CuCrZr/Inconel 625 电子束焊接接头组织与性能
2022-11-09王徐建王廷何平范成磊郭迪舟董海义
王徐建,王廷,何平,范成磊,郭迪舟,董海义
(1.中国科学院高能物理研究所,北京,100049;2.哈尔滨工业大学(威海),威海,264209;3.哈尔滨工业大学,先进焊接与连接国家重点实验室,哈尔滨,150001)
0 序言
高能同步辐射光源(high energy photon source,HEPS)是国家重大科技基础设施建设“十三五”规划确定建设的10 个重大科技基础设施之一,是基础科学和工程科学等领域原创性、突破性创新研究的重要支撑平台.真空系统是高能同步辐射光源的基础工程,束流只有在真空环境中运行,才能保持足够的寿命,并且不断地被积累和加速,达到设计的能量和流强,并提供高亮度的同步辐射光.
HEPS 采用CuCrZr 材料为储存环真空盒的主要材料,Inconel 625 作为快校正磁铁内部薄壁真空盒材料,空间紧张区域两种材料合金管需要对接焊[1-2],为保证焊接后真空盒的性能,CuCrZr 与Inconel 625 材料的焊接性能的研究极为重要.
国内外相关研究学者针对不同的工作要求采用不同的焊接方式对CuCrZr 与Inconel 625 等同种材料或者相关材料的焊接接头进行焊接性能研究,对焊缝进行了微观组织以及力学性能的研究[3-10],结果表明,CuCrZr 与Inconel 625 具有较好的焊接性,但是针对具体的焊接工艺以及不同的焊接方式下焊接工艺参数对焊缝性能的影响研究较少.电子束焊接作为高能束焊接的一种,束流的功率密度高,焊缝深宽比大,工件产生的变形小[11-21],非常适合Inconel 625 这类高熔点金属管件的焊接.
为研究异种材料电子束焊接工艺参数对接头微观组织和力学性能的影响,对CuCrZr 与Inconel 625 管件进行了电子束对接焊试验,采用光学显微镜、扫描电子显微镜和电子万能试验机对各组试样的接头形貌、微观组织及力学性能进行观察和分析,从而为HEPS 加速器储存环真空盒异种材质合金管的焊接提供工艺指导以及理论依据.
1 试验方法
项目主要研究异种材质管件的对接焊工艺,所采用的试验材料主要为外径24 mm、内径22 mm的CuCrZr 和Inconel 625 圆形合金管件,其化学成分如表1 和表2 所示.

表1 Inconel 625 化学成分(质量分数,%)Table 1 Chemical compositions of Inconel 625

表2 CuCrZr 化学成分(质量分数,%)Table 2 Chemical compositions of CuCrZr
CuCrZr/Inconel 625 异种材质管件电子束对接焊前,需要对异种材料管件端口进行处理,首先采用砂纸将管件焊接面的内壁与外壁打磨去除氧化膜.采用丙酮擦拭整个对接口去除油脂.
将准备好的CuCrZr 管件与Inconel 625 管件分别装夹到夹具上,装夹时保证对焊管件的同心度.当真空度达到0.017 Pa 时,进行电子束对接焊试验,试验所采用的焊接工艺参数列于表3 中.由于管件壁厚较薄,因此采用电子束聚焦于管件表面的方式.由于Inconel 625 与CuCrZr 之间物理性能差异较大,CuCrZr 有较强的导热性,因此在焊接时改变电子束焦点的作用位置,采用偏束焊接,使电子束聚焦于CuCrZr 管侧,偏束距离分别为0.6,0.8 mm.将焊好的管件切割成尺寸为8 mm ×5 mm 的金相试样,随后对镶嵌后的试样采用80号~ 5 000 号砂纸逐级打磨,然后用金刚石抛光剂进行机械抛光.抛光直至试样成为无划痕、无污染、光滑的镜面后,将CuCrZr/Inconel 625 焊接试样放置于3 g FeCl3+2 mLHCl+96 mL 乙醇的腐蚀剂中对观察面进行化学浸蚀,腐蚀时间约5 s.使用奥林巴斯GX71 型光学金相显微镜下观察不同偏束距离下试样焊缝的横截面形貌,使用Quanta 200FEG型场发射扫描电镜(scanning electron microscope,SEM 对试样焊缝微观形貌观察,对接头界面物相进行鉴定分析.采用岛津AGXplus250kN 型电子万能试验机对焊接接头的抗拉强度进行测试.
