刮板输送机中部槽用高铬堆焊耐磨板的组织特征及滑动磨损性能*
2022-11-15段琪影岳宏霖宋函珂王庆良
段琪影 岳宏霖 宋函珂 王庆良
(1.中国矿业大学材料与物理学院 江苏徐州 221116;2.天津中矿新材料科技有限公司 天津 300350)
堆焊技术已从传统的结构件修复领域发展到增材制造技术领域,增材制造赋予了堆焊合金耐磨、耐蚀、耐热和耐氧化等特殊功能,在传统耐磨材料的设计和制造没有取得突破性进展的情况下,无疑为耐磨结构件服役寿命的改善提供了有效的解决方案[1-3]。为适应煤矿、冶金和石化等领域的复杂磨损工况,铁基、钴基和镍基等多种堆焊合金板材被研发并获得应用,其中以铁基堆焊耐磨合金的研究最为活跃[4-5]。铁基Fe-Cr-C堆焊耐磨合金具有可控的性能、优异的耐磨性和经济性,可广泛用于机械装备中承受磨料磨损或冲击磨损的结构件的设计和制造[6-9]。
Fe-Cr-C耐磨堆焊合金优异的耐磨损性能源于高体积分数的碳化物与良好韧性基体的良好匹配,当碳的质量分数为2%~5%,铬的质量分数为18%~30%时,Fe-Cr-C合金强化相为M7C3型碳化物[10-11]。高硬度Cr7C3具有优异的耐磨性、良好的耐腐蚀和抗氧化性,在堆焊层中起到了强化相的作用。一般来说,这类硬质相起到承载并阻止磨损的作用,基体材料则提供足够的韧性。当合金中出现粗大的初生碳化物时,可有效防止磨料颗粒对共晶基体的犁切损伤,并阻断磨粒的切削路径。当共晶碳化物在堆焊合金中以孤立的条状分布时,可避免磨损应力导致的堆焊合金的多重塑性变形,特别是在受到磨粒磨损作用时,可有效减轻合金的多次塑变磨损,并降低显微切削磨损[12-15]。在保证Fe-Cr-C堆焊合金高耐磨损性能的同时,为改善合金的综合使用性能,通常添加一定量的Ti、Nb、V、B和Si等合金化元素[16-17]。C和Cr元素作为核心元素主要形成Cr7C3和Cr23C6等硬质碳化物强化相,其种类、体积分数、形态和分布特征等是决定堆焊合金高耐磨性的关键因素[18]。对于恒定碳化物体积分数的堆焊合金,增加Cr/C比例可提高碳化物的硬度和低应力下的耐磨损性能[8,19]。合金化元素Ti、Nb的加入可生成高熔点MC碳化物(M=Ti、Nb),该类碳化物硬度较高,一定程度上对Fe-Cr-C合金起到了颗粒增强的作用。同时MC碳化物可作为M7C3碳化物的形核核心,抑制碳化物长大,起到细化碳化物的作用。