贴片电解电容器座板检测机
2017-01-09
(南通新联电子有限公司,江苏 南通,226363)
贴片电解电容器座板检测机
顾志军
(南通新联电子有限公司,江苏 南通,226363)
本文主要介绍了贴片电解电容器座板检测机的构成及作用,阐述了三菱PLC及松下CCD视觉系统在设备中的应用,利用FX-3U完成伺服入料传动控制,良品与不良品下料控制,利用松下CCD视觉系统完成座板的形状及尺寸检测。在座板检测过程中,该设备对不良品的不合格项次进行统计和显示,利用这些数据可以及时反馈座板注塑过程中的问题点,便于管理人员及时修理和优化,提高座板生产的合格率。
贴片电解电容器;座板;PLC;CCD
贴片电解电容器是电子行业中使用较为广泛的元件之一,而座板是其必不可少的部件。目前座板的生产主要是通过注塑机直接注塑成型。受工艺限制,注塑的座板容易出现注射不足、溢边、尺寸偏差等现象。由于座板体积较小,直径在3mm-10mm之间,且单台注塑机日产量可达到500K-1000K PCS。人工检测产品难度较大,无法发现较小的溢边,不良品往往是批量产生,造成生产成品大幅度增加。因此,开发贴片电解电容器座板检测机,利用CCD机器视觉系统对产品进行自动识别,及时发现座板的不良项次,指导注塑生产管理,提高了产品的出厂合格率。
1 机械构成
1.1 总体结构
贴片电解电容座板检测机分为三个部分:振动盘入料机构,座板检测机构,下料打包机构(见图1)。
1.2 振动盘入料机构
该机构由下料仓、圆振、直线送料器、控制器组成,使座板按照设定的方向逐一输送到检测机构中。当圆振中的产品减少到一定数量时,下料仓自动将产品送入圆振中进行定向排序。圆振及直振的振动源为电磁式,可以通过控制器调节振动频率,从而达到座板输送速度可控的目的。
1.3 座板检测机构
该机构设置为6个圆周分布的工位,分别为座板定位工位、A面CCD1检测工位、B面CCD2检测工位、不良品下料工位、良品下料工位、重测品下料工位。检测机构是该设备的核心部分,采用连续转动,座板检测时不需要停顿,提高了检测效率。各工位调整机构相似,以座板定位工位为例,
该工位完成座板在圆盘面轴向整体排列,使座板进入CCD工位时处于拍摄视野内。座板定位工位由直流无刷电机、排料轮、横向调整机构及纵向调整机构组成(见图2)。
使用直流无刷电机,在控制时进行无极调速,使排料轮线速度与座板转盘的线速度匹配,保证座板的排料质量。水平和竖直调整机构采用凹、凸燕尾槽,利用齿轮和齿条进行位置调整,以便适应多种尺寸规格的座板。该机构加工重点是排料轮的同心度和轴向跳动。