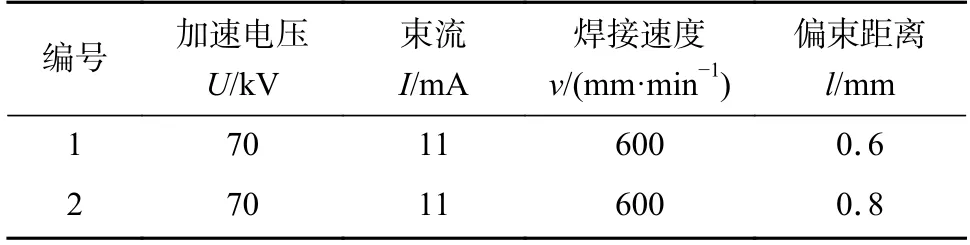
表3 焊接工艺参数Table 3 Welding process parameters
2 试验结果与分析
2.1 异种材料电子束对接焊宏观形貌
图1 为CuCrZr/Inconel 625 异种管件对接接头表面成形.当偏束距离为0.6 mm 时,焊缝表面光滑,但是在接头处的CuCrZr 管侧出现了轻微的咬边缺陷,如图1a 所示.当偏束距离增加至0.8 mm时,咬边焊接缺陷消失,焊缝的熔宽出现一定程度的增加,焊缝表面有致密的鱼鳞纹,有一定的余高,表面成形良好,如图1b 所示.

图1 CuCrZr/Inconel 625 异种材质接头的表面成形Fig.1 Weld surface forming of CuCrZr/Inconel 625 dissimilar material joints.(a) beam offset distance 0.6 mm;(b) beam offset distance 0.8 mm
图2 为沿中心线切开的CuCrZr/Inconel 625 异种材料管件焊缝背面成形.由于较高的焊接热输入,焊缝内壁出现了由于Inconel 625 管件蒸气冷却所导致的黑色镀层区域.当偏束距离为0.6 或者0.8 mm 时,焊缝背面成形均良好,未出现上凹缺陷,且在电子束收弧处未出现缺陷.
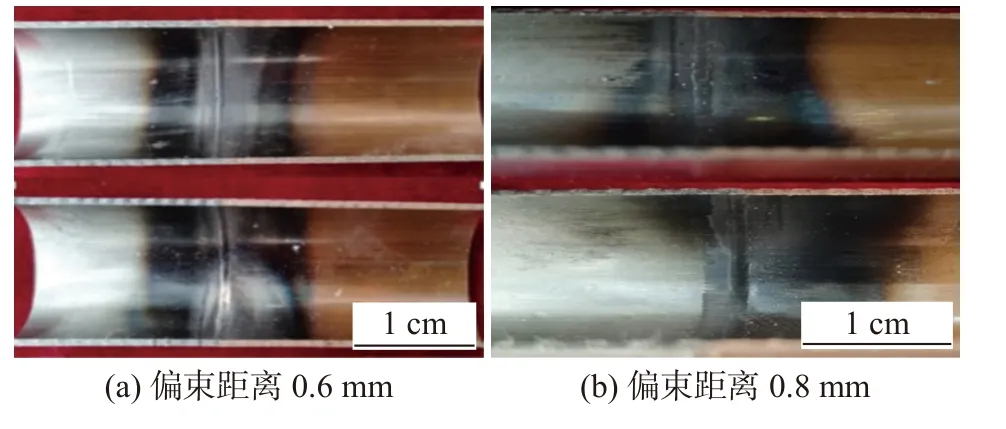
图2 CuCrZr/Inconel 625 异种材质接头的背面成形Fig.2 Weld back surface forming of CuCrZr/Inconel 625 dissimilar material joints.(a) beam offset distance 0.6 mm;(b) beam offset distance 0.8 mm
图3 为采用砂纸打磨后CuCrZr/Inconel 625 异种材料管件焊缝表面成形.砂纸打磨可以将金属蒸气产生的黑色镀层完全清除.