但Ti、Nb的加入量应控制合理范围,过高的含量会导致Fe-Cr-C合金由过共晶向亚共晶转移,降低合金的耐磨性[9,20-21]。少量B元素可降低奥氏体中C含量,增加碳化物的形核数目,保留碳化物的凝固组织形貌。少量的V元素的加入可使Fe-Cr-C合金的共晶点左移,并固溶于M7C3碳化物中起到稳定碳化物的作用[22-23]。添加适量的Si可降低奥氏体中C含量,提高马氏体相变(Ms)温度,但Si元素有促进珠光体形成的作用,由于珠光体对碳化物支撑较弱,Si质量分数通常被限制在1.0%以内[24-25]。
堆焊Fe-Cr-C合金增材制造技术具有设备简单、低成本和适合现场处理等的优势,但传统堆焊板材存在焊缝成形不均匀、焊道内和焊道间存在较多的裂纹等问题。虽然等离子和激光熔覆技术也用于刮板输送机中部槽的表面修复和部分区域Fe-Cr-C耐磨纹理的制造,但其工艺复杂、成本较高并难以批量生产大面积的熔覆层板材[26-29]。针对这些问题,中国矿业大学材料与物理学院与天津中矿新材料科技有限公司协同合作,通过优化成分设计和堆焊工艺技术,研发了堆焊层焊缝成形均匀和表面无明显裂纹的CM系高铬复合耐磨板。本文作者以CM550复合耐磨板为材料,探讨其用于煤矿刮板输送机中部槽的可行性。作为刮板输送机的主要承载部件,中部槽与刮板和链条之间的滑动磨损是物料运输过程中的主要磨损运动形式,包括空载条件下的干摩擦和物料运输过程中的滑动磨料磨损[7,30-32]。因此,本文作者所涉及的磨损试验设计主要基于刮板输送机中间槽的磨损运动工况,选择了滑动磨损运动形式对比评价磨损性能和磨损失效机制,以期为CM系列耐磨堆焊板在煤矿的批量应用提供技术支持。
1 实验材料与方法
1.1 实验材料
实验所使用的材料为CM550高铬堆焊复合耐磨板,厚度为20 mm,高铬堆焊层厚度约8 mm。堆焊前将基体Q235板材表面进行喷砂处理,预热温度控制200~300 ℃范围,以提高堆焊层与基体钢的冶金结合效果。堆焊高铬层采用埋弧堆焊的热源方式,将混合好的设计合金粉料均匀铺设于基体表面进行堆焊,合金粉主要为CrFe合金(52%Cr、6.1%C和3.0%Si)和MnFe合金(65%Mn、6.5%C和1.8%Si)。堆焊完成后采用缓冷处理,以减少堆焊层裂纹的产生。图1所示为CM550和市售普通高铬堆焊复合耐磨板的实物图。CM系耐磨板高铬堆焊层表面无裂纹。普通堆焊板表面的每条焊道均存在垂直于焊道的粗大裂纹,部分裂纹已贯穿整个焊道并形成连续裂纹。在使用过程中,这些裂纹更容易导致堆焊层的碎裂或崩裂,造成磨损构件的过早失效。为了确定相对耐磨性,文中选取了常用刮板输送机中部槽材料NM450马氏体耐磨板和Q235钢板作为对比材料,厚度均为20 mm,表1给出了实验用钢板材料的化学成分和硬度值范围。