图1 总体机构
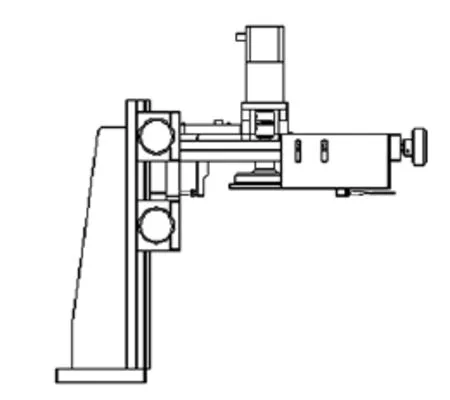
图2 座板定位工位
1.4 下料打包机构
针对良品设置了自动打包机构,由12个接料箱进行循环接料,根据客户要求设定包装数量。减少了人工打包工序,有助于减少不同产品混装的现象。该打包机构连续可以完成12-16小时下料产量,中途无需进行人工干预。
2 软件构成
2.1 控制程序
座板在传动盘面的位置精度直接影响到设备的检测精度。采用安川伺服SJMJV-04AAA61作为盘面的驱动电机,三菱FX-3U作为主控制单元,其高速脉冲输出口控制伺服电机的运行。程序运行时C251实时记录伺服电机编码器的数值,C251为硬件高速计数器,32位双向双计数,响应速度快,不受PLC扫描周期的影响,从而保证了座板位置读取的精度。控制流程图如图3所示。
在控制程序中,其重点是座板位置的存储和计算。利用FX-3U的扩展寄存器R与变址寄存器Z进行座板位置的存储。以1工位排料和2工位CCD1检测为例。当座板1通过第1工位,到达第2工位时,程序需要触发CCD1进行拍摄,依次循环完成后续所有座板的拍摄触发。程序在座板1通过第1工位的光电检测传感器时,扩张寄存器R0Z0对座板1的位置进行存储,此时Z0==0,存储位置指向R0。待座板1位置存储完成后,Z0=Z0+2,存储位置指向R2,等待座板2通过光电检测传感器时,将位置数值保存到R0寄存器内。当Z0==1000时,座板1已经完成检测,此时MOV KO Z0,重新进行下一轮存储。
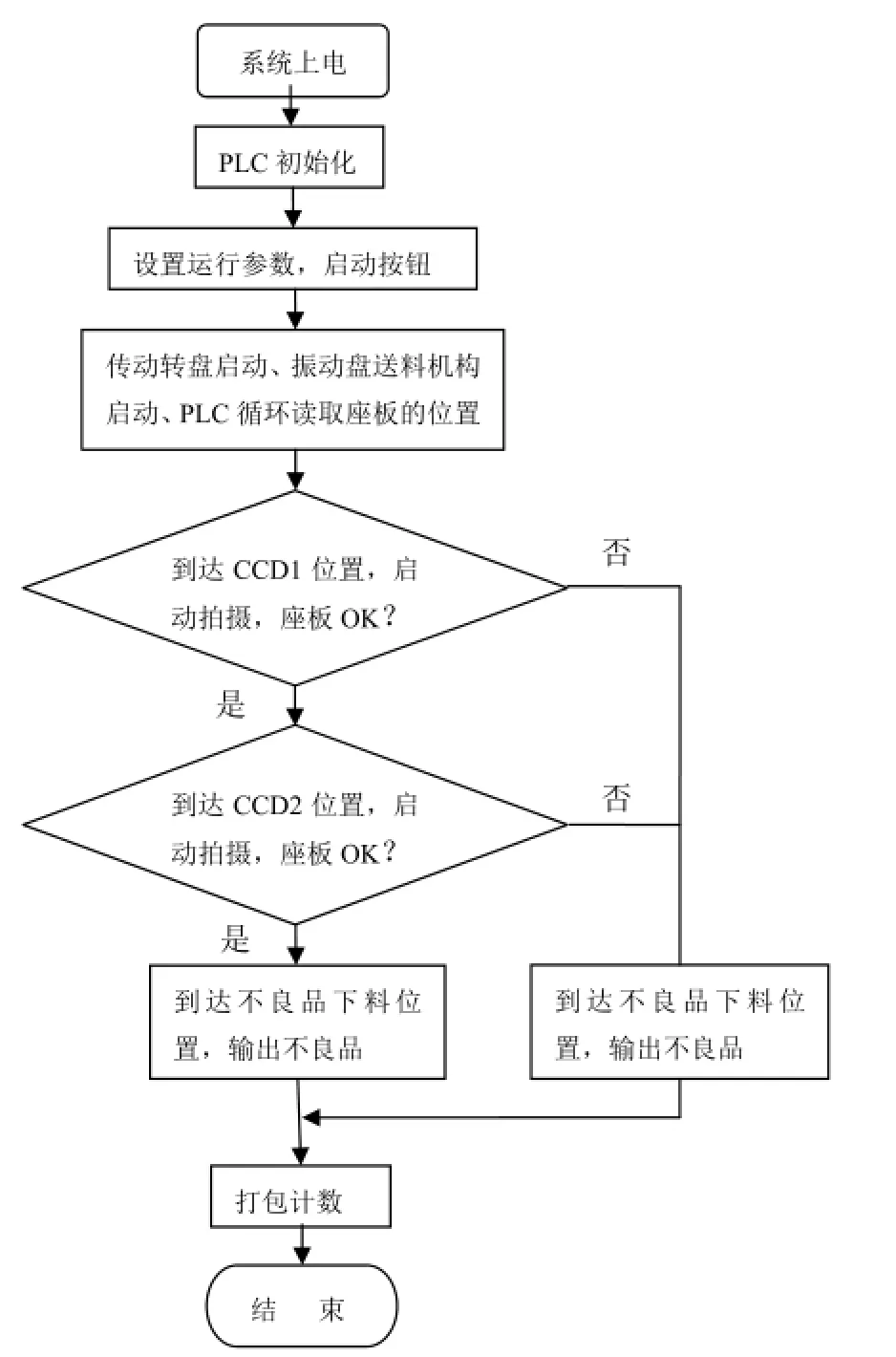
图3 控制流程图

FX-3U输入点分配如下:

X-3U输出点分配如下:

图4 外边缘毛刺检测

图5 表面缺料检测
2.2 CCD检测程序
本文采用松下PV200作为本体进行图像分析处理,30万像素相机进行座板拍摄。主要检测产品尺寸、外边缘毛刺、内孔尺寸、内孔毛刺、表面缺料及裂痕等。
图4中,红色方框内为座板注塑成型时产生的外边缘毛刺,在程序中在该位置设置了边缘直线度,当直线度超过范围时判定为毛刺过大,属于不良品。
图5中,红色圆内为座板注塑成型时表面产生的缺料,在程序中在该位置设置了颜色饱和度检测,色差范围度超过范围时判定为该处存在缺损,属于不良品。
3 结论
本文通过PLC系统和CCD视觉检测系统完成了贴片电解电容座板的自动检测,系统的各项参数可以通过触摸屏进行设置。CCD显示屏可以将座板的质量状况直观出来。通过样机试验验证了设计的可行性和有效性。
(
)
[1]松下电工神视株式会社, PV200使用手册, 2012.
[2]MITSUBISHI ELECTRIC CORPORATION, FX3g. FX3u. FX3uc系列微型可编程控制器编程手册, 2009.