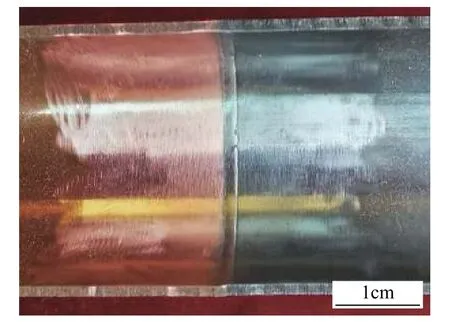
图3 打磨后CuCrZr/Inconel 625 焊缝背面成形Fig.3 Weld back surface forming of CuCrZr/Inconel 625 after grinding
图4 为不同偏束距离下CuCrZr/Inconel 625 异种材质管件的焊缝横截面形貌.从图4a 可以看出,焊缝呈现出上、下宽,中间窄的哑铃型.当偏束距离增加至0.8 mm 时,焊缝的横截面外形未发生明显改变,但是从颜色上可以看出,随着偏束距离的增加,CuCrZr 母材的熔化量增加,这使焊缝中的铜含量有所增加.

图4 CuCrZr/Inconel 625 焊缝横截面形貌Fig.4 Weld cross section morphology of CuCrZr/Inconel 625;(a) beam offset distance 0.6 mm;(b)beam offset distance 0.8 mm
2.2 电子束对接焊焊缝微观组织
图5 为偏束距离为0.6 mm 时CuCrZr/Inconel 625 焊缝的微观组织形貌.从图5a 与图5b 可以看到,焊缝靠近Inconel 625 管侧以及焊缝中部有圆球状、针状和树枝状的Ni 基固溶体,Cu 固溶体则分布在Ni 基固溶体的四周.