定作用。
2.3 冒口的设计及CAE 模拟分析
通过计算机模拟软件分析上座板的热节位置分布情况,模拟结果如图3 所示。显示在连接处存在较大的热节(黄色区域),也是设计冒口进行补缩之处。
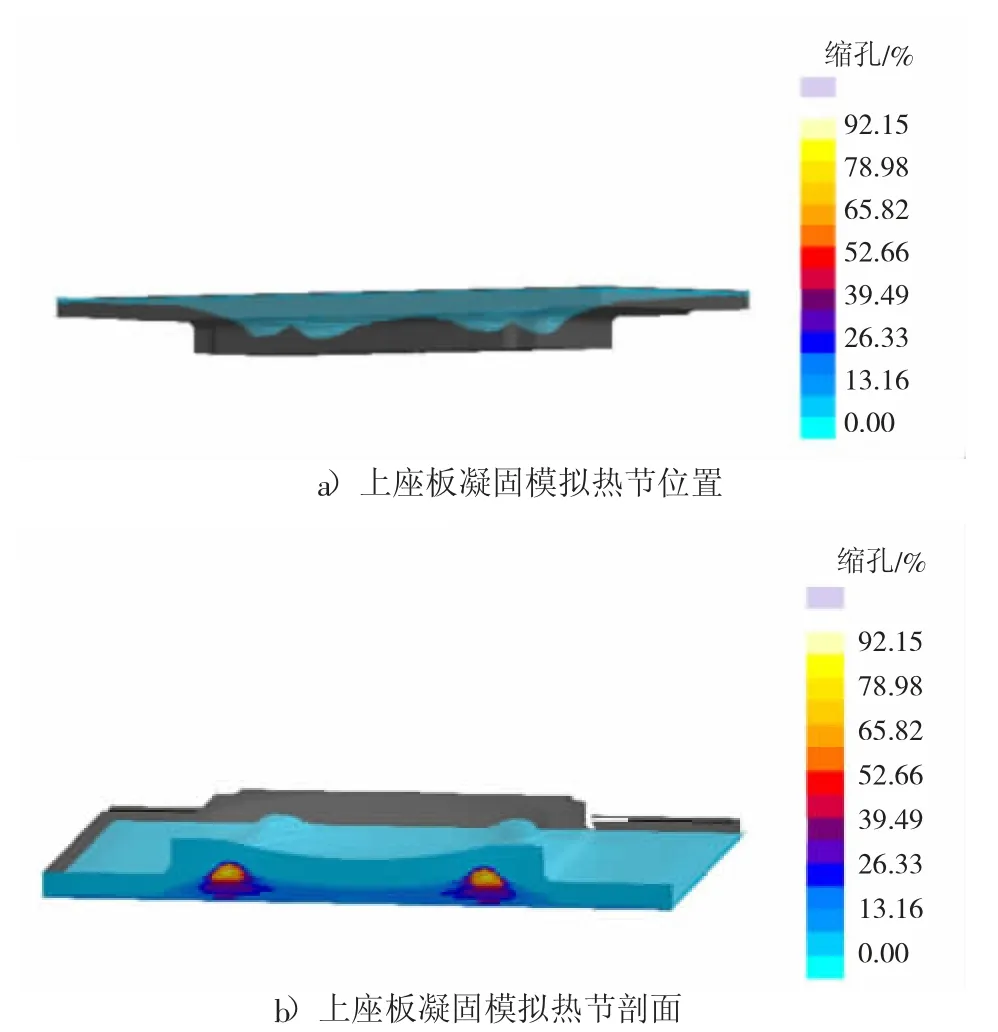
图3 上座板凝固热节分析
对于铸钢件,为了获得致密的铸件,要保证顺序凝固。这就必须在补缩通道上设置模数比补缩通道的模数大、且储有足够多的钢液的冒口,使铸件在凝固过程中,能不断地从冒口获得钢液进行补缩,以消除铸件的缩孔和缩松,使缩孔移入冒口之中[4]。根据上座板铸件热节的分布情况及铸件的结构特点,结合多年设计经验积累,为满足上座板的使用要求,按M冒=1.2M件选择冒口尺寸,对冒口补缩液量进行校对,进一步确定冒口尺寸,同时对应选取保温冒口尺寸为750 mm×1 125 mm×900 mm.
补缩通道上的冒口数量,则由冒口的补缩范围来确定。结合上座板铸件水平补缩距离,确定冒口数量,一共设置了4 个冒口,如图4 所示。这样钢水量为53.1 t,工艺出品率为54.36%.
