隧道掘进机上的一种新型锁紧式刀箱
2020-04-10张凌戈强张爱武孔祥权
张凌,戈强,张爱武,孔祥权
(1.吉林省维尔特隧道装备有限公司,吉林 吉林市132011;2.吉林省盾构与掘进刀具技术重点实验室,吉林 吉林市132011)
0 前言
刀箱是隧道掘进机刀具的载体。根据滚刀的破岩机理,在滚刀破岩的作用下,产生较大的冲击及震动,冲击和震动通过滚刀的刀轴、端盖、支架或卡块等零部件传递到刀座上,再通过刀座传递到刀盘上。因此刀箱在内外刀座板焊接过程中坡口很宽、很深,且受刀箱的结构与刀盘配合等的影响,刀箱内外刀座板为两种截然不同的材料,焊接过程中很容易出现以下缺陷:
(a)焊接残余变形;
(b)焊接裂纹;
(c)焊接接头缺陷。如:裂纹、夹渣、未熔透、未熔合、焊瘤、内、外部气孔、咬边等。以往施工现场刀箱失效时,需要使用气刨的方式将损坏的刀箱内刀座板从外刀座板中移除。因内、外刀座板的焊接量较大且焊道较深,刨除一个内刀座板大致需要4~5个小时,一组刀箱为两个内刀座板,刨除一对内刀座板大致需要8~10小时;新的内刀座板需打磨、抛光处理后方可安装、定位,大致需要1~2小时;刀箱定位完成后进行刀箱内、外刀座板的焊接,大致6~7小时/每个,两个内刀座板焊接时间为12~14小时,更换一组刀箱总共需要21~25小时,且焊接合格率较低。刀箱更换过程中,需要外聘专业技术等级较高的焊接和装配人员,而且还需要施工现场设备维护人员进行辅助才能完成。刀箱更换中的人工成本较高,以焊工为例,更换一组刀箱大致需要两个焊工,每个焊工350元/8小时,更换时间以24小时为例,更换一组刀箱焊工成本大致需要2000多元。
为了解决上述问题,降低更换刀箱的成本,公司专业技术人员经过长期刻苦攻关,对现有刀箱进行了技术改造,通过使用楔块锁紧及锁紧螺栓,将刀箱内外刀座进行固定,无需焊接,从根本上改变了刀箱内外刀座板的安装方式。
1 新型刀箱的结构特点
使用新型刀箱,在工厂组装或施工现场更换时,不需焊接,只需使用刀箱楔块、锁紧螺栓将刀箱的内刀座固定在刀箱的外刀座板中即可,从本质上改变了刀箱内外刀座板的连接形式,从而杜绝了刀箱组装、现场更换过程中的缺陷和问题的发生,提高了刀箱生产、更换的效率。使用新型的楔块压紧式刀箱后,当刀箱发生失效时,只需将刀箱内刀座板螺栓和楔块螺栓松动、取出螺栓和刀箱楔块,移除刀箱内刀座板,安装新的内刀座板、刀箱楔块,然后使用螺栓进行紧固即可,因更改后的刀箱外刀座板带定位功能,所以,不需繁琐的定位过程,刀箱更换时间总共大致为1~2小时。
2 新型刀箱的工艺流程
(一)刀箱部件组成
由外刀座板、内刀座板、刀座连接板、刀箱楔块和M20×110 螺栓组成。
(二)新旧刀箱材料对照,见表1。