如图5c 所示,随着距Inconel 625 管的距离增加,焊缝内部镍含量逐渐降低,但是焊缝内部依旧为球状的Ni 基固溶体占据主要位置.在熔合线右侧距离较近处由一层柱状晶粒构成,随着距焊缝的距离增加,柱状晶变为等轴晶,且晶粒尺寸逐渐减小.
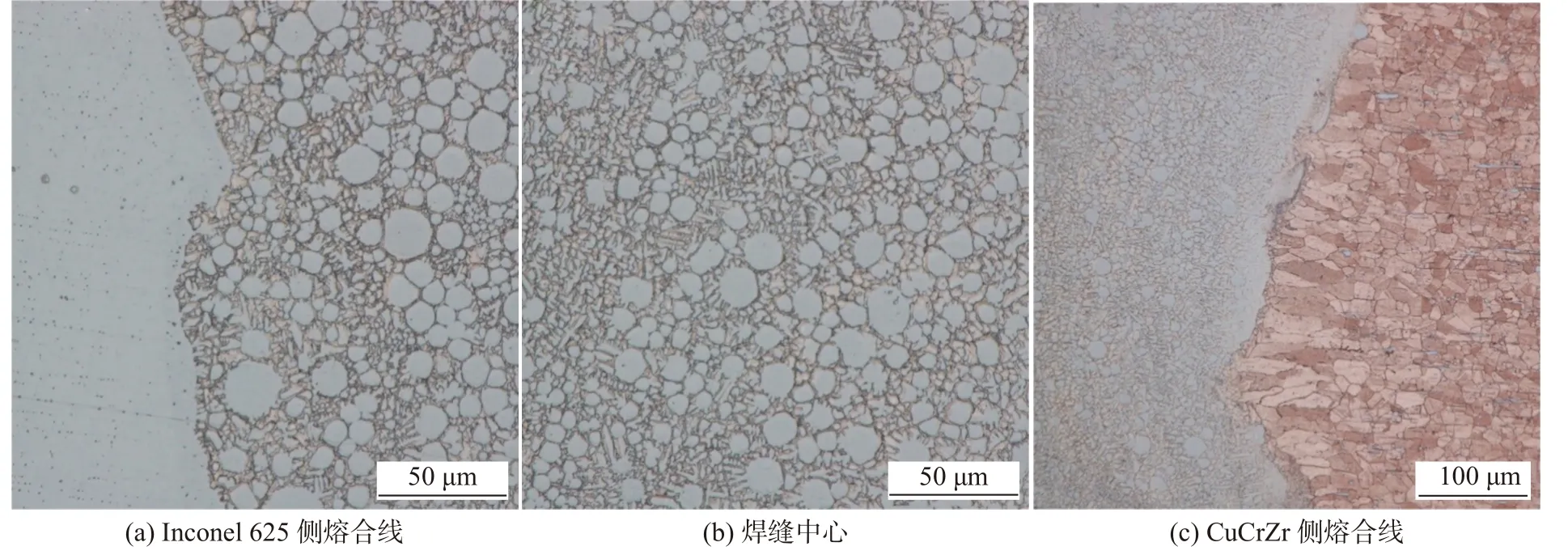
图5 偏束距离为0.6 mm 时CuCrZr/Inconel 625 焊缝微观组织Fig.5 Microstructure of CuCrZr/Inconel 625 weld with beam offset distance of 0.6 mm.(a) fusion line of Inconel 625 side;(b) weld center;(c) fusion line of CuCrZr side
图6 为偏束距离0.8 mm 时 CuCrZr/Inconel 625焊缝不同位置处的微观组织形貌.随着偏束距离的增加,CuCrZr 管的熔化量明显提高,Cu 固溶体成为了整个焊缝中的主要组成部分,而Ni 基固溶体则以大小不均匀的球状分布在焊缝中的Cu 基体中.焊缝中Cu 基体的晶粒以两侧柱状晶粒和中心粗大的等轴晶粒构成.
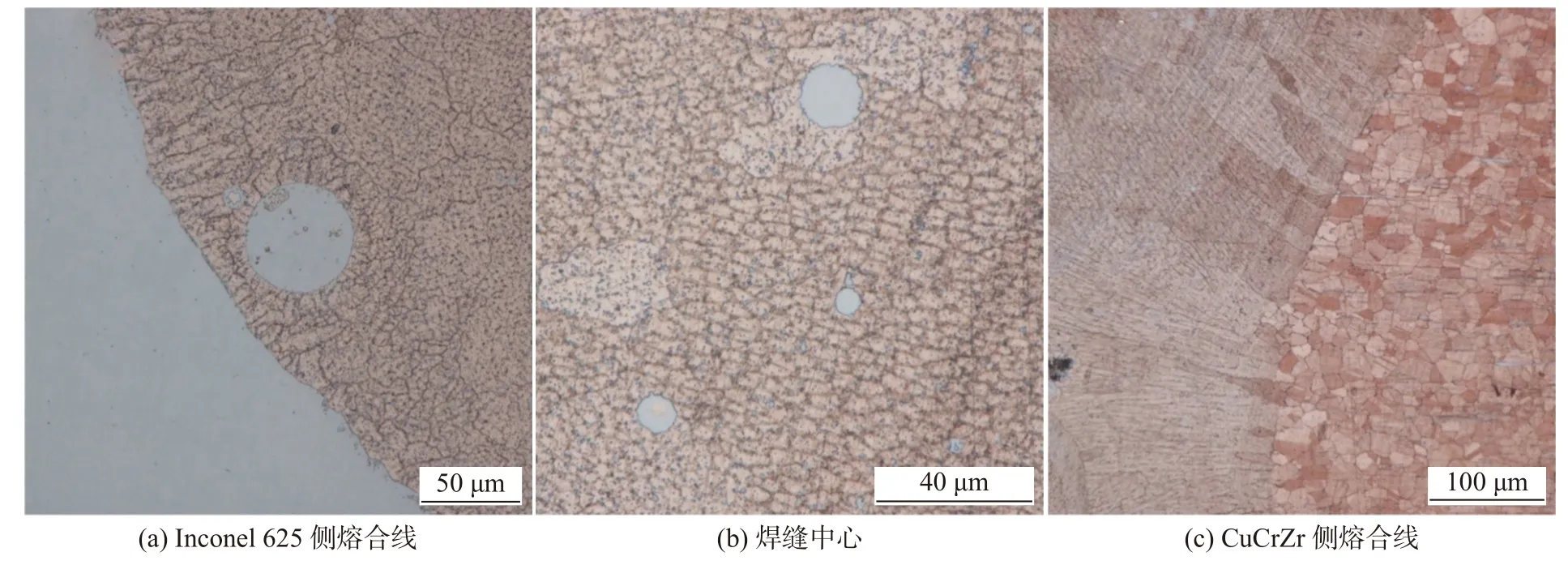