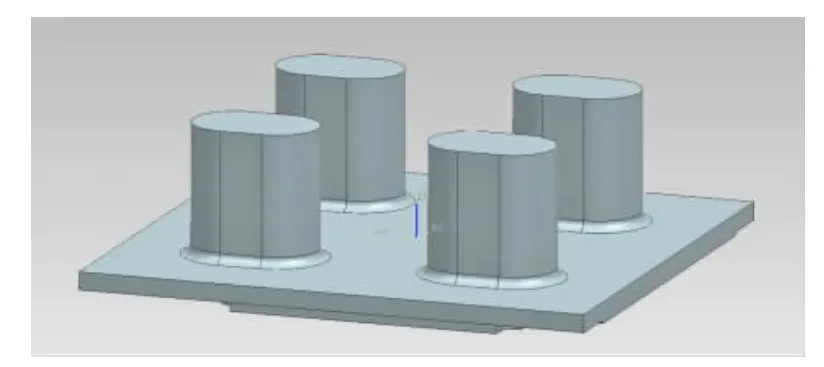
图4 上座板冒口分布图
应用计算机模拟软件对上座板钢液凝固过程进行模拟分析,模拟结果如图5 所示。模拟显示上座板铸件本体无缩孔、缩松倾向,模数符合铸件顺序凝固、冒口最后凝固的要求,长度方向与宽度方向均满足顺序凝固,冒口大小及数量设计合理,能满足质量要求。
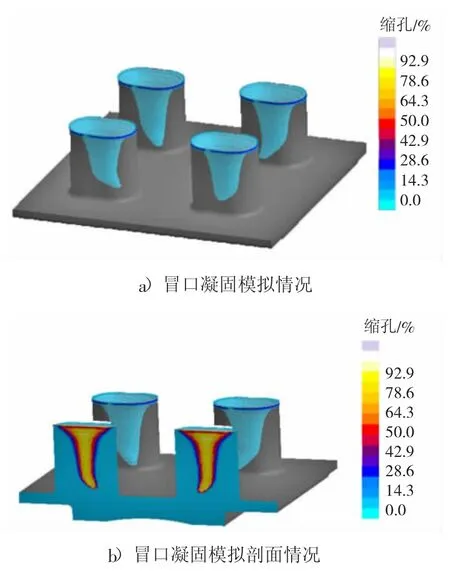
图5 上座板冒口工艺CAE 模拟
2.4 浇注系统设计及流场分析
由于ZG20Mn 材质铸钢件的浇注温度较高,一般浇注温度在1 580 ℃~1 600 ℃,浇注过程中型腔表面受到钢液的热辐射后被加热,容易发生体积膨胀,表层与内层分离,型砂溃散等问题[5]。特别是上座板类大型铸钢件,浇注钢液量达53.1 t,更是需要实现快速浇注,最大限度减少钢液对型腔表面的热辐射等有害作用。
对于大平板类铸件可选择倾斜浇注系统的工艺方案,但考虑车间现场实际及钢液量大跑火可能性高等因素,因件制宜,浇注系统设计采用快浇底注形式,内浇口从冒口下部底返,同时设计采用钢包水口、直浇道、横浇道及内浇道完全开放工艺。这种快浇底注式设计有两个优点:
1)实现快速浇注,为减少型腔受高温钢液热辐射时间,避免各部温差太大,减小铸件收缩应力,有利于减少裂纹发生;
2)保证浇注钢水平稳上升、型腔气体顺利排出,避免出现紊流现象,避免卷气夹渣,有利于保证铸件内部质量。
但快浇底注式也存在一个不足之处就是铸件底部温度较高,越接近冒口温度越低,形成反方向的热差,可以采用点浇冒口工艺进行克服[2]。
采用2 个φ100 mm 漏底钢包,浇注系统各组元断面积的比例依照:ΣF直∶ΣF包=(1.8~2.0)∶1 及ΣF直∶ΣF横∶ΣF内=1∶1.0~1.1∶1.0~1.4[6].