图1 高铬堆焊复合耐磨板

表1 CM550堆焊耐磨钢板的化学成分和硬度
1.2 滑动磨损实验
滑动磨损性能实验在M2000多功能摩擦磨损试验机上进行,所有磨损实验均按GB/T 12444—2006标准(对应于ASTM G77标准)进行。实验钢试样线切割加工成10 mm×10 mm×19 mm的块状试样,用400~1 200目的水砂纸打磨摩擦接触表面,控制表面粗糙度Ra在0.08~0.10 μm之间,满足国标Ra≤0.4 μm的要求。摩擦配副为硬度60~62HRC的GCr15轴承钢钢环,内径为16 mm,外径为50 mm,厚度为10 mm(与块体样品的宽度相对应)。钢环外圆摩擦表面采用磨床加工至表面粗糙度为0.3~0.4 μm,每次滑动磨损实验均使用新的钢环。
图2所示为滑动磨损摩擦副的接触运动示意图。测试钢块样品固定,钢环摩擦副以200 r/min的速度旋转,相应的滑动线速度约0.52 m/s,磨料磨损时石英砂磨料以1.5 kg/h的流速进入滑动磨损接触面。

图2 滑动磨损摩擦副接触运动示意
滑动磨损实验分为干摩擦和石英砂磨料磨损,石英砂磨料的粒度为80~120目(180~120 μm),施加的载荷设定为200和600 N,对应于刮板输送机中部槽的空载磨损和负载磨损2种工况条件。滑动磨损时间设定为2.0 h,总滑动距离约为3 768 m,测试温度为室温,相对湿度为40%~60%,详细实验参数设置见表2。磨损样品的质量损失由BP211d电子天平(德国Sartorius AG)测量,精度为0.01 mg。在磨损实验之前和之后,均用乙醇溶液超声波清洗样品,并在100 ℃下干燥2.0 h。每种工况磨损实验重复6次,并取平均值作为最终的磨损质量损失。对于少量异常数据,补充相应的磨损实验。以相对耐磨性评价钢样品的耐磨损性能,计算公式如下:
表2 滑动摩擦磨损实验参数
式中:ε为相对耐磨性;Δm为钢样品的实际磨损损失(mg);Δms为标准钢(Q235)的实际损耗(mg);ρ为钢样品密度(g/cm3);ρs为标准钢密度(g/cm3)。