图6 偏束距离为0.8 mm 时CuCrZr/Inconel 625 焊缝微观组织Fig.6 Microstructure of CuCrZr/Inconel 625 weld with beam offset distance of 0.8 mm.(a) fusion line of Inconel 625 side;(b) weld center;(c) fusion line of CuCrZr side
2.3 电子束对接焊焊缝元素分布分析
图7 为CuCrZr/Inconel 625 界面处的扫描电镜显微照片.图8 为沿图7a 处的线扫描结果,表4为图7b 中各点的能谱分析结果.在远离CuCrZr/Inconel 625 界面处的焊缝中,如表4 中B 点以及C 点结果所示,镍含量维持在10%左右,当扫描路径遇到球状的Ni 基固溶体时,如表4 中A 点结果所示,镍含量会出现明显的上升,且Ni 含量的变化与Cr 元素变化基本一致.
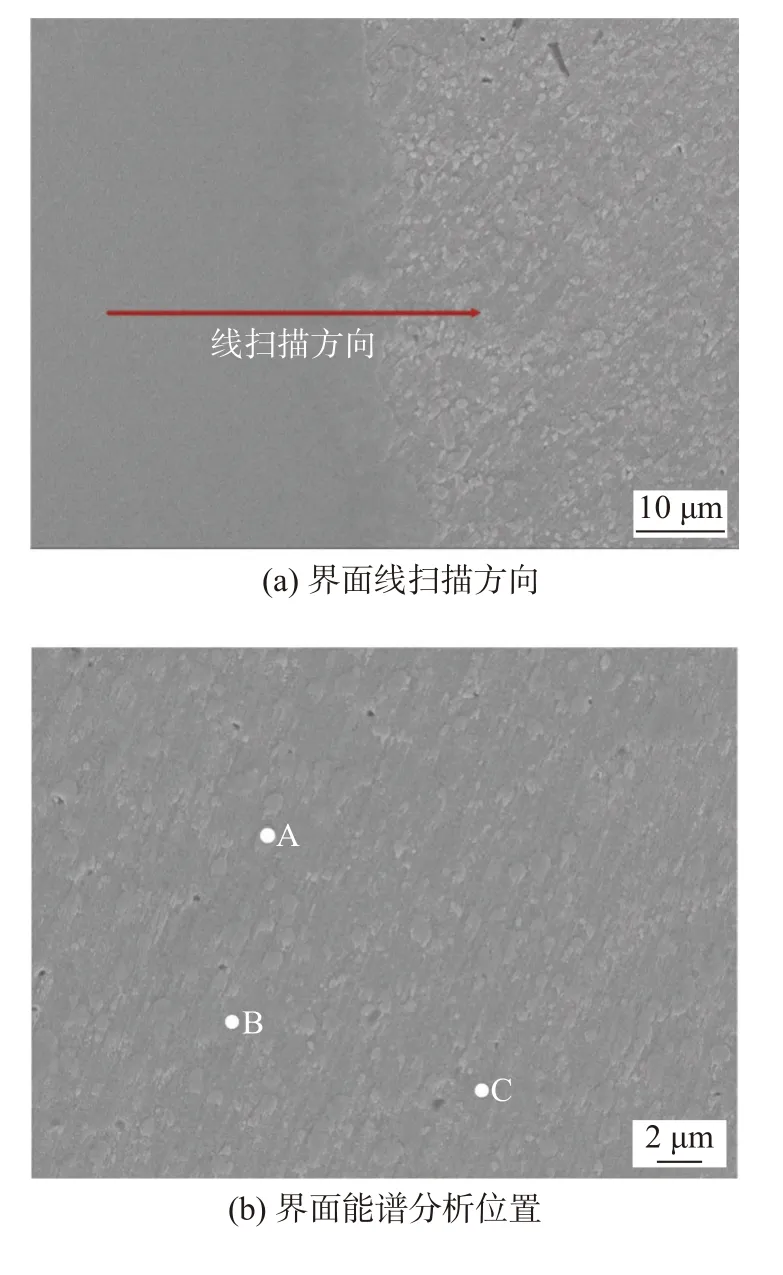
图7 CuCrZr/Inconel 625 焊缝扫描电镜照片Fig.7 SEM photos of CuCrZr/Inconel 625 weld.(a)interface line scanning direction;(b) interface energy spectrum analysis location