因此,直浇道选用内径140 mm 耐火陶瓷管,横浇道、内浇道选用内径120 mm 耐火陶瓷管。浇注系统如图6 所示。
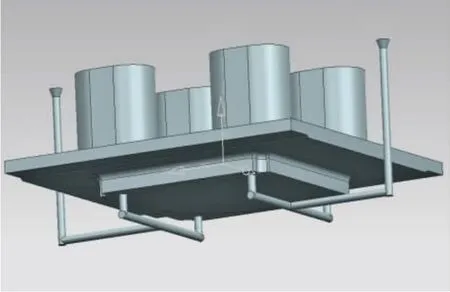
图6 上座板浇注系统
经核算,上座板铸件的浇注时间、钢水在型腔中的上升速度较为适宜。利用计算机模拟软件对上座板铸件钢液充型过程进行模拟,如图7 所示,最终模拟结果显示金属液平稳快速上升,无紊流、飞溅和卷气现象,说明浇注系统设计合理。
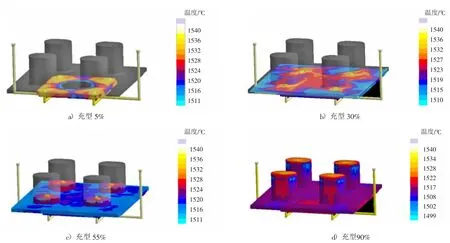
图7 上座板钢液充型过程模拟
3 低温性能研究
3.1 主要元素对低温冲击性能的影响与控制
在碳钢中,随着碳含量的增加,钢的脆性转变温度区间变宽,且脆性转变温度升高。在正火或退火状态下,锰在钢中由于降低临界转变温度,能够达到细化晶粒的交果,也间接地起到提高珠光体钢强度的作用,有助于提高金属韧性。在熔炼过程中控制C 质量分数为0.16%~0.20%、Mn 质量分数为1.20%~1.30%,有利于提高材料的低温冲击韧性。Si、P 和S 在金属中属于杂质元素,容易偏聚于晶界,使晶界表面能下降,易出现沿晶断裂,降低金属脆断应力,低含量的Si、P 和S 有利于提升材料的低温冲击韧性。故在熔炼过程中应尽量降低其含量[7]。公司采用中频炉+LF 精炼方式,可以较好控制P 和S 含量。

表5 熔炼过程控制主要化学成分(质量分数,%)
3.2 合金元素对低温冲击性能的影响
利用微合金化技术,添加微合金元素,是提高铸件性能的一种常用方法,不但可提高铸件的强度,还可保证足够的塑性、韧性等[8]。镍元素具有与铁元素相近的原子半径,在钢中以置换固溶体形式存在,通过改变铁原子晶格结构来改变铸件性能。合金元素Ni 具有很好的可塑性、耐腐蚀性和磁性等性能,在钢中加入Ni 可提高钢的强度,而不降低其塑性,可明显改善钢的低温韧性[9]。
镍元素作为一种贵金属,在满足性能要求条件下,适当控制其加入量。试验了Ni 加入质量分数在0.20%~0.25%范围对低温性能影响,如表6(第三方检测数据)所示,可见Ni 加入质量分数在0.20%时,低温冲击性能就有明显提高。
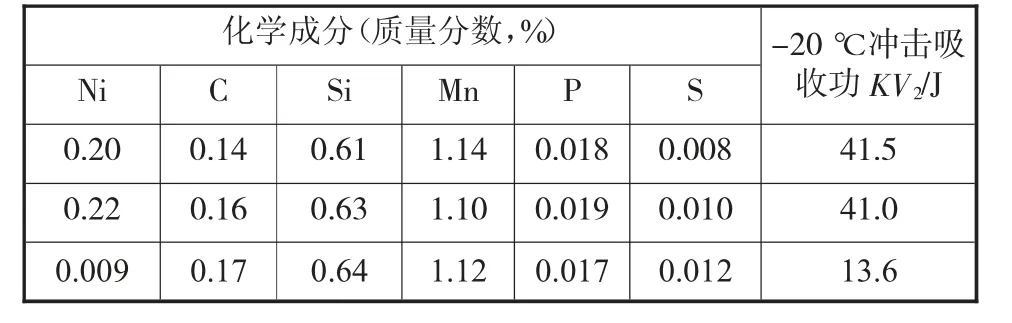