1.3 分析方法
利用光学显微镜(Olympus,PMG3,Japan)观察堆焊层的组织形貌,样品用4.0%的硝酸乙醇溶液腐蚀20~30 s。利用高速数码显微镜(Keyence,VW-9000,Japan)观察分析磨损表面的宏观磨损形貌,采样速度0.5 mm/s,移动速度2 mm/s。利用扫描电镜SEM(Hitachi,S-3000N,Japan)观察分析磨损表面的微观形貌特征并分析磨损机制。利用X射线衍射仪(Bruker,D8 Advance,Germany)分析表征堆焊层的物相组成,Cu靶Kα(λ=0.154 06 nm),管电压40 V,管电流30 mA,衍射角的扫描范围20°~90°,扫描速度2°/min。利用透射电子显微镜(TEM,JEM-2100)观察分析碳化物的结构特征。
2 堆焊层的组织特征
2.1 金相组织
高铬堆焊层的横截面金相组织如图3(a)所示。可以看到,堆焊熔合区结合良好,表现出冶金结合特征。Q235基体钢的显微组织由铁素体和珠光体组成,图中浅色组织为铁素体,黑色组织为珠光体,单个铁素体晶粒中的黑色小颗粒是二次渗碳体。高铬堆焊层的组织结构如图3(b)所示,显微组织基本由初生碳化物、珠光体组织和少量变态莱氏体组成。初生碳化物是堆焊合金降至液相线以下时从液相中析出的结晶相,尺寸相对较大,形状主要为长棒状、六边形或不规则块状。所有这些形状实际上都属于相同的多边柱结构,主要是六边形柱。根据参考文献[33-34],六方Cr7C3碳化物沿螺旋位错提供的生长台阶以迂回方式生长,并逐渐形成六方闭合环,强烈的各向异性使其沿c轴快速生长,形成具有光滑平坦侧面的六边形柱体。珠光体组织中的共晶Cr7C3碳化物主要为片状,二次Cr7C3Ⅱ碳化物主要为粒状。

图3 高铬堆焊层金相组织
2.2 物相分析
图4所示为堆焊层的XRD衍射图,堆焊层的主要相为Cr7C3碳化物和α-Fe相。α-Fe铁素体是高铬铁碳合金的平衡相之一,44.6°处的衍射峰对应于铁素体(110)晶面的衍射峰,65.1°和82.6°位置的衍射峰分别对应于铁素体的(200)和(211)晶面。XRD图中Cr7C3碳化物衍射峰的标定基于六方晶系进行,各衍射峰与六方晶系Cr7C3碳化物相吻合。为了进一步确认物相分析的可靠性,图5(a)和(b)分别示出了铁素体相和Cr7C3碳化物的选区电子衍射和能谱(EDS)分析结果。