表1 新旧刀箱材料对照表
(三)42CrMo与30CrNiMo力学性能对照,见表2。
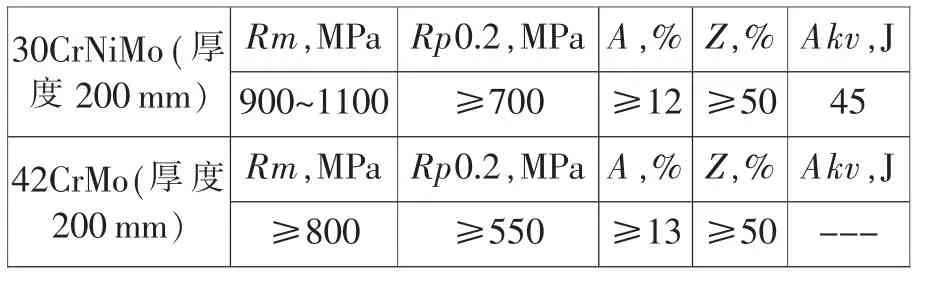
表2 新旧刀箱材料力学性能对照表
由表可见,新刀箱内外刀座板材料性能均优于旧刀箱,因此能够满足装配要求。
(四)新型刀箱的生产流程
外刀座板、内刀座板、刀箱楔块的加工流程:下料→退火→粗加工→淬火→回火→精加工成型。
将加工完成的外刀座板(见图1)、内刀座板(见图2)各一个拼装在一起,使用刀箱楔块(见图3)两个,这里楔块起到锁紧和定位的作用,通过六根螺栓将两个刀座板楔紧,使用八颗螺栓将内刀座板另一端与外刀座板紧固,见图4。
在实际使用中,其尺寸应根据所使用的TBM刀盘的具体规格进行设计,其锁紧力可根据具体的锁紧要求,采用不同规格、尺寸的锁紧楔块和锁紧螺栓实现。本锁紧式刀箱适用于各种类型隧道掘进机刀盘,只要按结构样式重新设计尺寸即可。

图1 外刀座板示意图
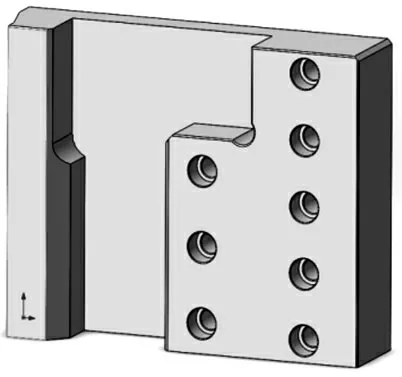
图2 内刀座板示意图

图3 刀箱楔块示意图
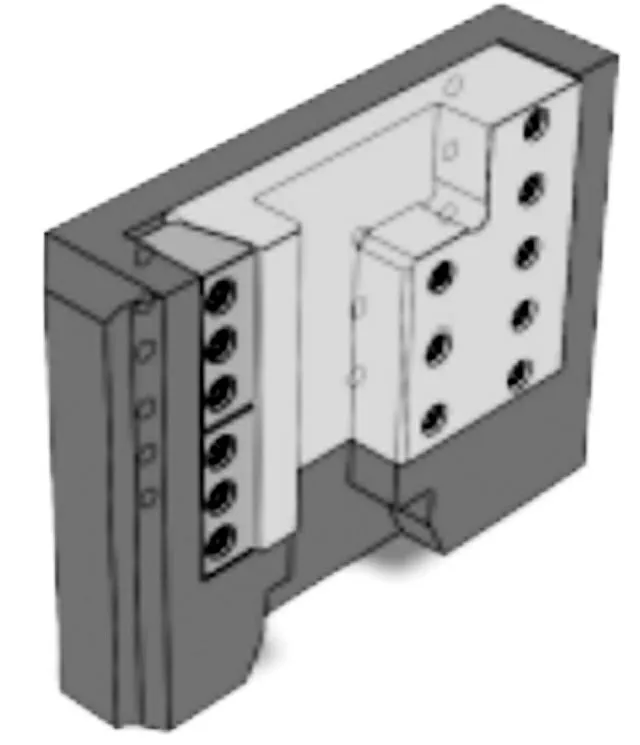
图4 刀箱主体示意图
3 结语
一种新型锁紧刀箱的应用,从根本上改变了传统意义上刀座的安装方式,在TBM施工过程中,更换一个刀箱仅需40~60分钟的时间,将组对完成的刀箱左右两个组合体通过定位工装组对,然后焊接刀箱连接板,一个整体刀箱制作完成大概需要2~2.5小时。极大地方便了施工现场刀箱的更换,提高效率10倍以上,是一种高效低廉的刀箱安装方式,从根本上保证了工程施工的进度,具有广泛的市场前景。
