金属熔丝熔融成型制备Ni60合金工艺参数的优化研究①
2022-11-10许淑溶隋清萱赵风君
刘 博,王 臻,王 江,2,许淑溶,隋清萱,赵风君,龚 乐,刘 军
(1.中南大学 材料科学与工程学院,湖南 长沙 410083;2.镍钴资源综合利用国家重点实验室,甘肃 金昌 737100)
Ni60合金因其高硬度、高强度、耐腐蚀和耐摩擦性能好,常作为涂层材料广泛应用于冶金、航空航天、轮船以及汽车等行业[1]。涂层与基体结合强度差、过薄,导致其难耐高应力、强冲击,承载能力低,且工件存在微结构、空腔或死角时,激光熔覆或等离子、热喷涂等常规方法无法确保涂层覆盖均匀[2-3]。增材制造[4]综合了物理学、化学、材料学、计算机学、机电控制等学科技术,因其智能化、数字化、一体化、轻量化而被广泛关注。基于使用材料,增材制造可被分为金属增材制造、非金属增材制造和生物增材制造[5-9]。金属增材制造又根据其打印方式分为选区激光熔化、激光近净成型、黏结剂喷射成型、金属熔丝熔融成型等[10-13]。本文以Ni60为例,基于金属熔丝熔融成型技术制备Ni60合金零件,并对其成型过程中各阶段工艺参数进行优化,旨在制备出性能优异的Ni60工件,以应用于冶金及其他行业中。
1 材料与实验
1.1 实验材料
实验所用原材料主要有金属粉末和黏结剂。其中金属粉末选用平均粒径40.3 μm的Ni60粉末,其化学成分见表1,Ni60粉末流动性为14.5 s/50 g、松装密度为4.2 g/cm3;黏结剂由多种有机高分子和添加剂组成,主要成分包括聚乳酸、聚丙烯、乙烯-丙烯酸丁酯-甲基丙烯酸缩水甘油酯共聚物、聚对苯二甲酸乙二醇酯-1,4-环己烷二甲醇酯、马来酸酐接枝乙烯-辛烯共聚物、马来酸酐接枝聚丙烯、硬脂酸、微晶蜡和氧化锌。

表1 Ni60粉末化学成分(质量分数) %
1.2 丝材制备与金属熔丝熔融成型
首先将上述除硬脂酸、微晶蜡和氧化锌之外的有机高分子材料混合均匀,然后将Ni60粉末与混合物在真空环境下50℃烘干24 h,烘干完成后,将一定量混合物与少量粉末分批次加入单螺杆挤出机中,在170~205℃下将挤出料多次放入挤出机中以保证挤出料中金属粉末与混合物的均匀性,再在180~200℃下将混合均匀的挤出料挤压成直径1.75 mm的丝材。
制备的丝材通过熔丝熔融成型设备打印生坯。前期研究发现,喷嘴温度230℃、热床温度50℃、打印速度10 mm/s、填充密度100%并采用线性交替填充路径时可以打印出质量较优的生坯。为了研究打印参数对生坯相对密度变化规律的影响,在前期研究基础上通过三因素三水平正交实验研究重叠率、挤出比和分层厚度的影响,具体实验参数见表2。

表2 正交实验参数
生坯打印成型后,采用溶剂+热脱脂法对其进行脱脂处理。脱脂溶剂选择正庚烷,脱脂温度50℃,脱脂时间8 h。热脱脂和烧结过程在氩气氛围的管式炉中进行,升温曲线见图1。
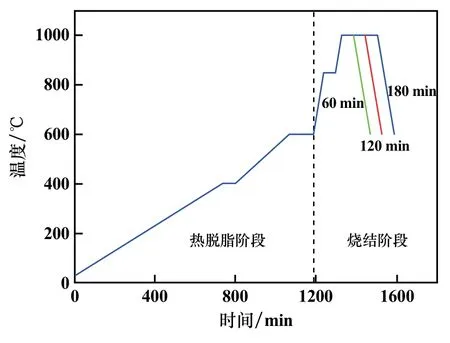
图1 升温曲线
1.3 试样表征
采用阿基米德定律测量生坯和烧结坯相对密度,分别测量生坯和烧结坯各方向的尺寸从而计算烧结后坯体的收缩率,以上步骤各重复3次。使用80目到5 000目的砂纸打磨样品X-Z面,然后使用金刚石喷雾和王水对烧结坯表面进行抛光和腐蚀。使用X射线衍射仪(XRD)对样品进行表征;通过光学显微镜(OM)和扫描电子显微镜(SEM)观察试样的微观组织并通过能谱仪进行元素分析;以X-Z面底部为起点,每隔0.15 mm进行硬度测试。
2 实验结果与讨论
2.1 打印参数对相对密度的影响
表3为正交实验结果与极差分析结果。可以看出,参数组合为重叠率15%、挤出比120%、分层厚度100 μm时,生坯相对密度最高,达到92.60%;在熔丝熔融成型过程中挤出比对相对密度影响最大、重叠率影响最小。