图5(a)中的铁素体区含约14%Cr和0.78%Si,未检测到C元素。图5(b)中的棒状碳化物具有六方结构,晶带轴为[110],虽然Cr7C3碳化物的晶体结构不是严格的密排六方结构,但在TEM分析中仍被视为密排六角结构进行标定[35]。无论铁素体还是Cr7C3碳化物,二者均固溶了一定量的Fe元素,由于铁原子半径与铬原子相似,晶体结构没有大的晶格畸变或变形,仍然维持体心立方铁素体和六方晶系Cr7C3。
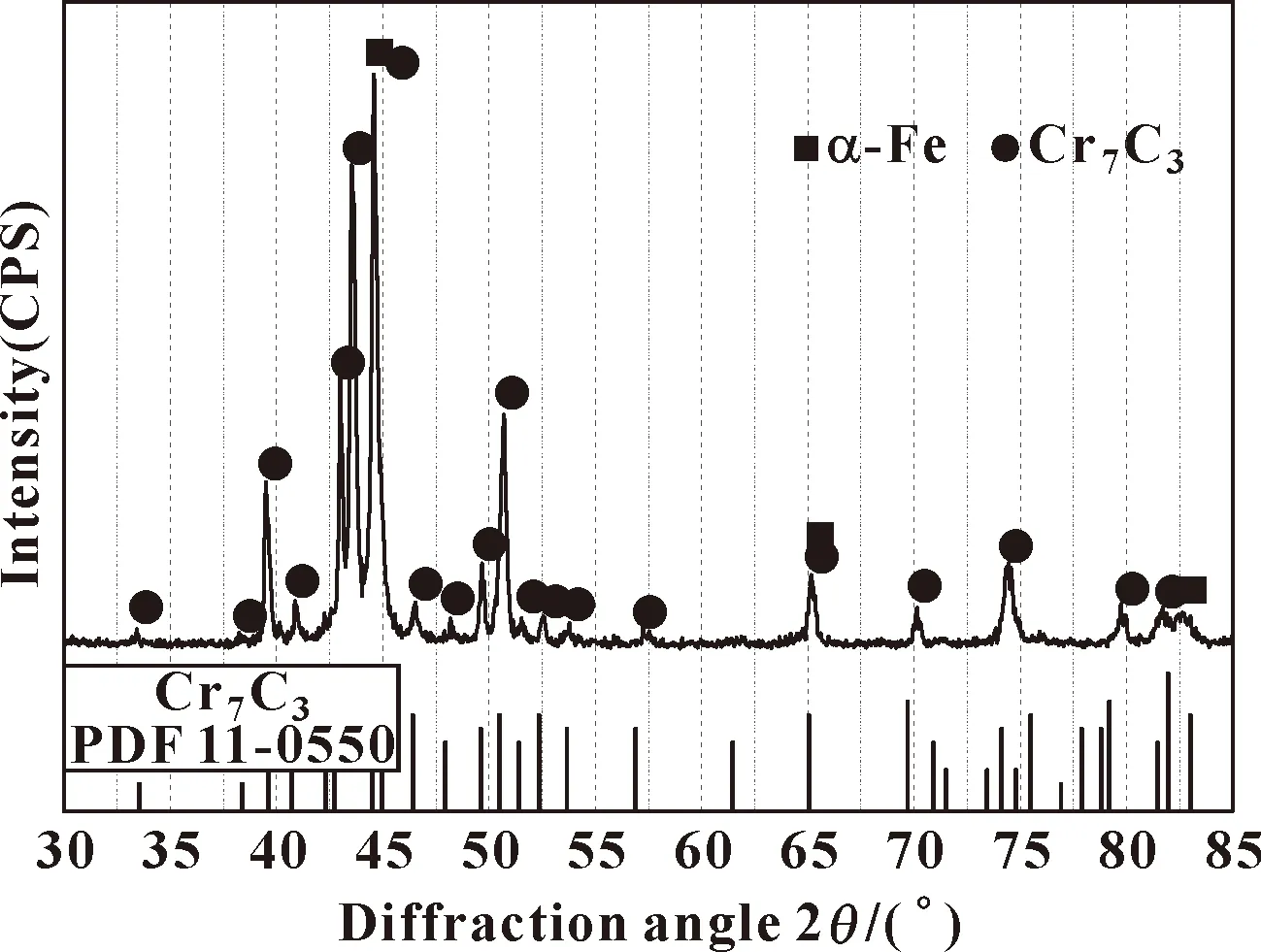
图4 堆焊层的XRD衍射图
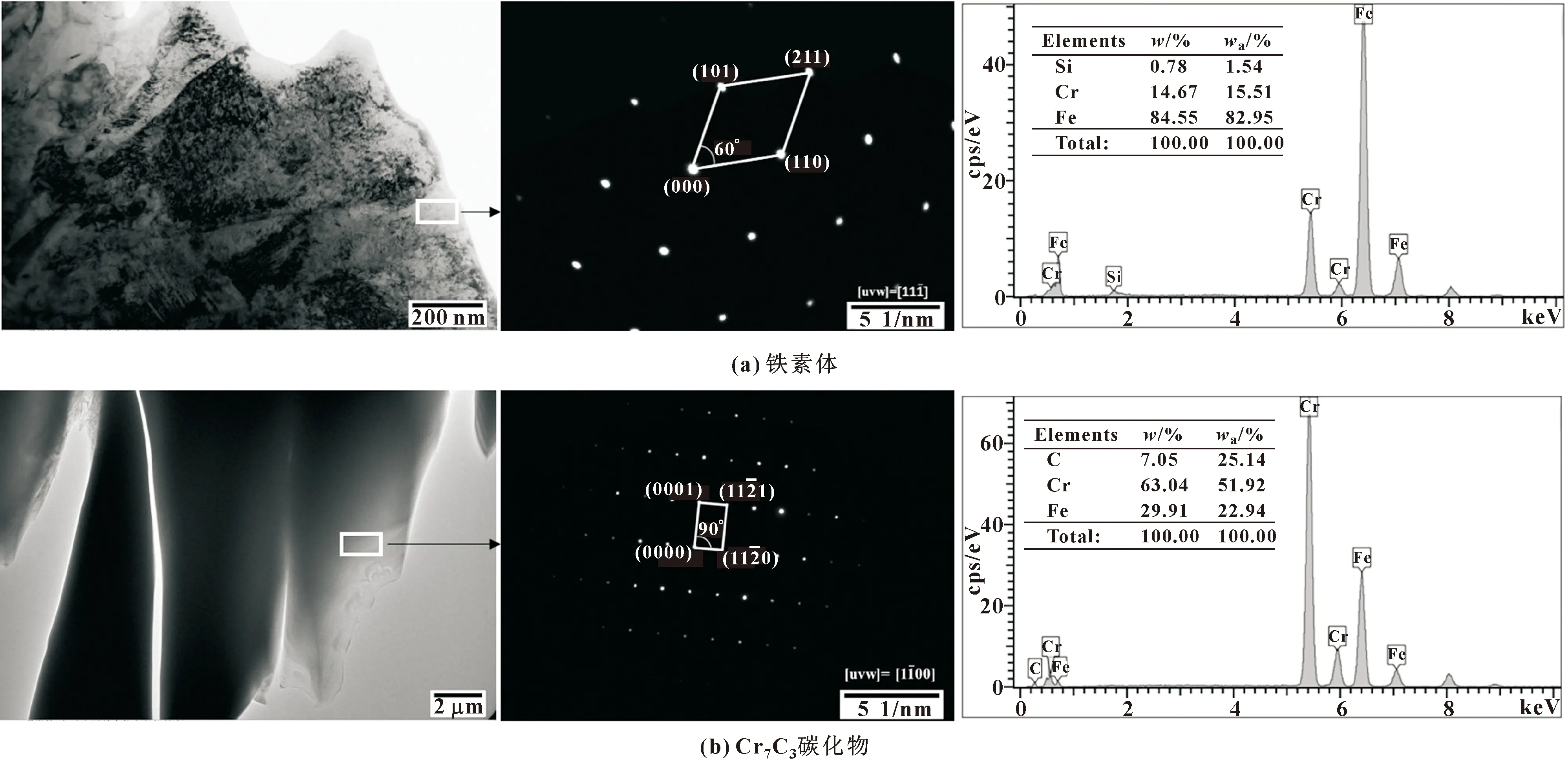
图5 堆焊层选区电子衍射和相应的能谱图
依据表1所示的实测成分(3.36%C和25.3%Cr),计算出堆焊层成分的碳当量CE值为4.84%,确定堆焊层合金属于过共晶成分范围。图6示出了Thermos-Calc软件计算的Fe-25Cr-3.5C合金的平衡相图[36]。由于自然风冷,CM550堆焊层基本符合平衡相图显微组织的变化规律。当堆焊合金冷却到约1 300 ℃时,从液相开始析出碳化物L→Cr7C3,并形成初生碳化物相,剩余液相的碳含量则逐渐接近共晶成分(约3.1%C)。当温度降低到约1 265 ℃时,发生共晶反应L→γ+Cr7C3,堆焊合金进入奥氏体和碳化物两相区,温度范围为1 265~780 ℃。当温度降低到780 ℃左右时,发生共析反应γ→α+Cr7C3Ⅱ,析出α-Fe铁素体并形成二次碳化物。当温度降至约730 ℃时,转变完成。由此可以得到堆焊层的平衡组织为初生碳化物、珠光体(α-Fe+Cr7C3)和Ld′(α-Fe+Cr7C3+Cr7C3II),物相组成为α-Fe和Cr7C3碳化物。图3金相组织分析结果与相图平衡组织基本一致。

图6 Thermos-Calc软件计算的Fe-25Cr-3.5C合金平衡相图
3 摩擦磨损性能
3.1 摩擦因数
图7所示为3种试样的摩擦因数时变曲线。从图7(a)可看出,干摩擦条件下,高低载荷的摩擦因数表现出相似的变化规律,初始摩擦因数表现为快速上升,达到顶峰后逐渐下降,大约2 000 s后,基本趋于小幅波动的稳定期。摩擦表面初始表现为微凸体的相互接触,实际接触面积小于名义接触面积,摩擦因数迅速上升。随摩擦运动的延续,摩擦接触面的温度升高和实际接触面积增大,在磨损区域的软化和分散犁沟的作用下,摩擦因数在达到峰值后,逐步下降并趋于平稳。