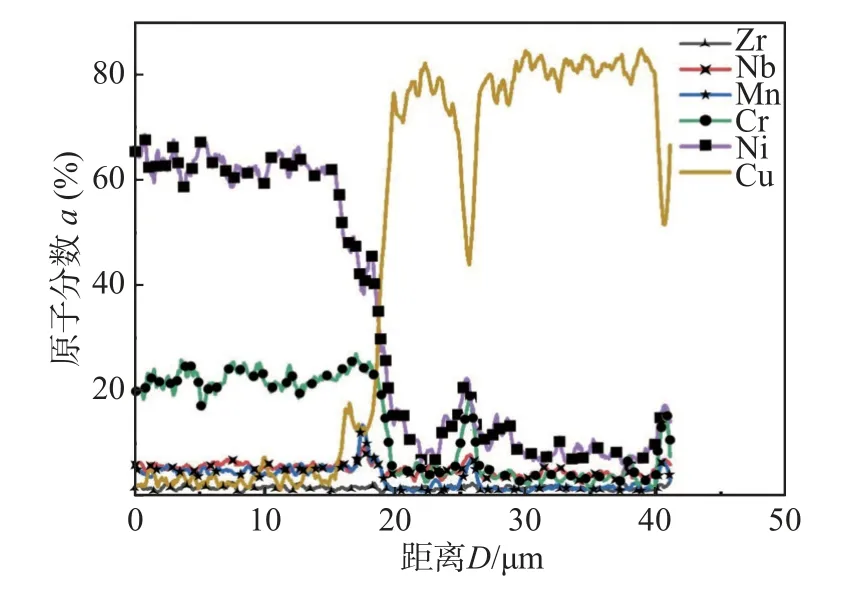
图8 CuCrZr/Inconel 625 焊缝界面线扫描结果Fig.8 Line scan results at weld interface of CuCrZr/Inconel 625
根据二元相图[22-23]以及表4 的能谱结果可以推断出,焊缝内部未生成金属间化合物.焊缝中的相主要是圆球形的Ni 基固溶体和作为基体的Cu 固溶体,使得焊缝具有较好的综合力学性能.
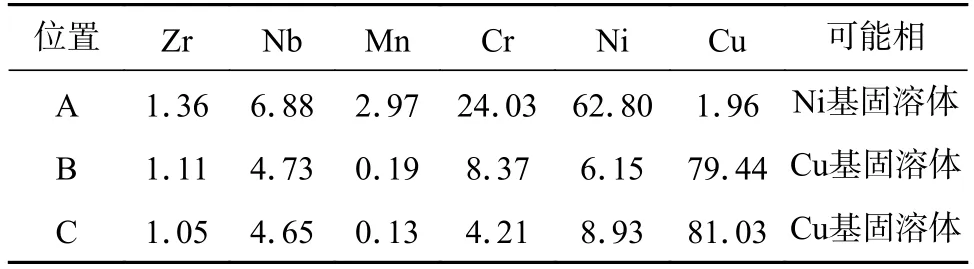
表4 CuCrZr/Inconel 625 能谱分析结果(原子分数,%)Table 4 Energy spectrum analysis of CuCrZr/Inconel 625
2.4 电子束对接焊接头的力学性能
为确定接头的抗拉强度,试验对象选取偏束距离为0.8 mm 的CuCrZr/Inconel 625 电子束对接焊接头,在0.5 mm/min 拉伸速率下测试试样的抗拉强度.如图9 所示,随着拉伸位移的增大,CuCrZr/Inconel 625 接头存在弹性变形阶段,继续拉伸,在拉伸过程中存在明显的塑性变形阶段,直至最后断裂,抗拉强度随着位移的增大试样最大抗拉强度为304 MPa.