表6 ZG20Mn 试棒检测报告
3.3 热处理工艺的控制
由于上座板综合性能要求高,因此铸件热处理工艺考虑采用正火+回火处理,正火处理目的是使晶粒细化和碳化物分布均匀化,提高其机械性能。回火处理目的是使金相组织趋于稳定,减少内应力,以保证在使用过程中不再发生变形,保持工件几何尺寸和性能稳定。
为防止热处理过程中铸件的变形和裂纹产生,对于这种大型铸钢件,必须选择合适的正火温度。对于大型铸钢件,正火奥氏体化温度一般在AC3以上50 ℃~80 ℃,确定正火温度为900 ℃;保温时间根据上座板最大壁厚,按照传统1 h/inch 保温系数计算[10],并适当延长,则为18 h,可给予上座板奥氏体化足够的时间,使其内部成分均匀化。回火采用高温回火处理,回火温度为620 ℃,回火保温时间为20 h,超过正火保温时间,其目的是获得强度、硬度、塑性和韧性都较好的综合力学性能。
加热冷却时要保证各处均匀,升温过程选择缓慢升温,加热速度控制低于80 ℃/h,升温过快会导致表里的温差过大,造成内应力过大,内部及表面易产生细小裂纹。并采用分级保温热处理工艺,在650 ℃保温4 h,使铸件内外温度均匀后再继续升温。其热处理工艺曲线如图8 所示。
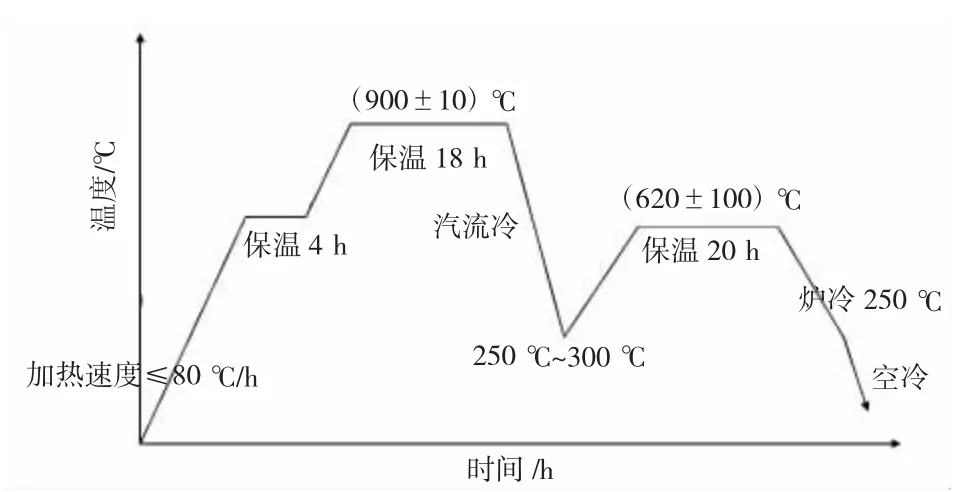
图8 正火与回火热处理工艺
4 实际生产情况
通过设计铸造工艺及热处理工艺,清理完后经检验,铸件达到了预期的目标。铸件尺寸符合要求,外观无铸造缺陷;化学成分、力学性能、特别是低温冲击性能都符合技术要求;粗加工后按GB/T 7233.1的规定,进行超声波探伤,符合2 级要求;铸件经精加工后,按GB/T 9444-2007 进行磁粉探伤,符合2级要求。铸件实体如图9 所示。
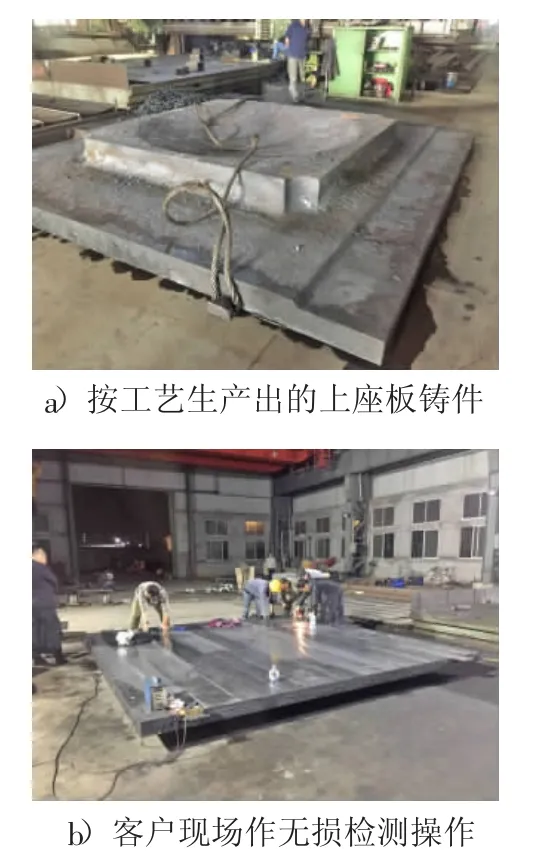
图9 上座板铸件及客户现场无损检测
5 结论
通过分析上座板结构特点及技术要求,研究制定合适的冒口补缩工艺和平稳上升浇注系统方案,同时结合CAE 模拟技术验证,生产出满足客户高标准要求的大型桥梁支座板铸件。类似ZG20Mn 材质的低温性能要求,可以通过控制化学成分、微合金化、制定合适热处理工艺等综合工艺方案,满足特殊性能要求。