从图7(b)可看出,在石英砂摩擦下,初始时摩擦因数快速上升,随后进入较宽范围的波动区,约3 000 s后进入稳定波动区(Ⅲ区)。硬质石英砂磨料的加入,摩擦形式从二体磨损转变为三体磨料磨损,在正向压应力的作用下,石英砂颗粒压入摩擦接触面并形成犁沟切割效应,滑动磨损状态处于磨料磨损态,需要一定的侧向摩擦力来维持滑动磨损运动的进程,这不仅增大了摩擦力,还进一步产生磨粒并增大磨损。由于石英砂颗粒的不断更新,摩擦因数不仅维持在较高水平,而且在宽的范围内波动。
影响摩擦因数的因素是多方面的,如摩擦副材料的特性、载荷、速度、表面加工粗糙度和磨料的性质等,中部槽和刮板的摩擦因数的合理确认,对矿用刮板输送机设计和应用具有实际技术意义。过低的摩擦因数容易导致打滑、漂移现象,降低输运效率。过高的摩擦因数不仅增加输运功耗,而且加重刮板和中部槽的磨损,造成中部槽的过早失效。从图7中摩擦因数的变化规律可知,高铬堆焊板的平均摩擦因数与NM450摩擦因数相近,可以认为,二者的摩擦因数处于同一水平,其应用于中部槽构件的设计效果也基本相似。

图7 不同磨损工况条件下3种材料的摩擦因数曲线
3.2 磨损质量和磨损率
图8示出了滑动磨损质量损失和相对耐磨性实验结果。所有磨损工况条件下,CM550均表现出低的磨损质量损失,即在摩擦因数相近的磨损工况下,高铬堆焊板的耐磨损性能均优于马氏体耐磨钢NM450。以Q235钢作为标准钢,按公式(1)计算得到的相对耐磨性(ε)如图8(b)所示。在干摩擦和石英砂磨料滑动磨损条件下,高铬堆焊板的相对耐磨性分别是NM450耐磨钢的2.3倍和2.0倍。作为应用于刮板输送机中部槽的耐磨板,摩擦因数和耐磨性均是必须考虑的重要技术指标,其中耐磨性包含了耐磨钢自身的磨损和摩擦副材料的磨损2个方面,因为中部槽的磨损主要是刮板链带动刮板在中部槽上运输物料时的刮板和链对中部槽的磨损。上述实验结果表明,在相似摩擦因数的条件下,CM550钢板的滑动耐磨性明显优于NM450,其自身的耐磨性完全满足中槽部件的设计和应用要求。但摩擦副材料的磨损也必须考虑,如果摩擦副材料的磨损增加,将导致刮板或链条部件的过早磨损失效。图8(c)给出了GCr15钢摩擦副的磨损实验结果。在相同的实验条件下,GCr15钢环的磨损质量损失基本相同。

图8 不同磨损工况下3种材料的磨损质量、相对耐磨性和GCr15钢环的磨损质量