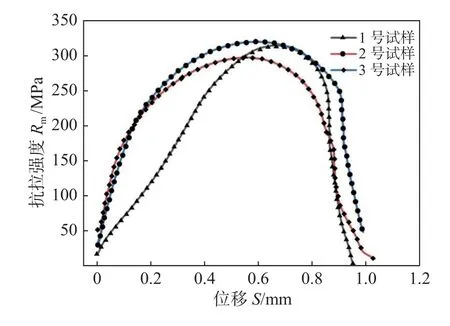
图9 CuCrZr/Inconel 625 接头的抗拉强度Fig.9 Tensile strength of CuCrZr/Inconel 625 joints
通过对CuCrZr 与Inconel 625 关键焊缝试样进行拉伸测试,从拉伸试样断裂后形态可以看到,所有拉伸试样均断裂于CuCrZr 管热影响区处.这是由于在CuCrZr 侧的热影响区中晶粒发生再结晶,产生异常生长,晶粒的粗大使得材料的强度降低.另外,CuCrZr 与Inconel 625 之间的热导率和线性膨胀系数也有很大差异,因此在冷却过程中产生巨大的内部应力.这些不利影响最终导致接头在拉伸过程中断裂.
图10 为试样的断口形貌.从图10 可以看到,断口表面明显的韧窝,可以证明该断裂属于韧性断裂.该过程是在铜的晶界附近形成微孔,并且在外力作用下微孔连续生长,最终发生断裂.
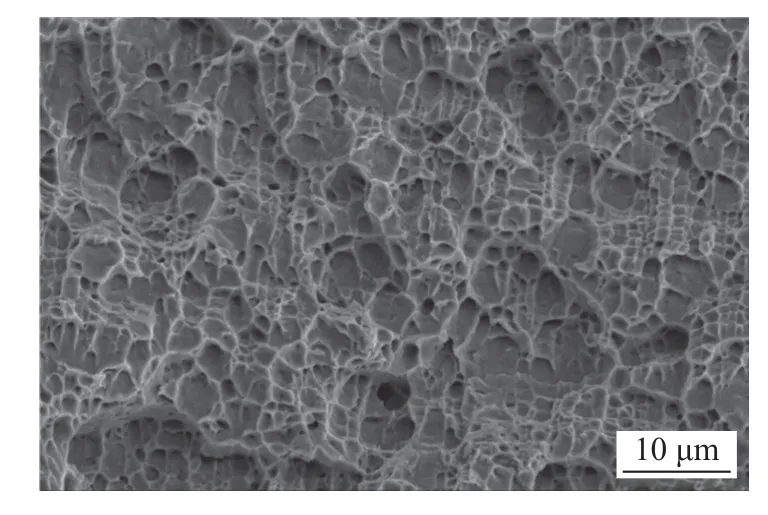
图10 CuCrZr/Inconel 625 接头的断口形貌Fig.10 Fracture morphology of CuCrZr/Inconel 625 joints
3 结论
(1) 当偏束距离为0.6 和0.8 mm 时,CuCrZr/Inconel 625 管件接头的焊缝成形良好,呈现出上、下宽,中间窄的哑铃型,随着偏束距离的增加,焊缝中的铜含量增加.
(2) CuCrZr/Inconel 625 管件接头焊缝中的相主要是圆球形的Ni 基固溶体以及作为基体的Cu 固溶体,使得焊缝具有较好的综合力学性能.
(3) 偏束距离为0.8 mm 时CuCrZr/Inconel 625焊接试验件的最大抗拉强度达到304 MPa,断裂于CuCrZr 侧热影响区.