表3 正交实验结果及极差分析结果
重叠率是生坯内部路径与外围壁重叠的程度,丝材通过喷嘴时横截面为圆形,意味着丝材在沉积时内部路径与外壁间有空隙,重叠率越高,这种空隙越小。生坯内部空隙越少,相对密度越高。丝材在通过喷嘴时,喷嘴内部对熔融丝材的限制及受到后面丝材的推挤,熔融的丝材内部会产生内应力,这种内应力会在丝材沉积时释放,导致丝材发生膨胀,不会紧密堆积,膨胀的沉积丝材间会有一定空隙,而挤出比影响丝材被打印机推入喷嘴时的单位速度,挤出比越高,单位时间内在同一地点沉积堆叠的熔融丝材越多,致使多余部分向沉积间隙中挤入,减少生坯内部空隙体积。降低分层厚度可以减小丝材内应力,减少膨胀现象,进而减小生坯空隙体积,提高相对密度。
2.2 烧结性能
图2为试样平均相对密度和X、Y、Z方向的收缩率随保温时间的变化。保温时间60 min时,烧结零件相对密度最低,为88.3%,内部孔隙体积高,烧结不完全;保温时间延长至120 min和180 min,相对密度分别提升至90.76%和95.68%,说明延长保温时间能有效减小孔隙率。烧结坯各方向收缩率随保温时间增加而提高,从另一个方面印证了延长保温时间可以减小烧结坯中的孔隙率进而提高相对密度。

图2 烧结坯相对密度和收缩率随保温时间的变化
一般情况下,半成品在烧结过程中的收缩行为可以分为3种:首先是打印平面内的丝材径向收缩,如图3(a)所示,该方向仅有粉末间隙,收缩率在3个方向上最小;其次是打印平面内的丝材法向收缩,如图3(b)所示,除了粉末间隙,还有沉积丝材间的空隙,收缩率大于径向;最后是沉积即重力方向收缩,如图3(c)所示,它除了含有打印平面内径向和法向所有的空隙,还存在重力导致的收缩情况,其收缩率远大于另外两个方向。本实验中打印路径是线性交替填充,X和Y方向的收缩都可以视为打印平面内径向和法向2个方向上收缩的整合,反映在收缩率相似的X和Y方向上,而在重力方向(Z方向)上收缩程度则远高于X和Y方向。

图3 生坯烧结收缩情况
图4为不同保温时间下烧结坯的XRD图谱。可以发现,不同保温时间下烧结坯组成相相同,主要为γ-Ni、Ni3Si、Ni17Si3、Ni3Fe、Ni3B、Cr7C3、Cr23C6和CrB。

图4 不同保温时间下烧结坯XRD图谱
图5为不同保温时间下烧结坯的微观组织。保温时间60 min时,烧结坯内部存在非球形的不规则孔,这些不规则孔主要来自生坯中丝材或层之间的空隙或粉末间隙,这些空隙在短保温时间下未能完全闭合。保温时间延长至120 min,部分孔隙已闭合,并存在一些链状孔隙,这些孔隙来自于生坯打印平面内丝材法向的沉积丝材间隙或重力方向的层间隙,由于这些间隙较长,保温120 min不足以使其完全闭合。保温时间延长至180 min,烧结坯中的孔隙进一步闭合,但仍存在圆形孔。这是因为烧结坯内部存在较高压力,烧结驱动力无法继续收缩孔隙,此时继续增加保温时间也无法闭合这些孔隙,反而会粗化组织、降低性能[14]。

图5 不同保温时间下的金相组织
图6为不同保温时间下烧结坯的SEM图像。可以看出,烧结过程中有相析出。保温时间60 min时,析出的相仅以20~40 μm的团状分布在内部基体上,这是由于保温时间过短,元素扩散不充分,析出相较少;经EDS分析可知,浅灰色析出相为Cr7C3和Cr23C6,深灰色析出相为CrB,基体以Ni为主;结合XRD分析可知析出相为γ-Ni、Ni3Si、Ni17Si3、Ni3Fe、Ni3B。保温时间延长至120 min,这些团状分布的析出相增加到40~60 μm。进一步延长保温时间,析出相开始扩散至各区域,且某些析出相开始变得粗大。结合不同相的化学成分(表4)和Mapping进一步分析,与表1对比发现,Fe、Si与Cr、C迁移方向相反,Fe、Si及部分B更易于向基体迁移,与Ni形成固溶体,另一部分基体则是镍基固溶体,而Cr、C及另一部分B更易于向外析出,形成析出相。

图6 不同保温时间下烧结坯微观组织与元素分布

表4 图6中不同点处化学成分分析结果
2.3 试样硬度研究
表5为不同保温时间下烧结坯的硬度。保温时间从60 min延长至120 min时,烧结坯硬度由537.51HV0.2提高至564.21HV0.2,保温时间继续延长至180 min时,烧结坯硬度反而降低到550.09HV0.2。

表5 不同保温时间烧结坯的硬度
2.4 小 结
保温时间60 min时,烧结坯致密度低,且析出相含量少,烧结坯硬度低;保温时间延长至120 min时,烧结坯致密度得到提高且硬质相得以充分析出,硬度提高;虽然烧结坯在保温时间180 min时致密度高,但由于保温时间过长,晶粒过分长大,硬度反而降低。
3 结 论
1)在熔丝熔融成型过程中影响生坯性能的因素由强至弱依次为挤出比、分层厚度、重叠率。提升重叠率和挤出比、减小分层厚度均对提高生坯相对密度有积极影响,重叠率15%、挤出比120%、分层厚度100 μm条件下生坯性能较优。
2)延长保温时间可以充分提高烧结坯件致密度和尺寸收缩率。
3)烧结坯物相主要由γ-Ni、Ni3Si、Ni17Si3、Ni3Fe、Ni3B、Cr7C3、Cr23C6和CrB组成。延长保温时间,烧结坯中析出相含量提升,但晶粒粗化,烧结坯硬度会先上升后降低。