4 磨损损伤机制分析
图9所示为200 N载荷下高铬堆焊层和对应钢环磨损表面的光学显微镜形貌图。图9(a)中堆焊层干摩擦的犁沟磨损特征明显,图中浅灰色的不规则颗粒,为硬质Cr7C3碳化物增强相,是碳化物周围较软的铁素体被磨掉后,突出于基体的磨损形态。Cr7C3碳化物的硬度高达1 600~1 800HV,高的硬度使得碳化物很好地抵抗了GCr15钢所造成的犁切损伤,图中一些不连续的黑色条带推测为软铁素体基体磨损后在磨损表面形成的碾压膜。图9(b)中GCr15钢环的磨损表面上出现大量犁沟损伤,局部犁沟槽内出现材料的开裂和剥落,小部分的磨损区发现黑色断续分布的铁素体碾压膜。图9(c)中堆焊层石英砂磨损表面主要为硬质石英砂磨料的犁切损伤,局部犁沟之间出现材料碎裂和剥落,表现为典型的三体磨料磨损的损伤特征。对应的钢环摩擦副表面的犁切痕加深变宽,犁沟槽间出现大量的剥落和凿削坑(见图9(d)),前者属于循环塑变所导致的变形剥落损伤,后者与磨损载荷作用下石英砂颗粒嵌入磨损表面的磨损运动有关[37]。
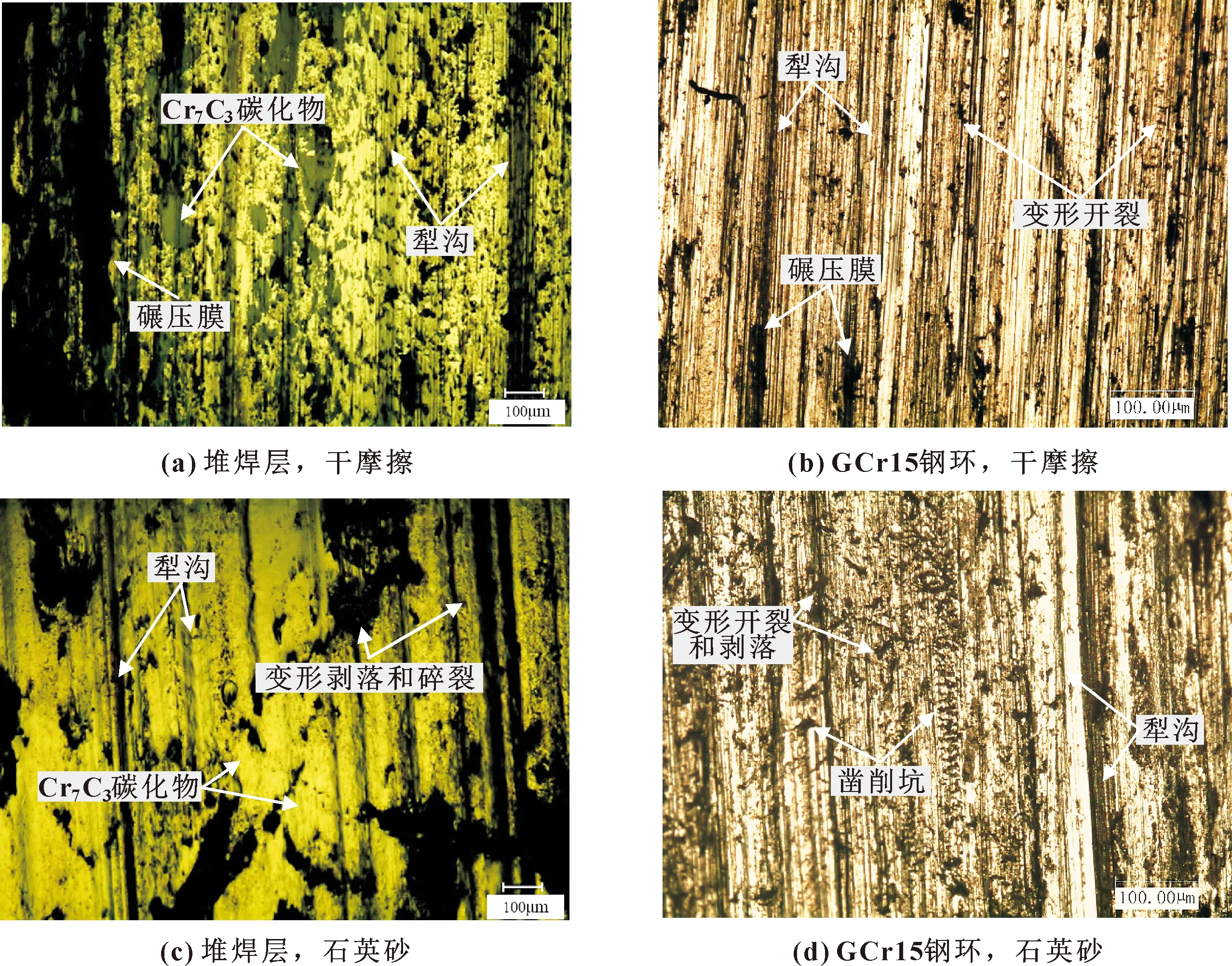
图9 高铬堆焊层和对应钢环磨损表面的光学显微镜形貌(200 N,200×)
高铬堆焊层的石英砂滑动磨损SEM形貌如图10所示。可以看到,低载和高载下的堆焊层磨损表面均出现了突起的棒状碳化物。由于石英砂磨料在磨损表面的反复碾压作用,犁沟已不明显,仅在局部磨损区域发现一些短的不连续犁切槽。200 N低载荷下的部分碳化物表面出现擦伤和开裂,600 N高载下磨损表面损伤变得严重,不仅有部分棒状碳化物发生断裂,而且铁素体区的变形剥落坑也显著扩展和加深。软质铁素体区域的磨损可归因于2个原因。一是石英砂颗粒的微切削磨损,石英砂颗粒在法向应力作用下被压入软质铁素体,并在摩擦切向应力作用下,产生切削磨损。由于局部应力和颗粒大小的差异,犁切槽的宽度和深度不均匀,同时因硬质碳化物的阻挡作用,在磨损表面形成了不同长度的断续犁沟。二是软质铁素体的塑变剥落磨损。在磨损过程中,局部的应力集中和摩擦温度升高导致铁素体区产生屈服变形,形成表面和亚表面裂纹[38];后续的磨损运动导致这些裂纹和预先存在的孔洞或裂纹扩展并连接相邻的裂纹,这些裂纹最终剪切到表面,导致磨损表面上出现局部材料剥落而形成不同尺寸的剥落坑。

图10 高铬堆焊层的石英砂滑动磨损SEM形貌
根据图9和图10的磨损机制分析,硬质Cr7C3碳化物在磨损过程中起主要承载作用,堆焊层的材料磨损损失主要是软铁素体区的磨损损失。图11所示为堆焊层磨损机制变化的示意图。在滑动磨损的初始阶段,硬石英砂颗粒在外加载荷的作用下被压入堆焊层的软铁素体中,形成压入坑,见图11(a)。同时在摩擦力的作用下发生微切削磨损运动,由于承载了大部分载荷,磨料颗粒真实接触应力高于标称负载,颗粒压入处的应力集中和软质铁素体的塑性流动,使得微切削磨损在磨损表面形成系列犁沟槽。当微切削磨损遇到硬质Cr7C3碳化物时,犁切路径受阻,一方面形成断续的短程沟槽,另一方面在Cr7C3碳化物表面形成划伤,导致碳化物的局部磨损开裂,而高载时则出现部分碳化物的磨损断裂,见图11(b)。随磨损进程的延续,铁素体区出现因材料剥离而形成变形剥落坑。这一磨损损伤过程首先表现为局部铁素体的亚表面塑性变形,变形区的位错运动和位错缠结结构的形成,导致局部的应力集中,一旦应力超过材料的屈服极限就会形成表面和亚表面裂纹[39-40]。后续的磨损运动造成这些裂纹扩展并与邻近裂纹相连,当裂纹扩展到表面时,表层材料剥离形成变形剥落坑。软质铁素体磨损剥落后,裸露出硬质Cr7C3碳化物颗粒承担了磨损载荷,很大程度上阻止了石英砂颗粒与铁素体的直接接触,避免了进一步的磨损损伤,有效降低了堆焊层的磨损质量损失。

图11 高铬堆焊层的石英砂滑动磨损损伤机制
5 结论
(1)CM550高铬堆焊板表面无明显裂纹,堆焊层和基体钢之间形成冶金熔合。堆焊层的显微组织由初生Cr7C3碳化物、P(α-Fe+ Cr7C3)和少量Ld′(P+ Cr7C3Ⅱ)组成,其相组成主要为α-Fe和Cr7C3。堆焊层中主要存在3种典型的碳化物形态,即初生棒状碳化物、共晶片状碳化物和二次粒状碳化物。
(2)硬质Cr7C3碳化物的形成提高了堆焊层的硬度,洛氏硬度达62~64HRC,有效地提高了其抗滑动磨料磨损性能。在相同摩擦因数的条件下,CM550堆焊板的相对耐磨性是NM450耐磨钢的2倍以上,摩擦副材料的磨损质量损失也处于相同水平,完全满足刮板输送机中槽部件的设计和使用要求。
(3)堆焊层的磨损机制主要表现为硬质石英砂颗粒的微切削磨损和铁素体区的变形剥落磨损,铁素体磨损后,暴露于磨损表面的硬质Cr7C3碳化物不仅承担了主要的磨损载荷,而且阻止了石英砂颗粒与软铁素体的直接接触,避免了铁素体进一步的磨损损伤,从而减少了堆焊层的磨损质量损失。
